打印機通紙導板型芯電極設計與加工
2023-03-10 03:49:02古瑞興
模具工業 2023年2期
關鍵詞:設計
古瑞興
(中山市技師學院, 廣東 中山 528400)
1 塑件分析
打印機通紙導板如圖1所示,長336.5 mm,寬106.9 mm,結構復雜,表面有若干通紙筋,打印機工作時,紙張要在通紙筋表面滑過,因此通紙筋的尺寸要精確,表面粗糙度要低,否則打印時有卡紙的風險。在模具上這些通紙筋是對應的小凹槽成型,CNC無法加工小凹槽,必須用電火花加工,因此打印機通紙導板的品質對打印機整機的品質影響較大,模具制造過程中其工藝的合理性尤為重要。打印機上導輪的卡扣位、感知開關的安裝位、模具設計時的擦穿位與碰穿位以及結構需要的配合位都無法用CNC加工,都要用電火花加工。
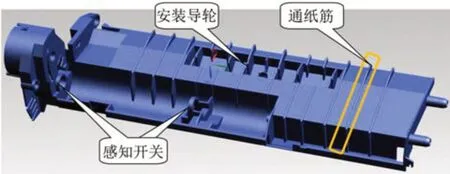
圖1 打印機通紙導板
2 型芯結構分析
型芯長390 mm,寬180 mm,長度方向的兩端要與滑塊裝配,平面處的4個孔是螺紋孔,型芯中央頂部的2個長方形凸臺用作與型腔板的定位,如圖2所示。型芯有大量90°內角結構,如圖3(a)所示,CNC無法加工,需要電極清角加工,型芯內部有大量的型腔鑲件與之配合,配合面如圖3(b)所示,都具有斜度,也需要設計電極加工,而且電極加工時,需要多個精加工電極加工,以彌補電極損耗。加強筋與通紙筋如圖3(c)所示,也無法用CNC加工,亦要設計電極放電加工。
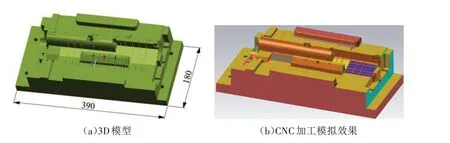
圖2 型 芯
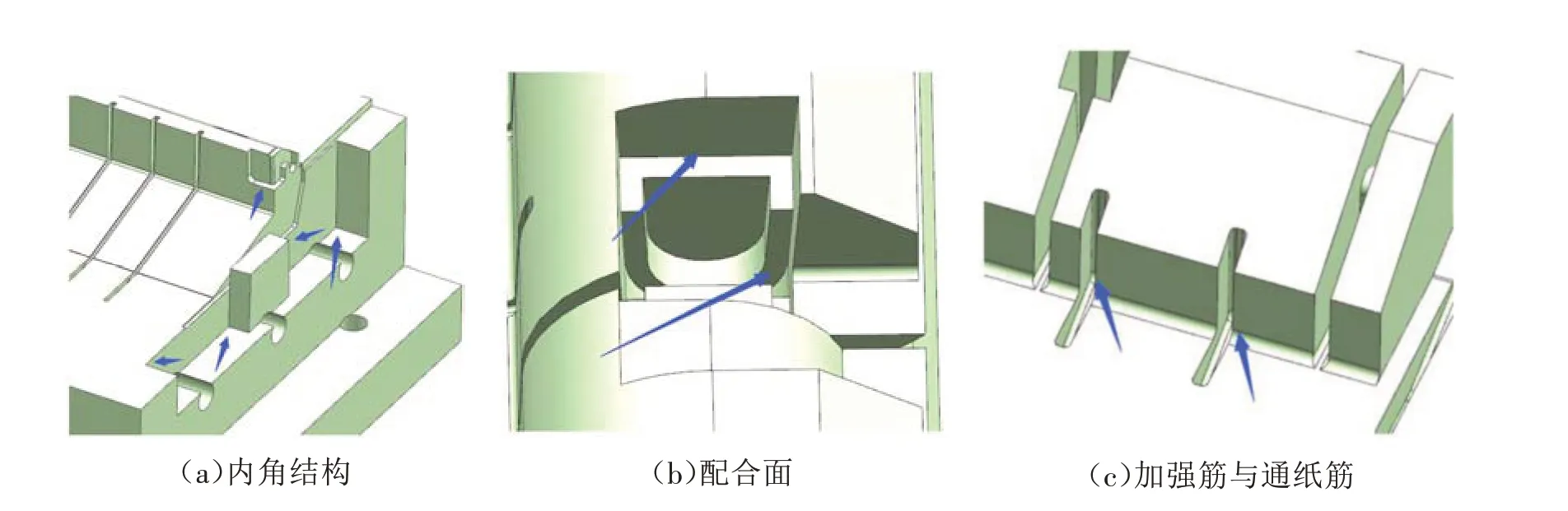
圖3 型芯細節
3 電極設計要點
電火花加工一般是針對對粗糙度、尺寸等要求嚴格的模具零件,特別是模具零件的封膠位、插穿位、碰穿位等加工。在尺寸方面,不同的加工部位有不同的精度要求,封膠位、插穿位、碰穿位按工件圖紙要求加工時留0.05 mm研磨余量;膠位面按工件圖紙要求加工時沒有特別說明不需要留加工余量。
3.1 工件定位
1副模具有較多電極,電極設計前必須選擇一個大平面作為Z軸高度方向的放電基準。放電基準要盡量和其它的加工工藝基準一致,同時也要考慮放電時碰數(工件坐標)的便利性。型芯CNC加工時XY四面分中(設定工件坐標),Z方向底面為零,因此電極設計時也要和其一致。用星空外掛的【工件定位】命令,【選實體控制點】功能,選取工件底面中心為電極設計基準,如圖4所示。
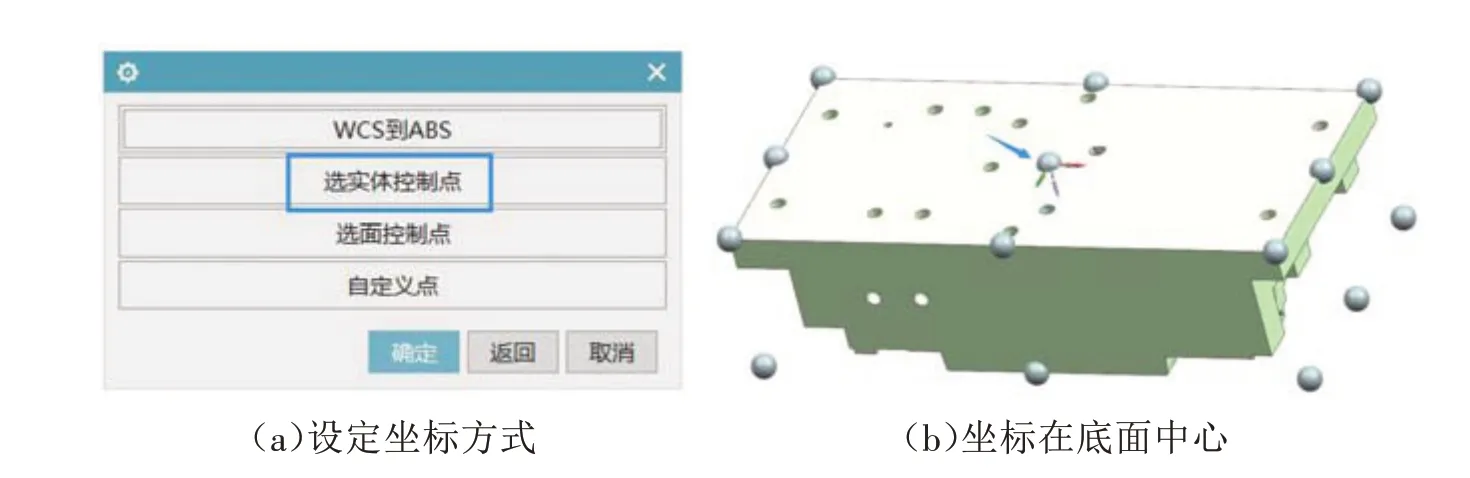
圖4 工件定位
3.2 清角電極設計
模具零件加工中需要加工成直角或鈍角的部位,因為加工時刀具的原因,加工后留有小R角或不規則的臺階,需要電極放電去除的加工方法叫清角,這種電極稱為清角電極。
由圖5(a)所示的測量可知,此處位置不大,2個角可以做成整體電極一起清角。用星空外掛【自動電極】命令,選用【常規電極】功能,選取3個側面,如圖5(b)所示,并設定2 mm擴展尺寸,軟件將自動生成放電部位的形狀,用星空外掛【電極基座】命令生成電極基座,如圖5(c)所示。
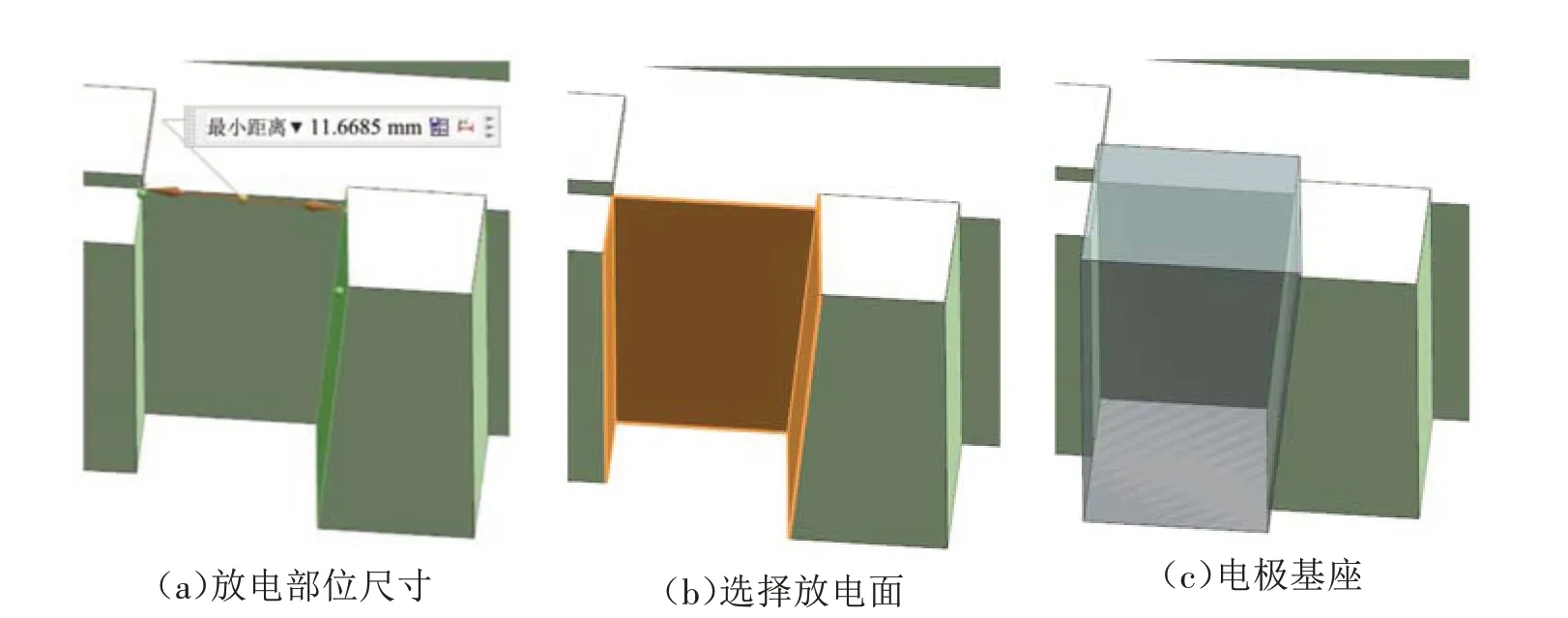
圖5 清角電極放電部位
用星空外掛【電極基座】命令,生成電極基座,如圖6(a)所示,再用【電極刻名稱】命令在電極3D上刻上電極名稱,如圖6(b)所示,完成電極形狀如圖6(c)所示。
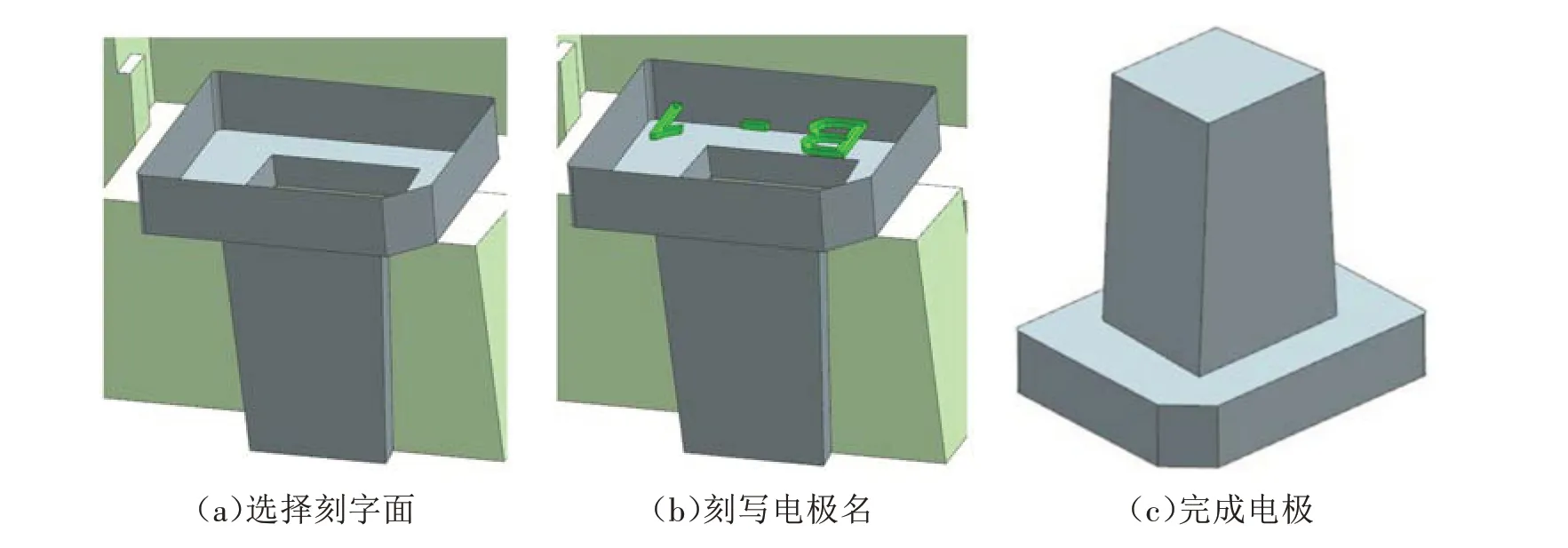
圖6 清角電極
3.3 骨位電極設計
較多情況下拆分電極會遇到又薄又深的骨位電極(成型制品的肋或加強筋部位),這些骨位電極唯一的問題就是如何預防加工時產生的變形,設計時要考慮如何加強電極的強度,加強電極強度的方式有多種,常見的是在一端、兩端或者側面設計一個小凸臺。
由圖7(a)所示的測量可知,此處是厚度不足2 mm的骨位,用CNC加工效果不佳,必須設計電極用電火花加工。用星空外掛【自動電極】命令,選用【常規電極】功能,選取3個側面和1個底面,如圖7(b)所示,并設定2 mm擴展尺寸,軟件將自動生成放電部位的形狀,如圖7(c)所示。
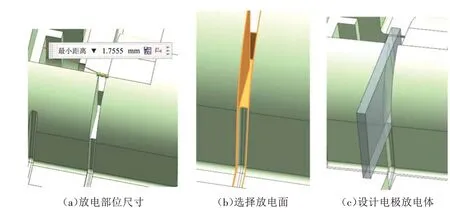
圖7 骨位電極放電部位
修整電極至合適尺寸,用星空外掛【骨位加強】命令生成加強柱凸臺,如圖8(a)所示;再用星空外掛【電極基座】命令生成電極基座,最后用【電極刻名稱】命令在電極3D上刻上電極名稱,如圖8(b)所示,完成電極形狀如圖8(c)所示。
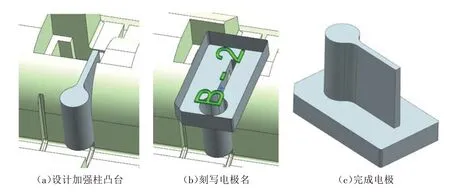
圖8 骨位加強電極
3.4 多位置骨位電極設計
如圖9所示,2個方框內的骨位形狀和尺寸一致,若把2個方框內的位置做成整體電極,浪費電極材料,同時電極尺寸過長,CNC加工后受殘余應力等影響,電極兩端會翹曲變形,因此合理的方案是將1個方框內的骨位設計為1個電極,另1個方框內的位置通過移位來放電。
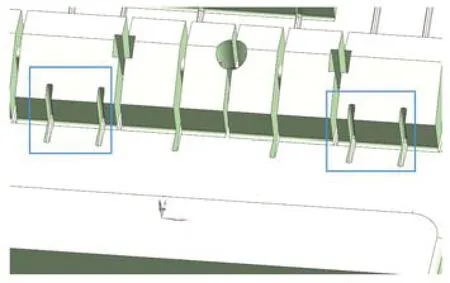
圖9 多位置骨位
用星空外掛【自動電極】命令,選用【常規電極】功能,選取其中一個骨位的所有曲面,如圖10(a)所示,并設定2 mm擴展尺寸,軟件將自動生成放電部位的形狀,如圖10(b)所示,用同樣的方法生成另一個骨位的放電部位的電極,如圖10(c)所示。
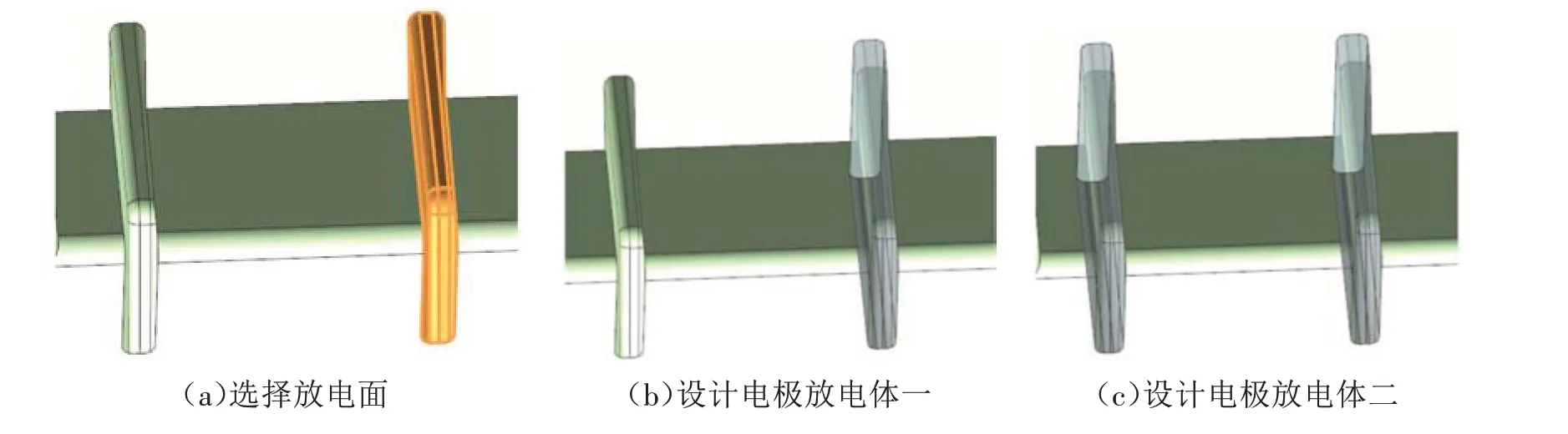
圖10 多位置骨位電極放電部位
再用星空外掛【電極基座】命令生成電極基座,最后用【電極刻名稱】命令在電極3D上刻上電極名稱,如圖11(a)所示,完成電極形狀如圖11(b)所示。因骨位電極較薄,為避免CNC加工和放電加工時電極變形,要加強電極的強度,如圖11(c)所示。
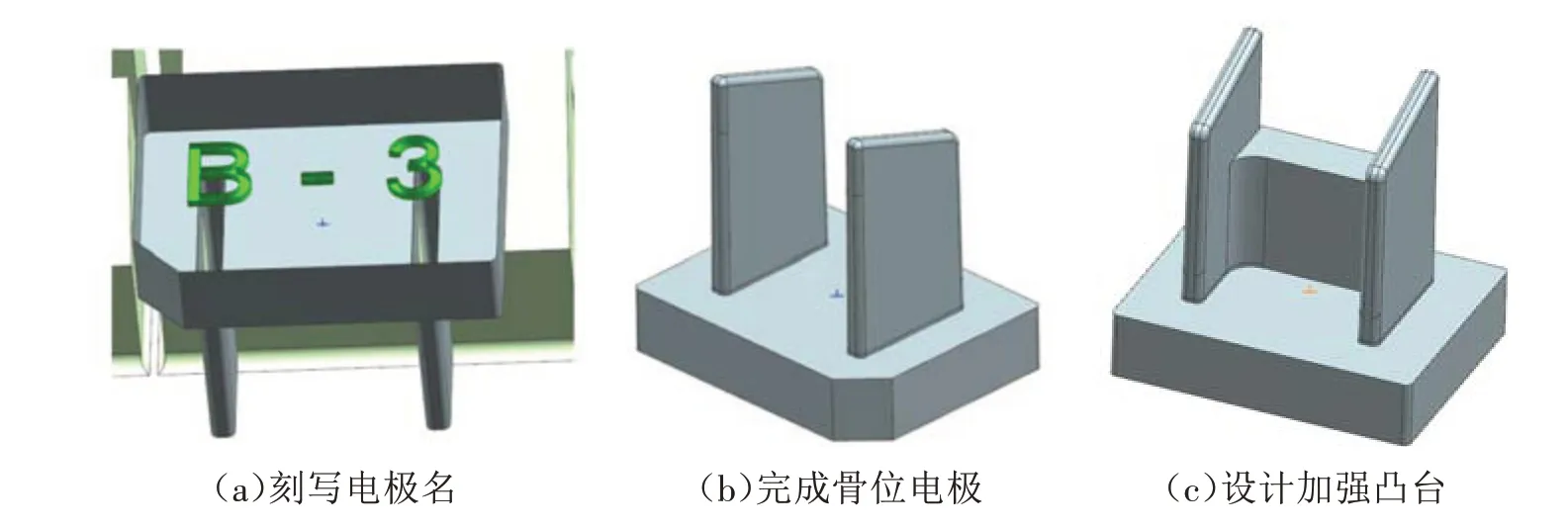
圖11 多位置骨位電極
最后用星空外掛【移動對象】命令將現有位置的電極復制移動到另外一個位置,用相同的電極放電加工不同的位置,設計2D放電圖時,要把2個位置的電極放電圖紙同時設計,以免放電時漏掉加工位置,如圖12所示。
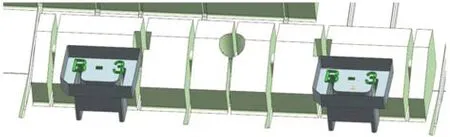
圖12 移位電極
3.5 復雜骨位電極設計
電極多處共用時,在銅料不浪費的情況下,盡量加工成整體電極,電極多處使用時盡量采用平移,其次使用旋轉,盡量避免鏡像。在空間許可不會干涉的情況下,在1個電極上設計形狀的一半,另一半鏡像。基準設計在中心,這樣的電極即可平移又能旋轉,能節約一半的設計成本。加工精密模具零件時,粗加工電極盡量組合在一起,精加工電極應拆分為分體電極。如圖13所示,型芯上有大量的復雜骨位,設計電極時可將長度一致的骨位設計為整體電極,既避免了銅料的浪費,又提升了放電效率。
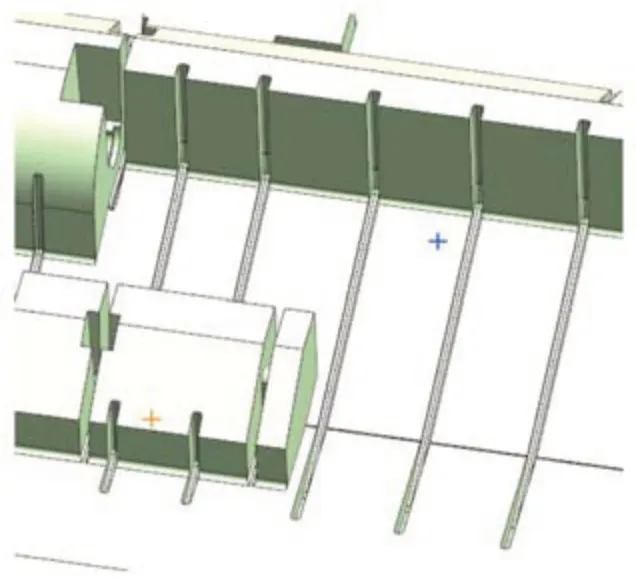
圖13 復雜骨位
用星空外掛【自動電極】命令,選用【常規電極】功能,選取其中1個骨位的所有曲面,如圖14(a)所示,并設定2 mm擴展尺寸,軟件將自動生成放電部位的形狀,如圖14(b)所示,用同樣的方法生成另2個骨位的放電部位的電極,如圖14(c)所示。
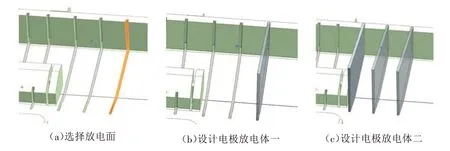
圖14 復雜骨位電極放電部位
再用星空外掛【電極基座】命令生成電極基座,最后用【電極刻名稱】命令在電極3D上刻上電極名稱,如圖15(a)所示,完成電極形狀如圖15(b)所示。此類骨位電極形狀復雜,CNC加工和放電加工時電極變形的可能性較大,用星空外掛【骨位加強】命令無法得到理想的骨位加強效果,需要手工設計加強凸臺,如圖15(c)所示。
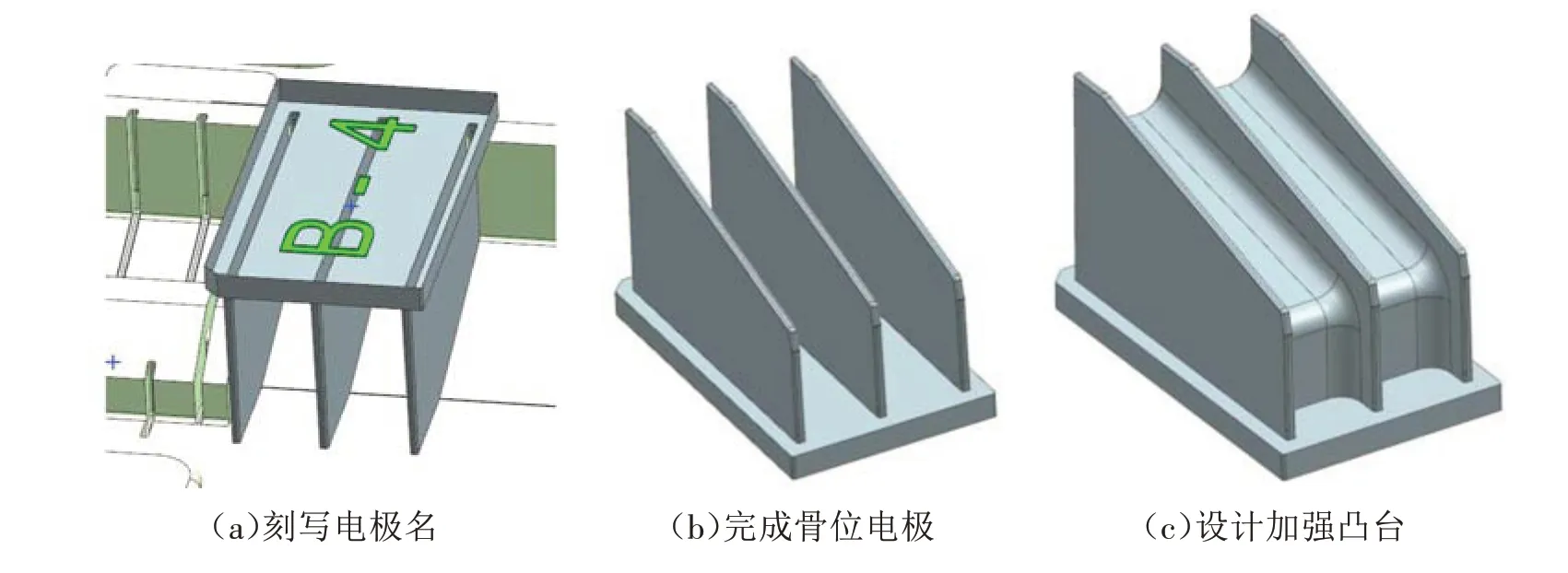
圖15 復雜骨位電極
4 電極2D圖紙設計
電極2D圖紙是電火花加工的依據,1張完整的電極圖紙至少包括型芯與電極裝配圖的3個視圖,3個視圖要能清楚表達電極所在的位置,放電時XY方向的基準和Z方向的基準以及電極相對于型芯的XYZ三個方向的位置尺寸,電極的擺放方位一般用電極基準臺的C角方位辨別。
圖紙的標題欄要標明型芯名稱、電極名稱、電火花加工間隙、放電位置是配合位還是一般的膠位等,以便在放電時決定要不要留加工余量,備注中還有必要說明電極是否需要二次加工或鉗工加工,是否需要線切割、刻字、避空和修整等,電極圖如圖16所示。
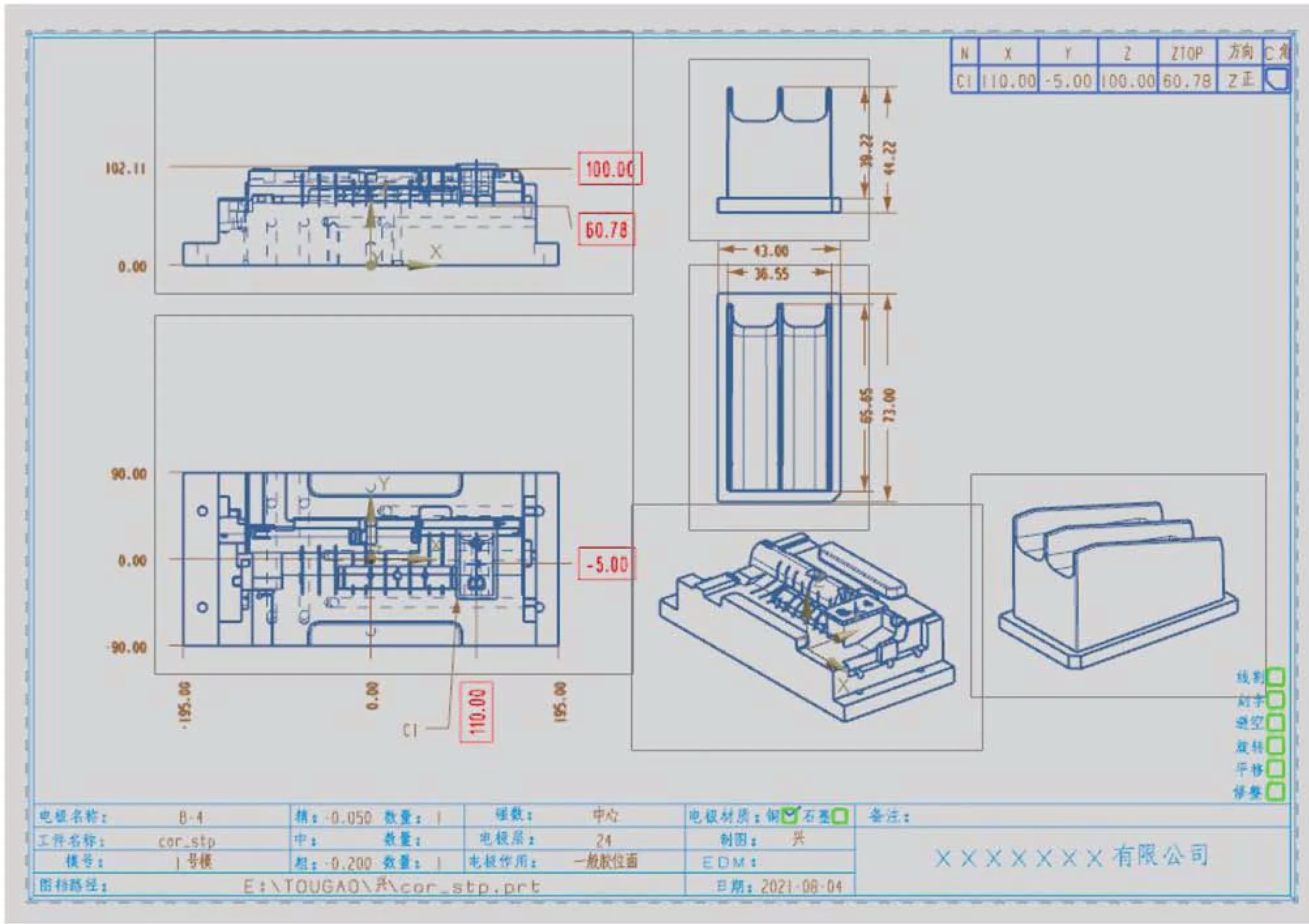
圖16 電極圖
5 電極設計驗證
電極設計完成后,將電極圖紙交給制造部門,制造部門按照電極設計的開料單備料,定制加工方案,編制加工工藝,編寫數控加工程序,完成電極的粗加工、半精加工和精加工,骨位電極厚度薄,電火花加工時有火花間隙,加工電極時必須要將電極縮小一定的量,一般粗加工用電極單邊要縮小0.2~0.5 mm,精加工用電極單邊要縮小0.05~0.1mm,如此電極會變得更薄。粗加工和半精加工時必須要留較多的加工余量,以免加工時的切削力導致更薄的電極變形。精加工時,刀具路徑的行距要合理,盡量采用小切削量快進給的方式加工。加工好的電極經檢測,尺寸精度合格,表面粗糙度良好,電極沒有變形,以該電極電火花加工的型芯尺寸精度合格,通過客戶的檢測驗收。
6 結束語
電極設計和電火花加工是模具制造中不可缺少的環節,電極設計是否合理會影響模具制造的效率、質量和成本。當整體電極加工困難或不好加工時,所需刀具太長或太小,就可以考慮多設計1個電極,有時局部需要清角電極,這種電極的設計加工不難,但一定要了解電極的火花間隙和校表基準。電火花加工時冷卻液噴淋位高度的預設也需注意,要設定在工件最高處5 mm以上,這樣方便電火花機加工時沖除殘渣,以免出現二次放電造成工件損壞。電極設計時還要注意拔模斜度,否則模具注射生產時會出現粘模現象。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
