常見側圍尖點變薄超差的原因及解決方法
2023-03-11 08:22:32葉夢彬廣汽乘用車有限公司
鍛造與沖壓 2023年4期
文/葉夢彬·廣汽乘用車有限公司
馬寶順·盤起工業(大連)有限公司
隨著我國汽車行業的發展和技術進步,對汽車車身的品質要求進一步提升。整體側圍作為最大最關鍵的汽車車身部件,造型復雜,品質要求高,是生產難度最高的部件。側圍由前立柱、中立柱及后翼子板等部分構成,由于造型復雜,不可避免地存在較多尖點。這些尖點在側圍拉延或整形時極易開、暗裂,是側圍變薄超差的重點高發位置。以前處理側圍尖點變薄超差通常采取磨圓、放大尖點的方法。隨著對車身質量要求的提升,為了保持尖點的銳利視覺,現在已經不允許放大尖點。本文結合筆者多年經驗,重點介紹解決側圍尖點變薄超差的處理方法。
側圍常見尖點
側圍尖點是指側圍因為造型需要而存在的尖銳的點。如前立柱前端兩側的尖點,后翼子板主棱線靠后門洞一頭的尖點,側圍后窗下部靠后門洞的尖點,后輪拱造型兩端的尖點,側圍尾燈、后保險杠位置的尖點等,常見側圍尖點如圖1、圖2 所示。每一個車型都有其獨特的造型,這些尖點不是每一個車型的側圍都有。也有個別車型中立柱上部還有尖點,如豐田阿爾法的側圍中立柱上部,這些非常見的尖點這里不做討論。
尖點開裂的原因分析、分類及對策
尖點開裂的原因分析
由于工藝的原因,上述尖點基本上不可能拉延就能成形好,需要拉延后通過整形成形。因此,尖點的開裂有拉延開裂和整形開裂。拉延開裂的點在整形后基本都會進一步加劇開裂。
拉延開裂分兩種情況:⑴由于材料流入補充不足導致的開裂;⑵最先觸料造成的開裂。材料流入不足,造成的開裂好理解,最先觸料點開裂的原因是拉延過程中尖點先觸料,觸料點在成形過程中頂到板料并產生滑移,形成削磨效應造成材料變薄超差甚至開裂。
整形開裂也分兩種情況:⑴拉延成形時材料儲備不足,材料整形時被拉開造成開、暗裂。這種情況發生率最高、最常見,如圖1 的點4―2、點5―1、點5―2 和圖2 的點7。⑵材料經過拉延及一次整形后,尖點位置已經因為成形而硬化,再進行二次整形而產生開、暗裂。最典型的例子就是前立柱尖點。

圖1 常見側圍尖點示意圖A
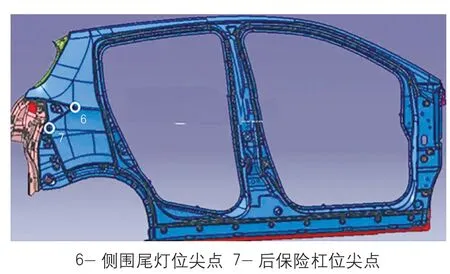
圖2 常見側圍尖點示意圖B
拉延時如果尖點處材料預留不足,整形時尖點材料需要進一步成形而延展,而整形時一般無法進行材料補充。這種整形開、暗裂,如果不允許放大、磨圓尖點,要解決的難度極大。
尖點開裂按原因分類及對策
⑴拉延材料流入不足導致的開裂。
對于拉延工藝設計導致材料流入不足引起的開、暗裂,首要的對策當然是促進、加大材料流入補充。要分析開裂尖點的材料流入路線及其影響位置,對材料流入路線上影響因素(如棱線R 角、拉延筋松緊度)進行研究,確認主要影響因素,并按是否是造型需要、修改風險大小和對策失誤是否便于恢復來制定對策,進行調整,使更多材料流入。有些拉延材料不足問題不是材料多流入就能解決的,如一些離壓邊面、拉延筋比較遠的位置,調整和加大材料流入并不能改變其拉延變薄,需要考慮一些其他對策,如加大R 角、加大過拉延量、工藝設計預留儲料包等。這些對策能有效解決拉延的局部材料不足,也容易造成起皺、多料,需要根據產品圖和拉延工藝圖的斷面進行線長比較和CAE 計算,直至找出最優方案。
側圍后窗下部尖點的造型,對應于圖1 的點2。這個位置原來的工藝是將局部R 放大進行拉延(即加大過拉延),后序再整形成產品造型(圖3)。分析的結果是拉延開裂,整形后開裂加大。
經過分析,原方案拉延工藝不利于材料流入,也不能構成材料有效儲備,造成整形后斷面線長被過度拉長開裂。根據盒子共一個點的三個面面積等于另外三個面的面積的原理,制定優化對策,確定將圖3 的造型當成盒子的三個面:右側面、下底面、遠側面,工藝補充后造型做成包含盒子的上面、左側面和近側面三個面構成的形狀,如圖4 所示。

圖3 側圍后窗初始的拉延工藝方案

圖4 工藝分析圖示
這樣就構造出一個便于拉延成形,整形后不會造成材料變薄加劇的對策。對策前后造型變化如圖5所示。
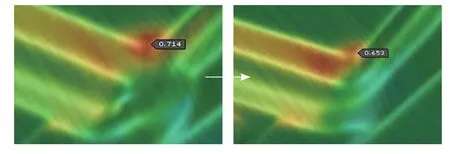
圖5 新舊拉延工藝方案
新工藝進行第一次CAE計算,結果有了很大改善,但還有少許超差。再次調整方案細節、增加斷面線長后CAE,拉延和整形都控制在了品質要求的變薄范圍以內(圖6),問題解決。

圖6 最終效果
⑵拉延過程中尖點先觸料造成的開、暗裂。
一般來說拉延過程中先觸料的尖點都是模具凸模的最高點,這種尖點在拉延過程中最先接觸板料,由于材料在拉延時的流動,不可避免地在尖點處發生滑移。尖點因為滑移對板料造成割傷,形成削磨效應,產生變薄超差。如圖1 中的點3或點4-1,有一個是最高點,另一個是次高點。有時候次高點也會變薄超差。點4-2、點5-1、點5-2 也比較高,也可以劃為次高點范圍。
這種情況出現的變薄超差,對策通常是:1)加大過拉延。通過加大過拉延,將拉延工序的最高點和整形工序的最高點分成兩個不同的點;2)對過拉延構造的拉延工序最高點進行放大磨圓,或采用其他一些對策來解決拉延變薄超差。這樣,避免了整形的尖點,即產品的尖點受拉延變薄影響,整形后不會變薄超差。
上述過拉延的量和R 值也是要反復進行CAE 分析來確定的,首先通過計算斷面的線長預估過拉延量需要多少,然后用CAE 分析確認設計的過拉延是否合適,再通過細節的調整不斷改善和優化,直到目標達成。
⑶拉延成形時材料儲備不足,材料整形時被拉開造成開、暗裂。
拉延開、暗裂相對整形開、暗裂來說還算簡單,整形工序已經沒有辦法加大材料流入來解決開、暗裂,技術上難度會更大。這類問題仍通過拉延進行改善,通過改善材料流入減小尖點的拉延變薄量,達成整形后不開裂,或是拉延工序預留一些材料,補充給整形的需要來消除整形開裂。
圖7 是側圍后保險杠安裝位置的3 個尖點,3 個尖點拉延、整形工序變薄都超差。拉延時材料流入(受橢圓形圈住的工藝補充包的影響)不能補充到尖點位置,造成尖點拉延材料供應不足、變薄超差,因而要對此工藝補充包進行優化,降低其高度和坡度,促進材料流入。降低高度和坡度后,CAE 分析發現拉延合格了,整形還不行,再次對工藝補充包的造型和位置進行修改,使工藝補充包的材料能在整形的時候補充到整形位置。根據上述原理,將拉延工藝優化,如圖8 所示。通過這一優化,CAE 分析和模具改修施工后的實際拉延變薄、整形變薄都控制在了質量標準以內,實際效果如圖9 所示。
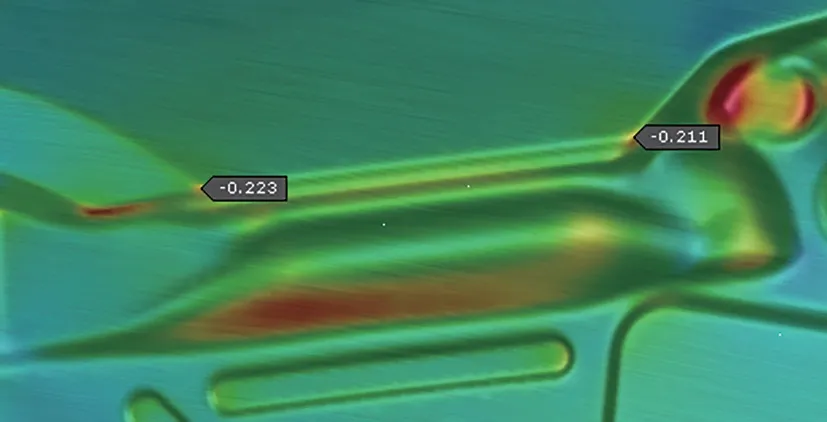
圖7 側圍后保險杠安裝位置的尖點及初始拉延工藝方案

圖8 優化后的拉延工藝
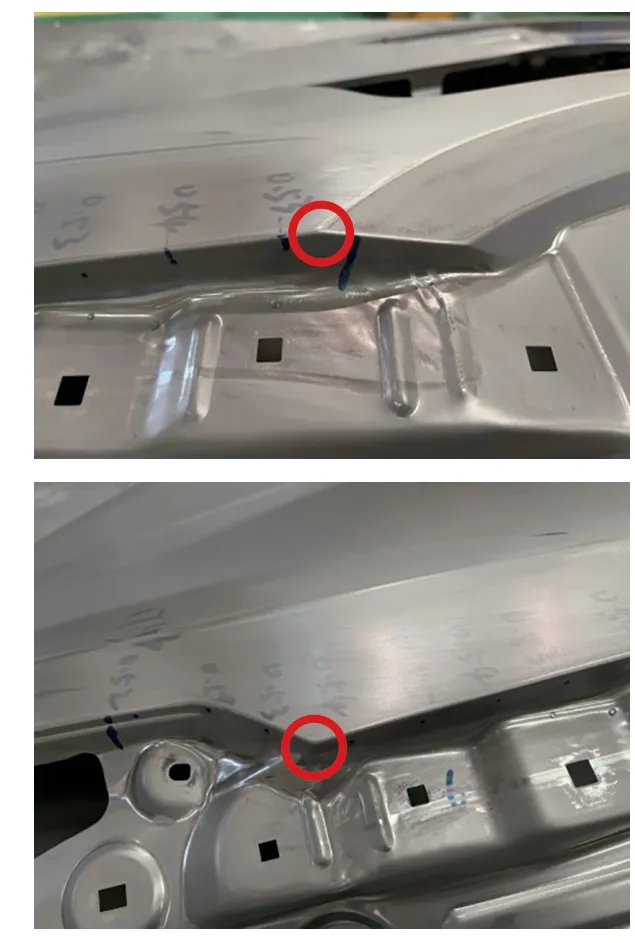
圖9 實際效果圖
⑷前立柱的尖點整形開、暗裂。
前立柱的尖點整形開裂的原因跟上述各點的整形開裂原因有點差異,如圖10 所示。

圖10 前立柱整形開裂
前立柱整形工藝包含了兩次整形,首先是側向整形,然后再進行正向整形,整出產品的造型。這個尖點拉延基本不會出問題,因為離材料邊緣近,材料容易補充。此尖點的材料由于在拉延成形的時候已經被沖壓了一次,材料已經有所硬化,一次整形的時候側整使尖點材料進一步硬化,當進行二次整形即正向整形的時候,已經過分硬化的尖點很容易因為整形的形變而開裂。根據以上分析,制定了拉延工藝對尖點增加做1mm 過拉延,使拉延和側整形的尖點與正向整形的尖點分為兩個相距1mm 的點,避免了二次整形的尖點(即產品尖點)材料因拉延和一次整形影響硬化造成二次整形開裂。通過CAE 分析,結果相當理想(圖11)。模具施工后的效果也達成了預期目標,如圖12 所示。
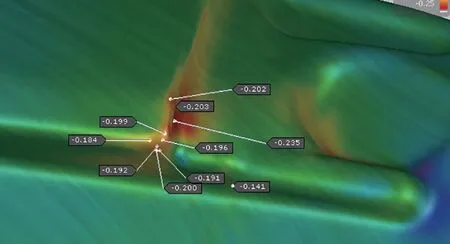
圖11 通過過拉延優化后的CAE 結果
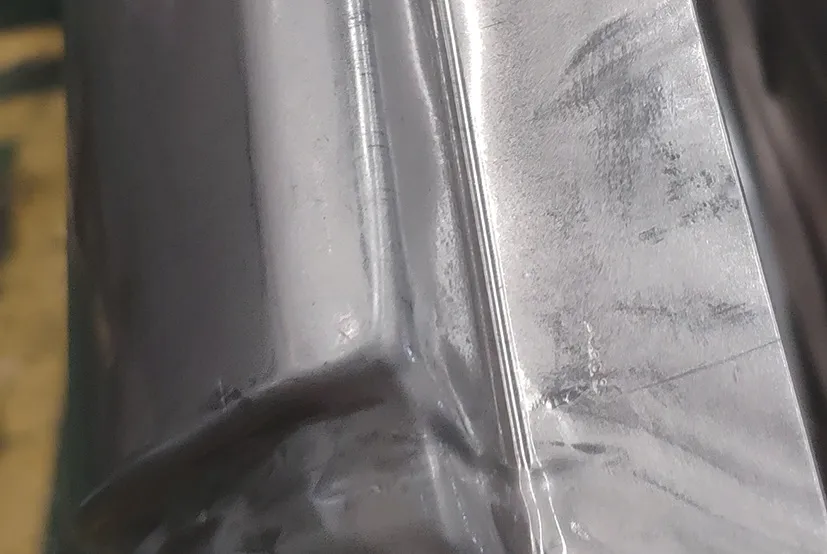
圖12 施工后效果
結束語
本文介紹了側圍常見尖點開、暗裂,以及不通過放大尖點解決尖點開、暗裂的原理及對策方法。這些技術方法可以達成不改變尖點設計的銳利度,尖點也不會變薄超差的效果,提高了產品的精確性,使沖壓出來的產品更接近設計的理想狀態。這些對策不是僅僅可以用于側圍的,側圍作為車身上最難最復雜的件,其解決問題的思路都可以擴展到其他所有覆蓋件。
猜你喜歡
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
江蘇安全生產(2020年3期)2020-04-21 05:44:14
山東冶金(2019年6期)2020-01-06 07:45:54
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
世界農藥(2019年2期)2019-07-13 05:55:12
基層中醫藥(2018年11期)2019-01-31 05:26:52
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
