帶式輸送機張緊力控制機構分析
2023-03-07 09:25:48王曉波
山東煤炭科技 2023年1期
王曉波
(山西沁和能源集團南凹寺煤業有限公司,山西 晉城 048000)
帶式輸送機張緊力控制機構為輸送機正常運行所需張力自動進行調整,可防止因膠帶過松、下垂度過大造成物料跳動、漏撒或膠帶發生打滑空轉現象的發生,自動保持帶式輸送機正常、平穩運行,對礦井的安全運輸具有重要意義。
1 摩擦傳動原理
1.1 膠帶的受力分析
南凹寺煤業30409 工作面所使用的DTL 型帶式輸送機主要由膠帶、托輥、支架、傳動機構、張緊機構、制動機構組成。膠帶繞經驅動滾筒和尾部轉向滾筒,中間托輥支撐,相互之間協助完成輸送工作。張緊機構為膠帶正常運行提供所需的張力,調節其之間的相對距離。在靜態時, 滾筒上、下兩端膠帶的張力相等;動態時,膠帶牽引力增大,滾筒上端相遇點A 張力同時增大,而滾筒下端分離點B的張力則減小。膠帶的受力示意圖如圖1。
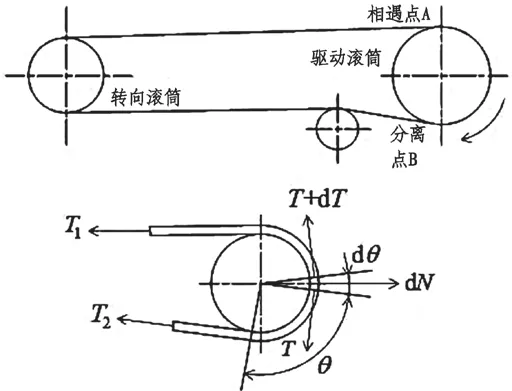
圖1 膠帶受力示意圖
假設驅動滾筒接觸弧上的膠帶,不受彎曲產生應力,分離點B 處的張力為T,相遇點A 處的張力為T+dT,滾筒對接觸弧上的膠帶的支反力為dTN,該段膠帶的受力應為:
式中:θ為膠帶上起始點與研究點之間的包角;μ為膠帶與滾筒之間的摩擦系數。
代入邊界條件T(θ=0)=T2,可得膠帶在驅動滾筒接觸弧上任意點的張力T:
1.2 摩擦驅動力計算
假設膠帶與驅動滾筒之間的包角為∠1,分離點B 處的張力為T2,則相遇點A 處的張力T1為:
則驅動滾筒對膠帶的摩擦驅動力為:
分析可知,為保證膠帶正常運行所需張力,增加滾筒上端相遇點A 與滾筒下端分離點B 之間的包角,增大膠帶與滾筒之間的摩擦系數,是張緊力控制機構保證帶式輸送機正常運行的必要條件。
2 張緊力控制機構的作用
(1)能夠增加滾筒上端相遇點A 與滾筒下端分離點B 之間的包角,膠帶與滾筒之間的摩擦系數同時增大,保證張緊力平穩,防止膠帶發生打滑空轉現象。
(2)保證張緊力平穩,各點的張力不低于設定最低值,防止因膠帶過松、下垂度過大造成物料跳動、漏撒的現象及增加輸送機的運行阻力。
(3)當接頭處發生斷帶或需要重新做接頭時,可以通過張緊力調整機構松帶,提供必要的行程。
(4)在啟動、停止或者負載重量變化時,可以通過張緊力調整機構進行調節。在啟動時,膠帶需要較大牽引力,通過張緊力調整機構進行自動調節,使分離點B 處張緊力增大,提供膠帶需要的牽引力;在停止時,膠帶需要的牽引力較小,通過張緊力調整機構進行自動調節,使張緊力得到新的平衡,防止帶式輸送機發生故障;負載重量變化時,張緊力發生突變,通過張緊力調整機構進行自動調節,保障輸送機正常運行。
3 張緊力控制機構設計
3.1 機構組成
張緊力控制機構主要由移動小車、鋼絲繩、張緊力檢測裝置、緩沖油缸、蓄能器、液壓馬達、制動器、拉緊絞車、滑輪組等組成。張緊力控制機構組成如圖2。

圖2 張緊力控制機構組成
當帶式輸送機膠帶張緊力增大或者減少時,油缸內的油壓會隨張緊力變化而變化,液壓系統根據張緊力檢測裝置檢測出的壓力變化,按照預先設定的程序進行回應,通過拉緊絞車正(反)轉,移動小車動作,改變輸送機膠帶的張緊力;當輸送機膠帶的張緊力值降至預先設定最低值,油缸內的壓力隨之降低,張緊力檢測裝置發出信號反饋,液壓泵站起動,補充液壓油,緩沖液壓缸活塞桿縮回,膠帶張緊完成。
3.2 關鍵零部件選型
(1)PLC 控制器。PLC 控制器是電氣控制系統不可缺少的核心組件,是整個系統的大腦。根據控制功能需求,PLC 控制器選用型號為S7-200 系列微型控制器,在實時模式下具有速度快、通訊功能強和較高的生產力等特點。S7-200 系列微型控制器不僅可以作為獨立的微型PLC 控制器解決方案或者與其他控制器相結合使用,而且結構緊湊小巧,擴展選用CPU 型號為226AC/DC/RLY 交流電源、直流數字輸入和數字輸出處理器,編程工具基于Windows 系統,操作簡單方便,可以實現邏輯、運算、計數、通訊等功能。
(2)電液比例溢流閥。電液比例溢流閥根據系統的壓力需求變化而進行自動調節系統溢流壓力值,控制液壓馬達扭矩的輸出,改變帶式輸送機膠帶的張緊力,是液壓控制系統不可缺少的核心組件。根據工作場所的特點和加載系統的要求,選用型號為E-BG-10 電液比例溢流閥,對油路進行壓力調節。其具有工作可靠、性能穩定等特點。
(3)拉力傳感器。拉力傳感器實時檢測張緊力檢測數據,及時迅速地進行反饋PLC 控制器,根據預先設定指令調整張緊度,直至張緊力達到系統預先設定正常值,實現張緊。選擇LD206 型傳感器,其具有工作可靠、性能穩定等特點。
3.3 張緊力控制工作原理
張緊力控制系統包括自動控制和手動控制兩種模式,具體如圖3。
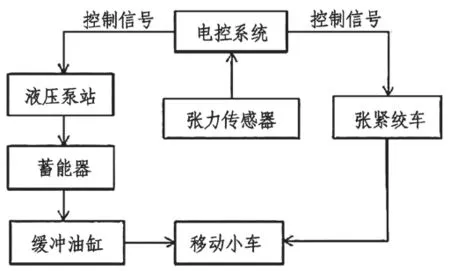
圖3 張緊力控制工作原理
3.3.1 自動模式
(1)啟動階段。電控箱啟動,通過拉力傳感器實時檢測并及時反饋給電氣控制系統PLC 控制器當前張緊數據。當前張緊數據低于預先設定張緊力報警值時,系統自動判定存在故障,需要停運設備進行檢修處理;當前張緊數據滿足預先設定張緊力值時,正常啟動,通過張緊力調整機構進行自動調節;當檢測到張緊力達到正常值的1.4 至1.5 倍時,系統自動關閉液壓馬達,使張緊力得到新的平衡,并啟動帶式輸送機正常運行。
(2)加速至穩定運行階段。根據系統的壓力需求變化進行自動調節系統溢流壓力正常值,電磁閥換向,通過張緊力調整機構進行自動調節,直至張緊力達到系統預先設定正常值,使張緊力得到新的平衡,換向閥處于中位,輸送機進入穩定正常運行。
(3)正常運行階段。帶式輸送機正常運行時,膠帶的張緊力發生變化,張緊力檢測裝置實時反饋給電氣控制系統PLC 控制器當前張緊力狀態;張緊力波動范圍浮動超10%時,換向閥處于左(右)位,拉緊絞車正(反)轉,移動小車動作,張緊力得到新的平衡,換向閥處于中位,輸送機進入穩定正常運行。
(4)制動停機階段。當電控系統發出停機指令時,根據系統的壓力需求變化進行自動調節系統溢流停機壓力,液壓馬達輸出扭矩控制,拉緊絞車松繩,通過張緊力調整機構進行自動調節,改變輸送機膠帶的張緊力,換向閥處于中位,輸送機平穩停機。
3.3.2 手動模式
設置為手動模式,緩沖液壓缸伸縮、拉緊絞車正(反)轉等動作均可手動控制。
4 系統應用效果分析
(1)能夠實時根據張緊力變化進行調整,在非穩定情況下(啟動、停止、負載重量變化),根據張緊力變化實時精確檢測控制。通過張緊力自動調整,改變輸送機膠帶的張緊力,使張緊力得到平衡,達到輸送機運行條件,同時可降低對膠帶的強度要求以及膠帶磨損消耗。
(2)伸縮調節范圍更大,張緊行程可達20 m,可及時補償膠帶工作過程中因內應力受到拉力的作用而產生的長度變化。另外,當接頭處發生問題時,需要重做接頭,可以通過張緊力調整機構松帶,為膠帶重做接頭提供充足的行程。
(3)能夠增加膠帶與驅動滾筒之間的包角,增大膠帶與滾筒之間的摩擦系數,防止膠帶發生打滑空轉現象。
(4)通過張緊力精準分段控制調節,使張緊力得到平衡,保證膠帶各點的張緊力滿足設定正常值,有效防止膠帶過松、下垂度過大造成物料跳動、拋撒,防止膠帶打滑空轉,增加運行阻力。