切削參數對樹脂聚酰胺-66材料的切削性能影響*
2023-03-10 08:48:54張繼林沈建成賈海深梁澤芬張得福
制造技術與機床 2023年3期
張繼林 沈建成 賈海深 梁澤芬 張得福
(①蘭州工業學院甘肅省精密加工技術及裝備工程研究中心,甘肅 蘭州 730050;②蘭州工業學院綠色切削加工技術及應用甘肅省高校重點實驗室,甘肅 蘭州 730050;③蘭州工業學院,甘肅 蘭州 730050)
隨著科學技術和社會的發展,工程塑料具有一些優于金屬材料的特性。聚酰胺-66是一種典型的熱塑性樹脂,其密度低、強度高、耐腐蝕、耐磨性和韌性好等優異特點,廣泛應用在機械附件、針織、電力電子等工程領域[1?2]。聚酰胺-66軸承、齒輪等零件一般用直接成型,但是為了保證其質量精度必須經過切削加工。在切削熱塑性樹脂時,切削熱使工件具有一定的塑性,形成帶狀的切屑,切削過程與切削塑性金屬有點類似,但是切削機理與金屬大不相同,那么切削參數的選擇也有較大區別[3?5]。
目前,國內外學者對工程塑料有一些研究。王勝[6]采用UG軟件對成形塑料尼龍的高速鋼車刀進行建模,并設計出特定形狀的高速鋼車刀。凡寧[7]等人采用有限元方法計算了不同前角下尼龍66工件和切屑的切削溫度隨時間的變化,表明刀具前角對工件切削溫度影響很大。Paiman S[8]等人基于正交陣列實驗設計方法,對尼龍66進行切削力的影響研究,表明切削刃角、夾角和刀尖半徑對切削力影響程度降低。Bandit S[9]等人基于切屑類型研究車削條件對尼龍切削力和表面粗糙度的影響。切削參數及其交互作用對聚酰胺-66切削性能的影響復雜,需要利用數學統計工具才能夠揭示切削參數之間的影響規律。
響應面法(RSM)是基于實驗設計、模型建立和數據分析揭示影響因素之間的交互作用,能夠彌補僅單因素對試驗的影響,進而對實驗條件尋優的建模方法,能夠獲得精度高、預測性好的非線性數學模型,其中BBD(box-benhnken design)是采用多元方程擬合因素和響應值之間的函數關系,具有實驗次數少、回歸方程精度高等特點[10?14]。同時金剛石車刀切削加工中不粘刀,具有良好的綜合性能。筆者基于刀具-工件-機床的切削系統,采用單因素和響應面法分別分析聚酰胺-66材料在車削過程中的切削力、切削溫度以及粗糙度的變化,探討車削加工切削參數對聚酰胺-66材料的影響規律,為后續實際加工提供理論支持。
1 試驗部分
1.1 試驗材料及裝置
采用熔點150~250 ℃、相對密度1.05~1.15的熱塑性樹脂聚酰胺-66。試驗用機床為沈陽機床股份有限公司生產的CAK5085si數控車床,主電機功率7.5 kW,如圖1所示。刀具采用刀尖為金剛石的自制車刀,其前角γ0=20°,后角α0=15°,刃傾角λs=0,刀尖圓弧半徑為0.6 mm,如圖2所示。采用日本三豐便攜式表面粗糙度測量儀SJ210,如圖3所示。采用瑞士奇石樂公司(Kistler)生產的Kistler 9257B三向測力儀系統,如圖4所示。采用浙江大立科技股份有限公司生產的DM63-37在線測溫紅外熱像儀,如圖5所示。

圖1 CAK5085si數控車床

圖2 刀具

圖3 粗糙度測量儀

圖4 Kistler測力系統

圖5 大立DM63-37 紅外溫度探測器
1.2 試驗方法
選擇對切削力(Y1)、切削溫度(Y2)和粗糙度(Y3)具有顯著影響的3個因素:切削速度v(X1)、進給量f(X2)和背吃刀量ap(X3),采用單因素試驗法設計方案及結果見表1。使用Design-expert軟件,采用三因素三水平的中心組合設計方法(BBD),切削試驗因子與水平見表2。搭建試驗平臺進行試驗,并記錄試驗結果。將穩定切削段測得的3項切削力分別取平均值,再計算合力F,同時測得的切削溫度和粗糙度也取平均值,分別分析單因素和響應面法下切削參數對切削性能的影響。

表1 單因素試驗設計方案及實驗結果

表2 Box-Benhnken試驗設計的因素與水平
2 結果與討論
2.1 單因素分析切削參數對切削性能的影響
圖6~8是根據表1試驗結果獲得的切削參數與切削力、切削溫度和粗糙度直觀分析圖。由此可以看出切削參數對切削力、切削溫度和粗糙度的影響程度及變化趨勢。
由圖6可知,隨著切削速度的增加,切削力逐漸降低,當切削速度從80 m/min增加到200 m/min時,切削力約為原來的0.76倍,切削速度在110~170 m/min范圍內切削力變化相對平緩,切削速度影響相對較小;隨著進給量的增加,切削力逐漸增加,當進給量從0.10 mm/r增加到0.30 mm/r時,切削力約為原來2.16倍,這主要是由于進給量增加,切削層公稱面積AD增加,切削功增加,切削力相應增大;隨著背吃刀量的增加切削力增加,當背吃刀量從2.0 mm增加到4.0 mm時,切削力約為原來的1.93倍,這主要是背吃刀量增加,切削層公稱面積AD增加,隨之切削力增加。

圖6 切削參數與切削力之間的關系
由圖7可知,隨著切削速度的增加,切削溫度逐漸增加,當切削速度從80 m/min增加到200 m/min時,切削溫度約為原來的1.48倍,雖然切削力降低了,但是刀具后刀面與已加工表面之間摩擦加劇,導致切削溫度增加;隨著進給量的增加,切削溫度逐漸增加,當進給量從0.10 mm/r增加到0.30 mm/r時,切削溫度約為原來1.41倍;隨著背吃刀量的增加切削溫度增加,當背吃刀量從2.0 mm增加到4.0 mm時,切削溫度約為原來的1.38倍。進給量和背吃刀量的增加,使切削層的面積增加,切削溫度增加。
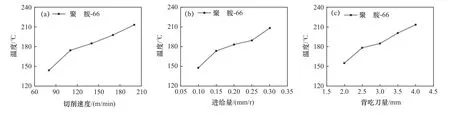
圖7 切削參數與切削溫度之間的關系
由圖8可知,隨著切削速度、進給量和背吃刀量的增加,粗糙度都逐漸增加,當切削速度從80 m/min增加到200 m/min時,粗糙度約為原來的2.14倍;當進給量從0.10 mm/r增加到0.30 mm/r時,粗糙度約為原來2.21倍;背吃刀量從2.0 mm增加到4.0 mm時,粗糙度約為原來的1.76倍。這是切削過程中切削力和切削熱共同作用的結果。

圖8 切削參數與粗糙度之間的關系
綜上所述,當切削速度為140 m/min、進給量為0.10 mm、背吃刀量為3.0 mm時,切削力、切削溫度和粗糙度分別為53.743 N、147.9 ℃和0.820 μm,此時切削力最小;當切削速度為80 m/min、進給量為0.20 mm及背吃刀量為3.0 mm時,切削力、切削溫度和粗糙度分別為111.043 N、144.2 ℃及0.803 μm,此時切削溫度最低;當切削速度為140 m/min、進給量為0.20 mm及背吃刀量為2.0 mm時,切削力、切削溫度和粗糙度分別為56.963 N、155.2 ℃及0.752 μm,此時粗糙度最小。當切削力最小和切削溫度最低時,背吃刀量都是0.3 mm;當切削力最小和粗糙度最小時,切削速度都是140 m/min;當切削溫度最低和粗糙度最小時,進給量都是0.2 mm。同時依據相關文獻資料[4,15],響應面法采用表2的試驗方案。
2.2 響應面法分析切削參數對切削性能的影響
Box-Benhnken試驗設計及試驗結果見表3,采用二次回歸模型進行擬合[15],公式如下。
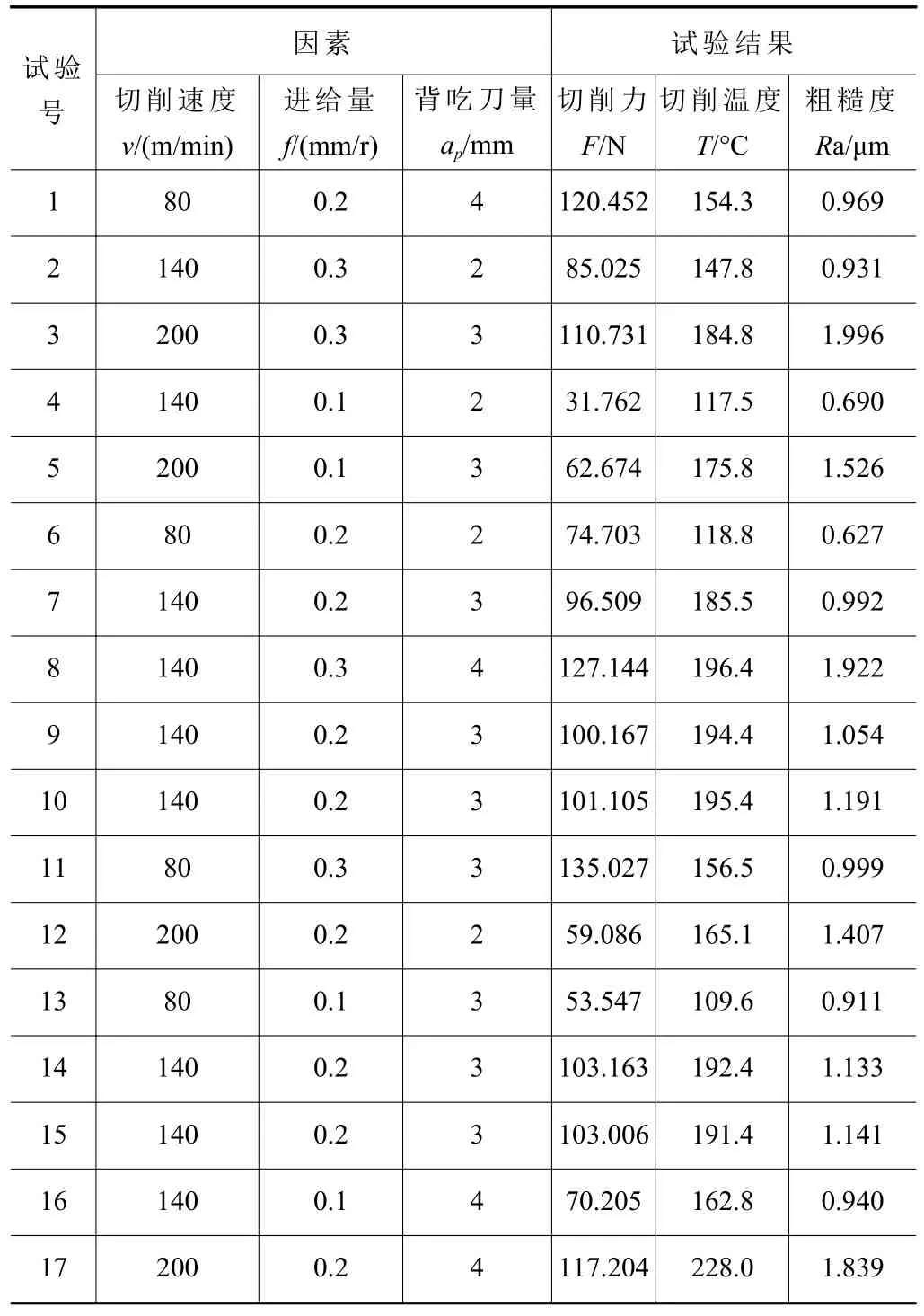
表3 Box-Benhnken設計及實驗結果
式中:Yi為響應值;xi、xj為設計變量;a0為常數;ai、aii和aij為回歸系數;k為設計變量個數。
采用Design-Expert軟件根據式(1)對試驗數據進行二次回歸分析,分別獲得切削力、切削溫度和粗糙度的非線性二次回歸模型,即式(2)~(4)。對上述回歸模型進行方差分析和顯著性檢驗,結果見表4~6。方差分析結果中的F值和P值分別為因素的顯著性與模型的可靠性和結果可信程度的遞減指標,它們之間以一定的統計學原理相關聯[16],F值越大、P值越小說明二次回歸模型越可靠,R2值越大說明模型的擬合度越高[17?18]。

表4 切削力—響應面模型方差分析結果
對切削力模型(Y1)方差分析見表4所示,模型的F值為69.49,對應的P值為<0.000 1(P<0.05),且失擬項P=0.070 8(P>0.05),表明切削力的二次回歸模型具有較高可靠度。其中,一次項X2(P<0.000 1)和X3(P<0.000 1)對切削力影響極顯著;二次項(P=0.000 9)和(P=0.002 9)對切削力影響顯著;交互項X1X3(P=0.217 3)和X2X3(P=0.699)對切削力影響不顯著;確定系數R2=0.988 9(>0.8),表明該模型的預測值與試驗值之間的相關性達98.89%,模型擬合度較高(見圖9)。因此,該模型可對影響切削力的最佳切削參數進行預測。

圖9 切削力預測值與試驗值對比
對切削溫度模型(Y2)方差分析見表5所示,模型的F值為85.16,對應的P值為小于0.000 1(P<0.05),且失擬項P=0.250 5(P>0.05),表明切削溫度的二次回歸模型具有較高可靠度。其中,一次項X1、X2和X3的P值都小于0.001,它們都對切削溫度影響極顯著;二次項(P=0.001)、(P<0.000 1)和(P=0.000 7)的P值都小于0.05,它們也都對切削溫度影響顯著;交互項X1X2(P=0.004 7)對切削溫度影響顯著;確定系數R2=0.990 9(>0.8),表明該模型的預測值與試驗值之間的相關性達99.09%,模型擬合度較高(見圖10)。因此,該模型可對影響切削溫度的最佳切削參數進行預測。

表5 切削溫度—響應面模型方差分析結果

圖10 切削溫度預測值與試驗值對比
對粗糙度模型(Y3)方差分析見表6所示,模型的F值為18.68,對應的P值為0.000 4(P<0.05),且失擬項P=0.091 8(P>0.05),表明粗糙度的二次回歸模型具有較高可靠度。其中,一次項X1(P<0.000 1)、X2(P=0.001 4)和X3(P=0.000 7)都對粗糙度影響極顯著;二次項(P=0.211 7)和(P=0.321 2)對粗糙度影響不顯著;交互項X2X3(P=0.020 2)對粗糙度影響顯著;確定系數R2=0.960 0(>0.8),表明該模型的預測值與試驗值之間的相關性達96.00%,模型擬合度高(見圖11)。因此,該模型可對影響粗糙度的最佳切削參數進行預測。
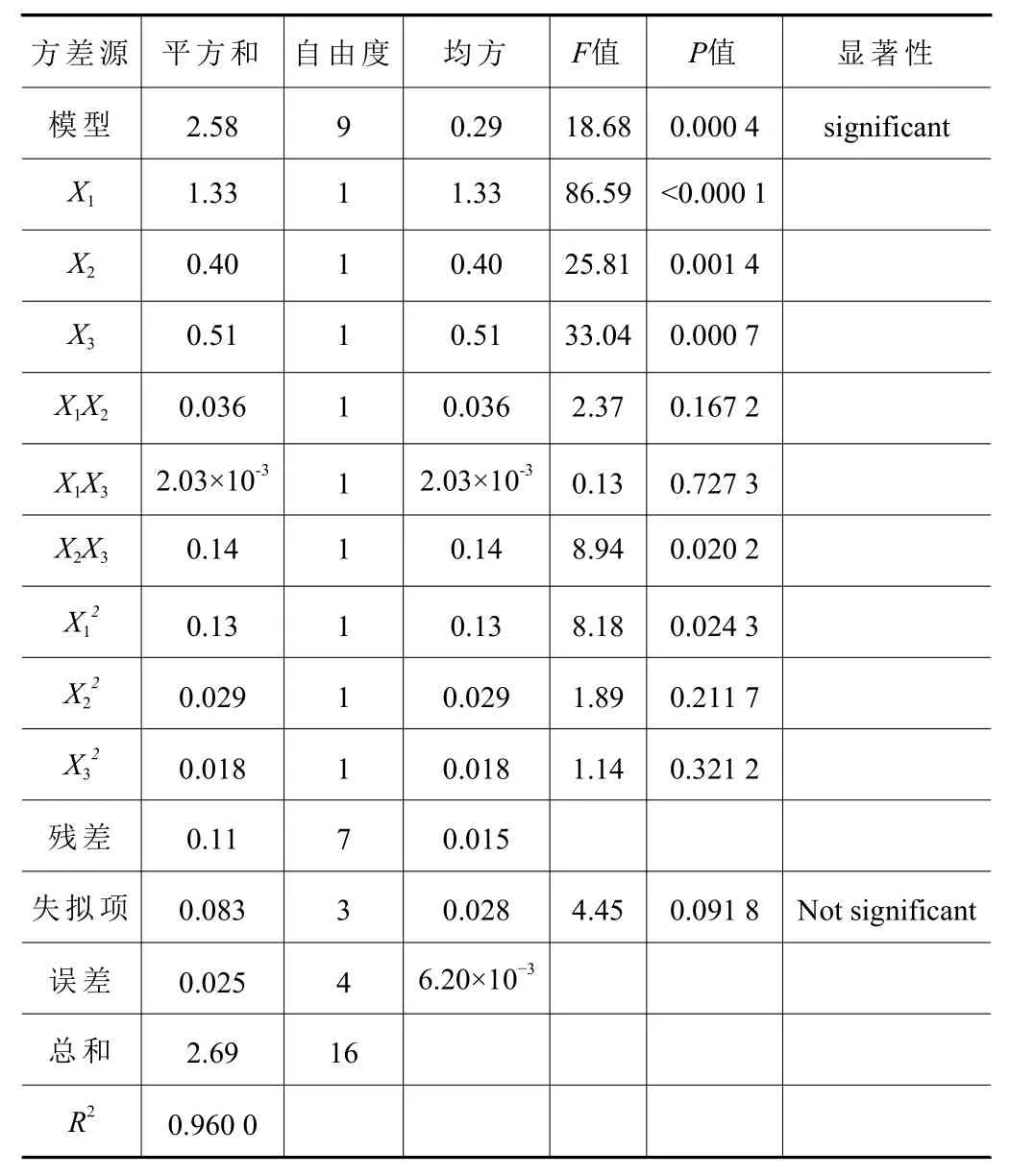
表6 粗糙度—響應面模型方差分析結果

圖11 粗糙度預測值與試驗值對比
2.2.1 切削參數對切削力的影響
圖12所示為切削力與切削參數的3D響應曲面。從圖12a可知,進給量由0.30 mm降為0.10 mm過程中,切削速度越大,切削力越小;當進給量由小變大時,切削力隨著切削速度的增加而減小。從圖12b可知,背吃刀量由4 mm降為2 mm過程中,切削速度越大,切削力越小;當背吃刀量由小變大時,切削力隨著切削速度的增加而減小。從圖12c可知,背吃刀量由4 mm降為2 mm過程中,進給量越大,切削力越大;當背吃刀量由小變大時,切削力隨著進給量的增加而增大。

圖12 切削力與切削參數的3D響應面
2.2.2 切削參數對切削溫度的影響
圖13所示為切削溫度與切削參數的3D響應曲面。從圖13a可知,當固定背吃刀量時,隨著切削速度和進給量的增加,切削溫度都是呈現先增大后減小的趨勢,切削速度在140 m/min左右和進給量在0.20 mm/r左右的范圍內較合適,表明切削速度和進給量交互作用有最大值。從圖13b可知,當固定進給量時,隨著切削速度和背吃刀量的增加,切削溫度都是呈現一直增大的趨勢,背吃刀量由2.0 mm增加到4.0 mm過程中,切削速度越小,切削溫度增幅越小,切削速度越大,切削溫度增幅越大。從圖13c可知,當固定切削速度時,隨著進給量和背吃刀量的增加,切削溫度都是呈現先增大后減小的趨勢,進給量在0.20 mm左右和背吃刀量在3.0 mm左右的范圍內較合適,表明進給量和背吃刀量交互作用有最大值。

圖13 切削溫度與切削參數的3D響應面
2.2.3 切削參數對粗糙度的影響
圖14所示為粗糙度與切削參數的3D響應曲面。從圖14a可知,隨著切削速度和進給量的增加,粗糙度逐漸增加,切削速度和進給量越低,粗糙度增幅越小,切削速度和進給量越高,粗糙度增幅越大。從圖14b可知,隨著切削速度和背吃刀量的增加,粗糙度逐漸增加,切削速度和背吃刀量越低,粗糙度增幅越小,切削速度和背吃刀量越高,粗糙度增幅越大。從圖14c可知,隨著進給量和背吃刀量的增加,粗糙度呈現增大的趨勢。
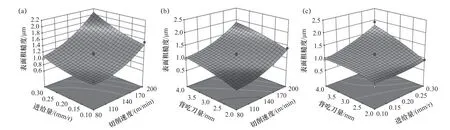
圖14 粗糙度與切削參數的3D響應面
2.2.4 切削參數優化與試驗對比
針對切削參數與切削力、切削溫度和粗糙度的回歸模型,運用Design-Expert軟件中Optimization功能,以切削力最小、切削溫度最低和粗糙度最小為條件,求解回歸模型得到最優切削參數為切削速度90.02 m/min、進給量0.11 mm/r及背吃刀量2.0 mm,此時預測的切削力、切削溫度和粗糙度分別為31.762 N、90.1 ℃和0.694 μm。利用最優切削參數進行試驗獲得切削力、切削溫度和粗糙度的試驗數據分別為32.558 N、92.6 ℃和0.732 μm,誤差率分別為2.44%、2.59%和5.19%,驗證了模型的可靠性。
3 結語
筆者以樹脂聚酰胺-66材料為研究對象,利用單因素和響應面法進行試驗方案設計,研究切削參數對其切削性能的影響,得出以下結果:
(1)隨著切削速度的增加,切削力逐漸降低,切削溫度和粗糙度逐漸增加;隨著進給量和背吃刀量的增加,切削力、切削溫度和粗糙度逐漸增加。
(2)運用Design-Expert軟件對試驗數據進行分析,建立切削力、切削溫度和粗糙度的回歸模型,其擬合精度分別為98.89%、99.09%和96.00%,分析了切削參數交互作用對樹脂聚酰胺-66材料切削性能的影響,切削力最小、切削溫度最低和粗糙度最小為條件,最優切削參數為切削速度90.04 m/min、進給量0.11 mm/r、背吃刀量2.0 mm。
(3)在最優切削參數條件下進行切削試驗,與預測結果對比,得出切削力分別為32.558 N和31.762 N;切削溫度分別為92.5 ℃和90.2 ℃;粗糙度分別為0.732 μm和0.694 μm,試驗值與預測值的誤差率分別為2.44%、2.59%和5.19%。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
媽媽寶寶(2017年3期)2017-02-21 01:22:28
光學精密工程(2016年6期)2016-11-07 09:07:19
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
核科學與工程(2015年4期)2015-09-26 11:59:03