航天裝備制造刀具選用技巧
2023-03-16 09:03:46鄒峰張?zhí)鹛?/span>張偉
金屬加工(冷加工) 2023年3期
鄒峰,張?zhí)鹛穑瑥垈?/p>
1. 湖北三江航天紅林探控有限公司 湖北黃石 435003
2. 湖北三江航天紅峰控制設(shè)備有限公司 湖北孝感 432000

國(guó)家級(jí)技能大師 鄒峰
1 序言
隨著鎳基高溫合金、鈦合金等難加工材料在航天產(chǎn)品上的廣泛應(yīng)用,針對(duì)難加工材料加工方法的研究越來(lái)越多,提高加工效率和加工質(zhì)量,成為制造業(yè)的主攻方向[1]。
在研究航天產(chǎn)品難加工材料加工方法時(shí)發(fā)現(xiàn),選擇合適的刀具是解決難加工材料加工難題的關(guān)鍵一步,在優(yōu)化工藝方案、合理進(jìn)行刀具配置的同時(shí),必須根據(jù)加工零件的形狀特點(diǎn)和材料特性進(jìn)行正確的刀具選擇,才能取得最佳的加工效果,使零件加工質(zhì)量符合設(shè)計(jì)要求。
2 鎳基高溫合金銑削刀具選用技巧
2.1 材料特性
以某鎳基高溫合金材料為例,材料化學(xué)成分及性能特點(diǎn)分別見(jiàn)表1、表2[2]。
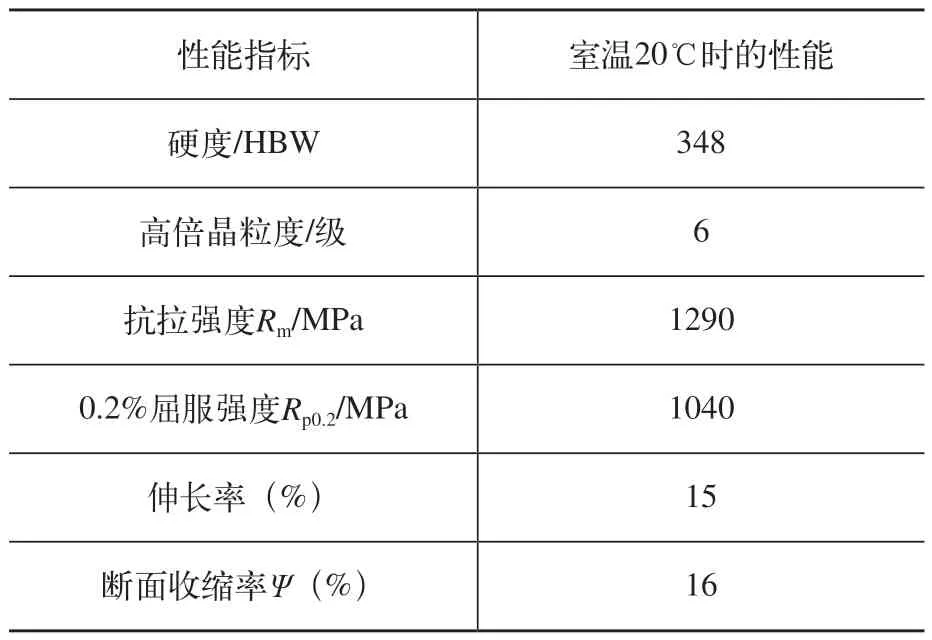
表2 某鎳基高溫合金力學(xué)性能
2.2 刀具選用技巧
(1)刀具特性 鎳基高溫合金銑削刀具需要具備的特性如下。
1)刀具的耐熱性要高。耐熱性是指刀具材料在高溫條件下保持一定的硬度、耐磨性、強(qiáng)度和韌性的性能,是加工鎳基高溫合金的重要參數(shù),在相同條件下,鎳基高溫合金的切削溫度是鋼材的2倍。
2)刀具鋒利且有足夠高的硬度和耐磨性。鎳基高溫合金有大量合金元素和硬質(zhì)點(diǎn),加工硬化現(xiàn)象嚴(yán)重,塑性變形大,且切削抗力大,是鋼材的2倍,表面硬化程度可達(dá)本身材料的2倍。
3)刀具材料與鎳基高溫合金的親和力要低。
(2)技術(shù)要求 鎳基高溫合金銑削刀具選擇時(shí)的技術(shù)要求如下。
1)銑刀刀齒的強(qiáng)度是第一優(yōu)先等級(jí),選擇刀齒強(qiáng)度高、不易崩刃的銑刀。
2)銑刀切削時(shí)應(yīng)盡量減小切屑長(zhǎng)度,有效控制切屑狀態(tài),可以適當(dāng)選擇齒數(shù)多的銑刀,以減小切削力。
3)選擇適合加工鎳基高溫合金的刀具幾何參數(shù),可以減小切削力,保證有效排屑。可選擇正前角刀具,取較大的后角,采用45°螺旋角、不等齒距和變?nèi)袃A角進(jìn)行銑削。
4)選擇合適的整體硬質(zhì)合金基體材料及涂層。
銑削刀具要具有足夠的刀尖強(qiáng)度、韌性和耐磨性,故涂層應(yīng)選用PVD涂層,避免切屑撞擊刀具時(shí)造成崩刃現(xiàn)象。銑削刀具如圖1所示,L1為刀具標(biāo)準(zhǔn)長(zhǎng)度,L2為避空長(zhǎng)度,L3為刀具整體長(zhǎng)度,均采用國(guó)際公認(rèn)的標(biāo)準(zhǔn)長(zhǎng)度。

圖1 銑削刀具
(3)內(nèi)型銑刀選用技巧 整體硬質(zhì)合金立銑刀通常的使用方式是側(cè)銑與端銑,都是開(kāi)放式加工,對(duì)切屑形狀和排屑并沒(méi)有特殊和太高的要求,但加工封閉的內(nèi)孔時(shí)對(duì)排屑要求高,切屑形狀、排屑是影響加工質(zhì)量和刀具壽命的主要因素。內(nèi)孔加工時(shí),需采用螺旋插補(bǔ)方式進(jìn)行銑削,避免產(chǎn)生較長(zhǎng)的切屑,金屬去除率高,因而在優(yōu)化選擇整體硬質(zhì)合金銑刀時(shí),要達(dá)到封閉內(nèi)孔加工的銑削要求。
1)通過(guò)對(duì)切屑形狀與銑刀槽型的反復(fù)對(duì)比和切削試驗(yàn),結(jié)合鎳基高溫合金的銑削特點(diǎn),最終確定銑刀槽型選擇為錐形變槽深式容屑槽,其切削力、切削溫度和切屑形狀(C形屑),相比其他標(biāo)準(zhǔn)整體硬質(zhì)合金銑刀都得到了極大改善。
2)通過(guò)對(duì)45°、38°、30°、25°和20°螺旋角銑刀進(jìn)行大量的切削試驗(yàn),最后確定選擇35°與40°的雙不等螺旋角,其排屑性能最好。
3)采用不等距齒和變?nèi)袃A角結(jié)構(gòu)的銑刀,改善了切削性能和銑削平穩(wěn)性。
(4)外部型面銑刀使用技巧 使用銑刀對(duì)零件外部型面加工時(shí),應(yīng)采用擺線加工的銑削方式,但因整體硬質(zhì)合金銑刀加工零件時(shí),刀具壽命短,加工硬化嚴(yán)重,切削力大,零件尺寸和表面質(zhì)量不易保證,故需要對(duì)整體硬質(zhì)合金刀具的幾何角度進(jìn)行合理的優(yōu)化選擇。
1)刀具幾何角度選擇背寬0.8~0.9mm,前角6°~8°,螺旋角45°,刃傾角-3°,并采用圓弧后角,以保證刀具刃口有足夠的強(qiáng)度。
2)外部型面加工屬于開(kāi)放加工模式,排屑可不受零件形狀約束,故可適當(dāng)選擇齒數(shù)為5~7齒或更多齒數(shù)的銑刀,以有效利用切削刃數(shù)量,提高刀具使用壽命和加工效率。
3)外部型面銑刀的切削刃和底刃選擇經(jīng)過(guò)超精細(xì)金剛石砂輪精磨的,以提高銑刀表面質(zhì)量,使排屑更加順暢,能最大限度發(fā)揮機(jī)床切削功率的使用效率,提高金屬去除率。
2.3 刀具幾何參數(shù)和切削參數(shù)選擇
依據(jù)鎳基高溫合金加工用銑削刀具的特性,銑削刀具幾何參數(shù)見(jiàn)表3,切削參數(shù)見(jiàn)表4。

表3 銑削刀具幾何參數(shù)

表4 銑削刀具切削參數(shù)選擇
3 鈦合金數(shù)控加工刀具選用
3.1 材料特性及加工難點(diǎn)
以TC4鈦合金為例,其物理機(jī)械特性見(jiàn)表5[3]。

表5 TC4鈦合金物理機(jī)械特性
從表中的物理機(jī)械特性參數(shù)可以看出,鈦合金加工時(shí)主要存在3個(gè)技術(shù)難點(diǎn)。
1)鈦合金彈性模量較低,在切削力作用下,零件已加工表面容易產(chǎn)生回彈,引發(fā)刀具切削時(shí)產(chǎn)生振動(dòng),后刀面磨損加劇,直接影響零件的尺寸精度和表面質(zhì)量。
2)鈦合金熱導(dǎo)率和比熱容都非常低,切削鈦合金時(shí),切屑與刀具前刀面接觸長(zhǎng)度短,使切削熱大量(約75%)集中在切削刃附近的小面積內(nèi)而不易散發(fā),導(dǎo)致這一區(qū)域切削溫度過(guò)高,加快了刀具的磨損;同時(shí),鈦又是化學(xué)親和力極強(qiáng)的元素,容易在加工表面形成加工硬化層,使刀具磨損加快。
3)鈦合金切削時(shí)容易與刀具發(fā)生粘結(jié),切削溫度高易產(chǎn)生積屑瘤,直接影響零件尺寸及表面質(zhì)量,甚至可能會(huì)引起刀具折斷。
3.2 鈦合金車削刀具的選用技巧
(1)加工刀具及幾何參數(shù)選擇 根據(jù)鈦合金的加工特點(diǎn)和實(shí)際加工存在的問(wèn)題,最終選擇的刀桿及刀片見(jiàn)表6,刀具幾何參數(shù)見(jiàn)表7。

表6 常用刀桿及刀片

表7 刀具幾何參數(shù)

(續(xù))
(2)切削參數(shù)選擇 根據(jù)零件材料、尺寸精度和表面粗糙度的要求,以表面粗糙度值計(jì)算公式Ra=50f2/rε(f為進(jìn)給量,rε為刀尖圓弧半徑)的計(jì)算值為基礎(chǔ),結(jié)合刀具手冊(cè)上推薦的切削參數(shù)值,確定了刀具的切削參數(shù),見(jiàn)表8。

表8 刀具切削參數(shù)選擇
4 微小孔鉆削刀具選用
4.1 微孔鉆的定義
通常情況下,直徑1m m以上的鉆頭稱為小孔鉆,1mm以下的鉆頭稱為微孔鉆(見(jiàn)圖2)。微孔的加工難度大,是國(guó)內(nèi)外公認(rèn)的加工難題。微孔鉆的加工方法按加工原理可分為機(jī)械加工和特種加工兩大類,據(jù)統(tǒng)計(jì),根據(jù)微孔不同的被加工材料、精度、表面粗糙度、尺寸及形狀等基礎(chǔ)條件,大約有50多種加工微孔的方法,例如化學(xué)、激光、麻花鉆、等離子束和磨料等。

圖2 微孔鉆
當(dāng)孔的精度要求高且深度較深時(shí),采用麻花鉆鉆削微孔,在經(jīng)濟(jì)性和精度上具有較明顯的優(yōu)勢(shì),故使用麻花鉆鉆削微孔是微孔機(jī)械加工中最常用的加工方法。但由于加工微孔的微型鉆頭細(xì)小,剛性差,強(qiáng)度低,橫向穩(wěn)定性不好,容屑空間小,散熱效果差,易折斷,壽命低,因此微孔鉆與普通鉆頭在選用和使用上有著本質(zhì)的區(qū)別。
4.2 微小孔鉆削刀具選用技巧
以鉆頭直徑0.06~0.2mm的微孔鉆為例,其選用技巧如下。
1)微型鉆頭的幾何形狀多為階梯型鉆頭,這種幾何形狀可有效增加刀具剛性,防止切削部分?jǐn)[動(dòng),便于制造和裝夾。
2)刀具夾頭和夾筒的精度要求高,因?yàn)槿魏螐较驁A跳動(dòng)誤差都會(huì)對(duì)微型鉆頭產(chǎn)生很大的影響。
3)微型鉆頭的基體材料多為含鈷粉末高速鋼和硬質(zhì)合金,也有采用復(fù)合結(jié)構(gòu)的,如在鉆頭前端增加金剛石、立方氧化硼,刀具外部涂有TiC、PCD涂層等模式。
4)微型鉆頭一般的鉆孔深度為直徑的10~15倍,孔徑的圓度誤差可以控制在0.0025mm以內(nèi)。
4.3 微小孔鉆削刀具使用方法
1)微孔鉆加工時(shí),由于形成的切屑很小,甚至為粉末狀,因此傳入切屑的切削熱不多,可采用油霧和壓縮空氣的方式來(lái)輔助排屑和冷卻鉆頭。
2)微型鉆頭鉆削時(shí),一般采用“啄擊”式鉆削方式,但鉆削較深的微孔時(shí),可采用暫停進(jìn)給方式進(jìn)行斷屑,而沒(méi)有必要將鉆頭完全退出工件外。若完全將鉆頭退出工件外,有可能使孔徑產(chǎn)生圓度誤差形成喇叭口,或使切屑?xì)埩艨變?nèi)造成鉆頭折斷。
3)微型鉆頭加工零件時(shí),最好以垂直角度切入工件,但如果遇到需要在斜面上打孔的情況,一種方法是可以采用帶有B軸的數(shù)控機(jī)床,另一種方法是在斜面上預(yù)先用中心鉆打孔或用銑刀預(yù)銑出一小段平面。
4)機(jī)床進(jìn)給軸要具有足夠的靈敏度和足夠小的分辨力,主軸精度高,剛性好,穩(wěn)定性好,振動(dòng)小,能以很小的動(dòng)態(tài)徑向圓跳動(dòng)高速旋轉(zhuǎn)(>50000r/min),因此加工前必須做動(dòng)平衡檢測(cè)。
5)微孔鉆選用時(shí)必須與被加工材料相互匹配,根據(jù)被加工材料來(lái)選擇鉆頭尖部的幾何形狀,制定合理的切削參數(shù),以便充分發(fā)揮微孔鉆的最大加工效率。
6)微孔鉆鉆削工件時(shí),剛開(kāi)始切入的進(jìn)給量,要遠(yuǎn)遠(yuǎn)低于隨后切入工件的正常進(jìn)給量,如鈦合金、高溫合金加工時(shí),初次切入進(jìn)給量為0.002mm,正常進(jìn)給量為0.005mm。
5 結(jié)束語(yǔ)
通過(guò)介紹整體硬質(zhì)合金銑削、車削和微孔鉆削3類刀具在典型難加工材料上的使用技巧,為難加工材料提供了新的加工思路和方法。由此形成的刀具選用理念是:難加工材料加工技術(shù)難題的解決,應(yīng)當(dāng)建立在刀具對(duì)被加工材料的適用性、先進(jìn)性、可靠性和多功能性等基礎(chǔ)之上,再系統(tǒng)綜合考量諸多要素。經(jīng)多批次、多類型難加工材料工件的加工試驗(yàn),結(jié)合本文技巧選擇出的刀具,加工出的零件質(zhì)量和尺寸精度完全符合設(shè)計(jì)要求,刀具選用方式可在鎳基高溫合金和鈦合金等難加工材料上推廣使用。
