提高油氣管道全自動焊低溫工況下焊接一次合格率的技術措施
2023-03-09 13:15:58齊晨光
油氣田地面工程 2023年2期
齊晨光
中國石油管道局工程有限公司
焊接作業是油氣管道建設施工的重要環節,全自動焊技術屬于一種較為先進的工藝技術,具有焊接效率、焊縫質量以及焊接作業穩定性高等優勢,在使用該焊接工藝的過程中可以節省一定量的勞動力[1]。目前,全自動焊技術已經在我國得到了廣泛的應用,例如中俄原油管道、中俄天然氣管道以及陜京天然氣管道等[2-4]。我國部分地區溫度較低,溫度屬于影響全自動焊技術施工質量的重要因素,焊接作業過程中一次合格率將會對最終的管道施工質量以及施工進度產生重要影響[5]。
目前,國內外學者針對全自動焊技術的一次合格率問題展開了廣泛研究。管躍等[6]對全自動焊技術使用過程中常見的缺陷問題進行了總結,針對缺陷問題出現的原因,提出了有效的解決措施,以此提高焊接過程中的一次合格率。研究發現,全自動焊技術應用過程中氣孔缺陷以及未焊透缺陷十分普遍。在焊接作業之前進行充分預熱,以此消除管道端口位置處的水氣可以有效避免出現氣孔缺陷;通過對管道端口位置處進行全面檢查,防止管道端口位置處出現缺陷是避免未焊透問題的重要措施。張先龍等[7]針對X65 管線材料的合金成分以及力學性能進行充分分析的基礎上,通過對全自動焊工藝應用過程中的氣體藥芯焊絲進行合理的改進,使得全自動焊技術的一次合格率得到提升。韋寶成等[8]針對LNG 儲罐不同的焊接方法進行對比發現,全自動焊技術的應用優勢相對較大,通過引入全自動交流氬弧焊的方式,解決全自動焊技術應用過程中的側壁未熔合問題,最終使得焊接一次合格率得到提升。通過對目前的研究現狀進行分析發現,盡管眾多學者對全自動焊技術進行了廣泛研究,但是并沒有針對低溫環境的全自動焊技術應用進行分析,與常溫環境相比,低溫環境會導致全自動焊的一次合格率降低,最終導致管道的施工質量降低,管道的施工周期延長[9]。我國東北部和西北部的氣溫較低,這些區域都需要建設大量的油氣管道,因此,開展低溫環境下提高油氣管道全自動焊合格率研究具有非常重要的意義。
1 全自動焊技術
全自動焊機是全自動焊技術應用過程中的關鍵設備,主要可以分為全自動內焊機和全自動外焊機兩種類型[10]。全自動內焊機(圖1)具有管道組對功能和根焊焊接功能。全自動外焊機(圖2)主要由焊接小車和焊接軌道兩部分構成。焊接小車通過夾緊機構,可以安裝在焊接軌道上,帶動焊槍在管壁位置處進行圓周運動;焊接小車上的擺動機構主要是實現焊槍橫向擺動的功能;焊接小車上的橫向調節機構以及高度調節機構主要是實現焊槍上下左右移動的功能[11-14];送絲機構可以固定在焊接小車的外部,兩者之間需要絕緣連接,使焊絲的更換更加的便利,進而提升焊接作業工作效率[15]。

圖1 熊谷A800系列管道內焊機Fig.1 Pipe internal welding machine of Xionggu A800 series

圖2 熊谷A610系列管道全自動外焊機Fig.2 Pipe automatic external welding machine of Xionggu A610 series
為了達到低溫環境下提高油氣管道全自動焊合格率的目的,以我國某原油管道為例進行全自動焊工藝研究,該條管道在冬季下施工作業,所處的溫度相對較低,具有很強的代表意義。該管道在使用全自動焊工藝的過程中,內焊機主要進行組對、根焊作業,外焊機需要進行熱焊、填充以及蓋面作業,所使用的填充材料以實心焊絲為主,焊接過程中的保護氣體由氬氣和二氧化碳組成,焊接過程中的坡口為復合型。在使用內焊機進行組對作業的過程中,其預熱的溫度處于100~150 ℃,此時的層間溫度將會處于60~150 ℃。在進行根焊作業的過程中,使用的電源為直流焊接電源;在進行熱焊作業、填充作業以及蓋面作業的過程中,使用的電源為直流脈沖焊接電源。內焊機選用了熊谷A800 系列,外焊機選用了熊谷A610系列。
2 全自動焊質量問題分析
在油氣管道焊接作業的過程中,一次合格率是影響施工質量和施工進度的重要因素。本次研究以我國某石油管道冬季條件下11月至次年2月以及夏季條件下6 月至9 月的焊接情況進行對比為例,開展提高低溫環境下提高油氣管道自動焊一次合格率研究。該管道所處區域在施工的過程中,11 月份平均氣溫為-9 ℃,12 月份平均氣溫為-13 ℃,1月份平均氣溫為-18 ℃,2月份平均氣溫為-15 ℃,在四個月中對6 274 個焊口進行了焊接,不合格焊口的數量達到了672 個,全自動焊的一次合格率僅為89.29%。常見的焊接不合格原因包括氣孔、未焊透、未熔合、燒穿等,其中未熔合是焊接作業不合格的重要原因。該管道在冬季條件下的焊接一次合格率統計結果如表1 所示,不同類型焊接缺陷的比例如圖3所示。

表1 冬季條件下焊接一次合格率統計表Tab.1 Statistical table of first pass rate of welding in winter
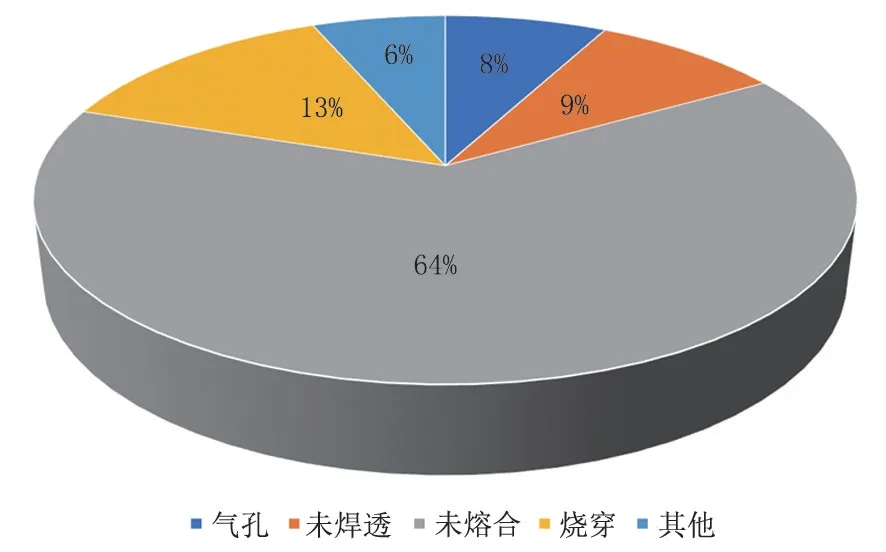
圖3 冬季條件下不同焊接缺陷類型分布Fig.3 Distribution of different types of welding defects in winter
該管道施工區域6 月份平均氣溫為23 ℃,7 月份平均氣溫為27 ℃,8 月份平均氣溫為29℃,9 月份平均氣溫為24 ℃,在四個月內對6 727個焊口進行了焊接,夏季條件下的焊接一次合格率統計結果如表2 所示,不同類型焊接缺陷的比例如圖4 所示,不合格焊口的數量達到124 個,全自動焊的一次合格率僅為98.16%。綜合對比分析可以發現,在冬季低溫環境下油氣管道自動焊一次合格率遠低于夏季常溫環境下油氣管道自動焊一次合格率。

表2 夏季條件下焊接一次合格率統計表Tab.2 Statistical table of first pass rate of welding in summer
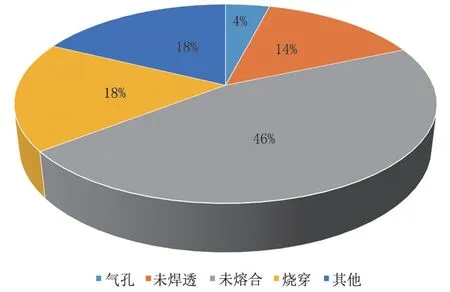
圖4 夏季條件下不同焊接缺陷類型分布Fig.4 Distribution of different types of welding defects in summer
針對該管道焊接過程中出現的缺陷問題進行了全面分析,并對分析結果進行了驗證,缺陷原因分析結果如表3 所示。通過分析發現,坡口加工情況、軌道控制情況、層間溫度以及焊縫打磨情況是影響缺陷出現的重要原因,需要從這四個角度出發,采取合理的措施,進而提高低溫環境下油氣管道全自動焊一次合格率。
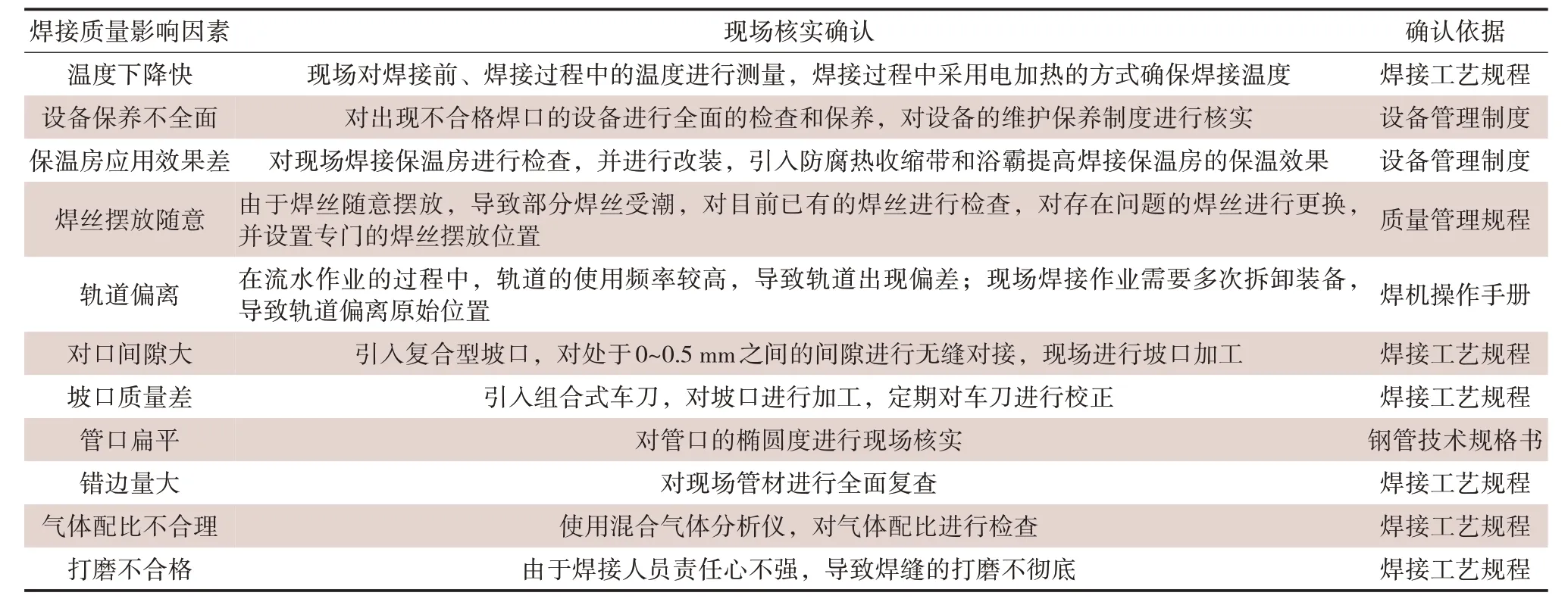
表3 焊接質量全要素分析表Tab.3 Analysis table of all elements of welding quality
3 全自動焊質量控制措施
3.1 坡口加工質量
在使用全自動焊工藝技術的過程中,其坡口為復合型坡口。在進行管道焊接作業的過程中,需要在施工現場使用坡口機對坡口進行加工。坡口加工時內、外坡口的角度和高度等參數進行嚴格控制十分必要,坡口的加工精度也將對坡口的質量產生重要影響,同時,坡口的加工質量將會對最終的焊接質量產生直接影響[16-17]。在低溫環境下,由于坡口機刀片位置處的脆性相對較大,在進行坡口加工的過程中可能會出現蹦刃以及掉茬等問題,因此需要時刻關注坡口機的狀態變化情況,如果坡口加工出現偏差問題,則需要對坡口機的車刀進行合理的調整。一般情況下,在對十根油氣管道進行坡口加工以后,就需要對坡口機的刀片進行更換,以保障刀片的穩定性,使其可以滿足焊接作業的基本要求。同時,如果在管道內坡口位置處出現了卷邊問題,則需要使用銼刀對卷邊進行處理,以防止在焊接作業過程中出現未熔合或者未焊透等現象。
3.2 焊接參數匹配控制
在應用全自動焊技術進行油氣管道焊接作業的過程中,對焊接小車進行合理的控制十分關鍵,焊接小車涉及的參數包括行走速度、送絲速度等,未熔合、氣孔等問題是全自動焊技術應用過程中的重要缺陷問題,通過對焊接小車的參數進行合理的調節,可以降低這些缺陷問題出現的概率;同時,通過對焊接小車進行合理的控制,還可以保障焊道成形的均勻性,最終實現焊道跟蹤的基本目標[18]。在使用焊接小車的過程中,如果其軌道定位出現一定的偏差,則焊道將會嚴重偏離焊縫的中心線位置,最終出現焊縫偏離的現象,這是出現未熔合以及咬邊等缺陷的重要原因。為了保障焊接小車的軌道定位滿足精度要求,需要在焊道安裝作業之前,提前做好劃線工作,以此對軌道的位置進行合理的定位,還可以使用直角尺以及銅錘等工具對焊接小車的軌道進行精確調節,以提高軌道安裝的精度。
在焊接軌道的安裝精度出現較大偏差時,受到焊接小車自身重力的影響,其在3~9 點鐘方向非常容易出現行走速度快速提升的問題,最終導致在這些位置出現焊接缺陷,全自動焊的一次合格率將會嚴重降低。針對該問題,需要對焊接過程進行全程監控,同時,還需要對遠程控制操作手柄進行充分利用,以此對焊接小車的速度進行合理的控制。在進入到加速區域之前,需要對焊接小車進行減速處理,以保障在3~9 點鐘方向位置處不會出現焊接缺陷問題。
焊槍調節機構屬于焊機的重要組成部分,其可以對焊槍的上、下、左、右位置進行合理的調節[19]。在使用焊槍調節機構時,需要人為對其進行合理的干預,使焊接質量可以得到整體提升。在進行熱焊作業的過程中,如果在組對時出現了錯邊問題,則需要在外焊道的坡口內進行平滑的打磨,盡可能將錯邊量控制在1 mm 之內;同時,可以人為降低焊槍焊絲與焊道之間的距離,以防止出現未熔合或者未焊透等問題。在開展填充焊接作業的過程中,需要對1 槍熔池兩側的飽滿度進行觀察,避免出現溝槽現象,對熔池的穩定性進行監控,防止焊接過程中出現氣泡和未熔合的問題,2 槍需要保障坡口的兩端位置處可能進行圓滑的過渡,防止在兩側出現未熔合的問題。在進行蓋面焊作業的過程中,受到重力的影響,仰焊的焊縫余高非常容易出現超標的現象,針對該問題,需要盡可能提高焊接作業的速度,并減小送絲的速度,降低焊絲與焊道之間的距離,使蓋面焊的焊縫可以達到薄而寬的基本效果,此時焊縫的外觀將會更加的美觀,焊接的質量也可以得到提升。
3.3 焊接溫度控制
溫度是焊接作業過程中的重要參數,溫度包括環境溫度、層間溫度等多種類型[20]。在環境溫度方面,為了保障低溫條件下環境溫度可以滿足焊接作業環境溫度的基本要求,現場配備了防風保溫棚,并對防風保溫層進行了專門設計(圖5)。該種類型的保溫層外部材料為厚度50 mm 的巖棉保溫板,保溫效果相對較好,為了提高保溫層內的環境溫度,在保溫棚內安裝四個取暖用的浴霸燈,在保溫層與油氣管道的接觸位置,使用了30 mm 的保溫被進行密封,進一步提高了保溫棚的保溫效果。在進行焊接預熱的過程中,所使用的加熱器為鉗式中頻感應加熱器,該種類型的加熱器升溫速度相對較快,且降溫速度相對較慢,可以將加熱溫度控制在100 ℃左右,超過一般預熱溫度20 ℃,這主要是由于低溫環境下降溫速度相對較快,提高加熱溫度可以對預熱溫度驟降現象進行合理的補充。
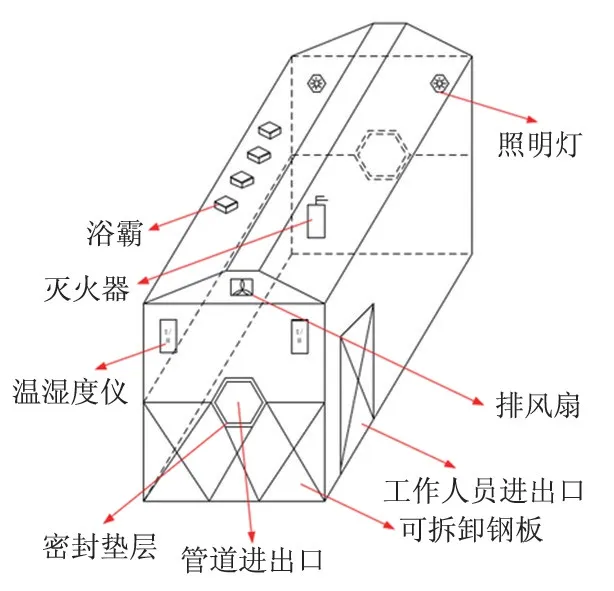
圖5 焊接防風保溫棚結構示意圖Fig.5 Structural diagram of welded wind proof and thermal insulation shed
在采取上述措施以后,可以保障焊接過程中的環境溫度以及預熱溫度,但是通過對焊縫進行全面的檢測后發現,焊接作業仍然會出現未熔合以及裂紋等問題,且出現問題的位置大多在焊口的3~9 點鐘方向位置處。通過對焊口進行分析發現,在溫度相對較低的前提下,雖然使用浴霸燈進行加熱,但是大多數的熱空氣將會處于保溫棚的上部位置處,對于保溫棚的下部而言,其加工并不緊密,大量的熱空氣將會從保溫棚的下部位置處散失。部分焊口焊接作業開始之前的溫度已經低于60 ℃,根據全自動焊工藝的基本要求,焊接過程中的層間溫度需要達到60~150 ℃,由此可見,焊接作業前的溫度不滿足要求是出現焊接缺陷問題的重要原因。為此,采用旋轉加熱焊口的方法,對焊接過程中的層間溫度進行補充。在焊接作業開始之前,使用中頻電加熱帶對焊口進行處理,提高該位置處的溫度;在加熱處理的過程中,需要對電加熱帶的柔性進行合理的利用,控制電加熱帶沿著焊口進行旋轉,使得整個焊口的溫度達到焊接作業的要求。通過對該措施的應用效果進行分析發現,其可以全面解決焊接過程中層間溫度不足的問題,焊接過程中的未熔合缺陷以及裂紋缺陷數量大幅降低,整個焊接作業的質量得到了提升。
3.4 焊接打磨質量控制
在使用全自動焊技術進行一層焊接作業以后,就需要對焊縫位置處進行表面打磨,打磨的質量會對下層的焊接質量產生重要影響。在使用砂輪機進行打磨的過程中,如果出現不規則的痕跡,在進行下層焊接作業的過程中,將會出現打磨痕跡無法熔透的現象,這是出現未熔合缺陷問題的重要原因。針對該缺陷問題,在開展焊接作業的過程中,使用125 mm×2 mm 的砂輪切片,對每一層焊縫位置處進行表面打磨。打磨過程中,需要全面保障打磨區域的周圍可以進行圓滑的過渡,不能出現棱角等多種類型的硬性凹坑問題,以使熔化后鐵液的流動阻力可以得到大幅降低,提高焊接作業的整體質量。
3.5 焊接質量提升效果分析
在同區域另一條原油管道冬季焊接作業的過程中,采取了上述四種措施,管道冬季焊接作業的缺陷統計結果如表4 所示。通過對表4 分析發現,盡管使用四種類型的質量控制措施仍然會出現焊接缺陷問題,但是焊接一次合格率大幅提升,其一次合格率已經從89.29%提升至97.38%。綜合分析可以發現,采取上述四種類型的焊接質量控制措施,焊接一次合格率得到改善,可以大幅降低多種類型缺陷出現的概率。

表4 采取焊接質量控制措施后的焊接缺陷統計結果Tab.4 Statistical results of welding defects after taking welding quality control measures
4 結論
焊接質量是影響油氣管道施工質量的重要因素,全自動焊技術是一種較為先進的焊接技術。針對低溫環境下油氣管道全自動焊一次合格率問題,以我國某原油管道冬季施工焊接作業為例,首先對焊接過程中出現缺陷問題的原因進行系統分析,在此基礎上提出焊接質量控制措施,并對焊接質量控制措施的應用效果進行分析,以此推動我國油氣管道全自動焊技術的進一步發展。
(1)盡管全自動焊技術應用過程中的質量穩定性較強,但是在使用該技術的過程中,與常溫及高溫環境相比,低溫環境會使全自動焊的一次合格率降低,最終導致管道的施工質量降低,管道的施工周期延長,其中,坡口加工情況、軌道控制情況、溫度因素以及焊縫打磨情況是影響缺陷出現的重要原因。
(2)在低溫環境下進行全自動焊作業施工的過程中,需要對內外坡口的角度、高度等參數進行嚴格控制,需要對焊接小車涉及的參數(包括行走速度、送絲速度等)進行合理的設置,需要將環境溫度、預熱溫度以及層間溫度控制在合理區間內,并提高焊縫的打磨質量,進而提高全自動焊的整體焊接質量。
(3)在采取合理的焊接質量控制措施以后,全自動焊技術的一次合格率可以從89.29%提升至97.38%,且多種類型焊接缺陷問題出現的概率有所降低。由于我國部分地區冬季的溫度較低,因此,未來可以在冬季條件下推廣和使用本次研究提出的焊接質量控制措施。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發展導向(2021年6期)2021-06-09 05:57:08
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年8期)2015-02-28 18:55:23
質量探索(2015年3期)2015-01-30 09:02:36