銅-鋼電子束焊接材料的疲勞特性
2023-03-22 04:11:24周根樹李成吉華小明張權明付琴琴劉昕杰陳昆宇張勤練
材料工程 2023年3期
陳 雨,周根樹,詹 騰,李成吉,華小明,張權明*,付琴琴,劉昕杰,陳昆宇,張勤練
(1 西安交通大學 金屬材料強度國家重點實驗室,西安 710049;2 西安航天發動機有限公司,西安 710100)
隨著我國載人航天、登月計劃以及火星探測等項目的相繼實施,對航天器長期在軌工作的要求越發嚴苛,航天器的可靠性成為當下我國航天領域的重要研究課題。異種金屬焊接結構為航天器中最為常見的結構之一,其焊接接頭處的疲勞性能成為影響航天器壽命的關鍵[1-2]。航天器所使用的銅-鋼復合材料中,銅側為QCr0.8銅合金,該合金在保持了純銅優異導電性的同時,具有較高的強度和硬度,同時還具備良好的塑性成形性,良好的焊接性和切削性[3-4]。鋼側材料為1Cr21Ni5Ti鐵素體-奧氏體型雙相不銹鋼,該不銹鋼具有高強度,良好的耐氧化性和焊接性[5-6]。
電子束焊接是指依靠高速電子束的撞擊,使焊接部位熔化并形成焊縫的焊接方法。該方法在焊接兩種不同材料時,由于焊接過程中的熱循環時間短,所以減少了由于熱膨脹系數等性能的差異而產生裂紋的可能性,極大增加了接頭處的力學性能。此外,采用電子束焊接方法的焊接變形小,焊縫深度比大,焊接質量高,且焊接規范有著較寬的調節范圍。對于異種金屬電子束焊接結構,桑桑[7]研究了Ta-GH3128電子束焊接的焊縫組織與斷裂特征;郭順等[8]通過有限元溫度場模擬分析得到了Ti-Cu電子束焊接過程中的相結構變化與原子擴散情況;江暢[9]研究了異種鈦合金電子束焊接的具體工藝以及靜態力學性能,觀察并分析了拉伸斷口特征;Niu等[10]通過添加中間層提高了NiTi/不銹鋼電子束焊接的斷裂強度;郭紹慶等[11]通過富Si非增強中間層改善了鋁基復合材料的電子束焊接工藝; Silvalima等[12]研究了低合金鋼-鎳基高溫合金異種金屬焊縫在焊后熱處理過程中組織以及微觀力學性能的演變。整體而言,目前國內外對于異種金屬電子束焊接結構的研究主要局限于焊接工藝、焊接組織以及靜態力學性能[13-18],對于其在交變載荷下的力學行為和斷裂機制研究很少。本工作采用合理電子束焊接工藝加工銅-鋼試板,通過焊縫處的組織與成分的表征評定材料冶金質量,并且對焊接試樣的拉伸性能和疲勞性能進行測試,得到了焊接試樣在室溫條件的平均疲勞強度,通過對疲勞斷口形貌的觀察,分析了該焊接結構在不同斷裂周次下疲勞斷裂機制。進一步歸納出異種金屬電子束焊接材料疲勞斷裂的一般規律。
1 實驗材料及方法
1.1 焊接材料
按航天器結構,加工銅-鋼電子束焊接試板,并進行電子束焊接實驗[19]。銅側材料為QCr0.8銅合金,鋼側材料為1Cr21Ni5Ti不銹鋼,兩種合金的成分分別如表1和表2所示。試板厚度為不等厚對接,QCr0.8銅合金厚度為2.4 mm,1Cr21Ni5Ti不銹鋼厚度為1.7 mm,焊接試板對接厚度如圖1所示。按照工藝流程進行試板焊接實驗,選取最佳工藝參數,獲得成形和內部質量良好的銅-鋼電子束焊接試板,具體工藝參數如下:束流為39~42 mA,焊接速度為500 mm/min,加速電壓為60 kV,工作距離為300 mm。

表1 QCr0.8銅合金的化學成分(質量分數/%)Table 1 Chemical compositions of QCr0.8 copper alloy(mass fraction/%)

表2 1Cr21Ni5Ti的化學成分(質量分數/%)Table 2 Chemical compositions of 1Cr21Ni5Ti stainless steel (mass fraction/%)
1.2 拉伸性能實驗
參照國標GB/T 2651—2008中的板狀試樣,將焊接試板進行切割,加工成保留焊縫余高的拉伸試樣,其中試樣的厚度為母材厚度,焊縫位于試樣的中間部位。圖2為拉伸試樣規格示意圖。

圖1 銅-鋼電子束焊焊縫接頭厚度示意圖Fig.1 Diagram of weld thickness of copper-steel electron beam welding
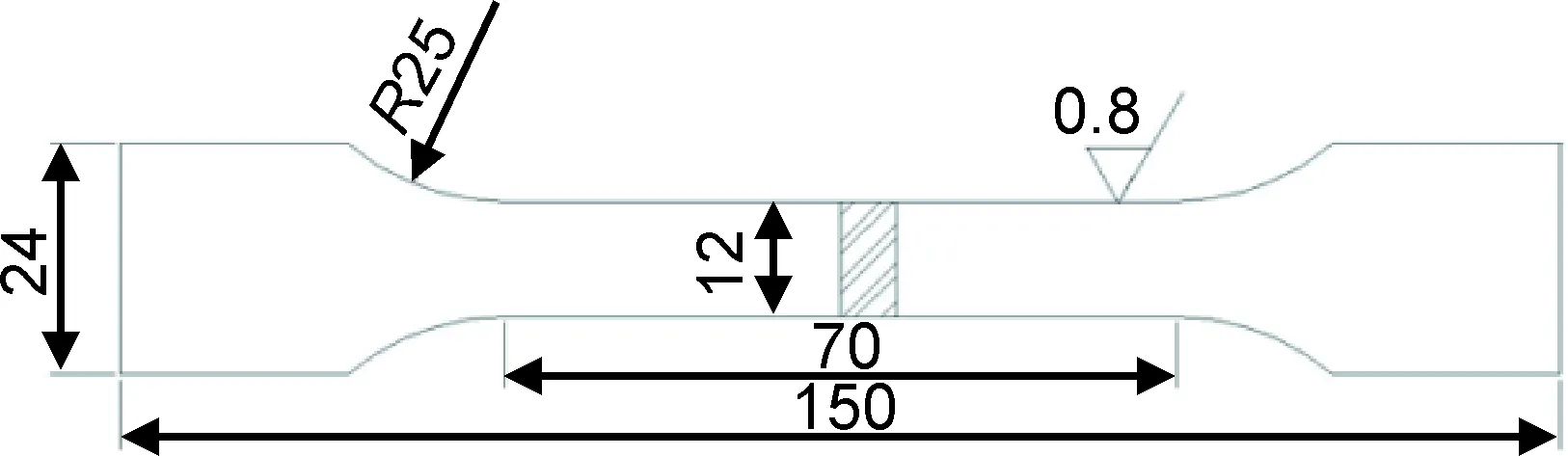
圖2 銅-鋼電子束焊接拉伸試樣示意圖Fig.2 Diagram of copper-steel electron beam welding tensile specimen
拉伸實驗使用INSTRON 5500R電子拉伸試驗機。拉伸速度參照于兩個實驗夾頭的相對運動速率,數值為2 mm/min。圖3為斷裂后的拉伸試樣典型實物照片。
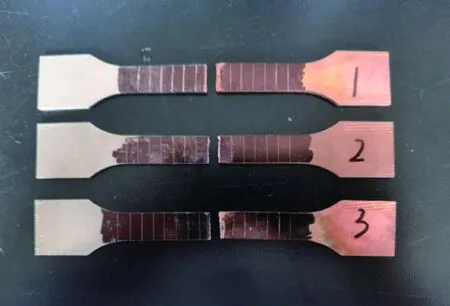
圖3 銅-鋼電子束焊接拉伸試樣實物圖Fig.3 Photo of copper-steel electron beam welding tensile specimens
1.3 疲勞性能實驗
參照國標GB/T 13816—1992中不去除余高的對接接頭試樣(2號試樣),將焊接試板加工為保留焊縫余高的疲勞試樣,試樣厚度與焊縫位置與拉伸試樣相同。圖4為疲勞試樣規格示意圖。
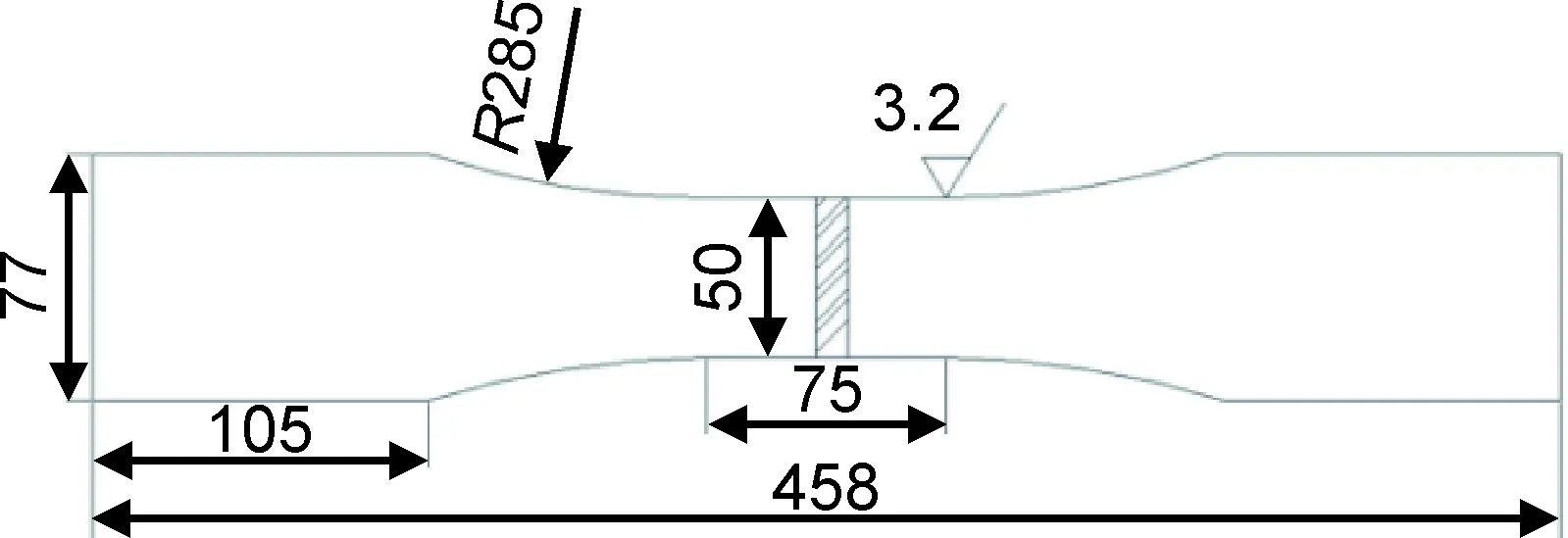
圖4 銅-鋼電子束焊接疲勞試樣示意圖Fig.4 Diagram of copper-steel electron beam welding fatigue specimen
疲勞實驗使用GPS200高頻疲勞試驗機。實驗過程按照國標GB/T 13816—1992進行。本工作選取的循環載荷應力比為0.1,疲勞循環基數為107,即當試樣所承受的循環載荷超過107周次時,認為試樣在該循環載荷作用下不會發生斷裂。所有實驗的加載頻率均在100~120 Hz。本工作完成了25 組疲勞實驗,其中15組在較低應力下進行,用以完成升降圖的繪制和平均疲勞極限的計算;另外10組在較高應力下進行。根據實驗結果繪制S-N曲線。圖5為斷裂前后疲勞試樣典型實物照片。
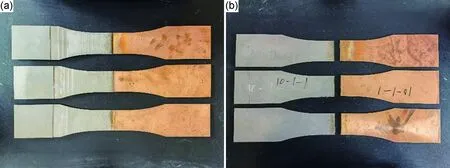
圖5 銅-鋼電子束焊接疲勞試樣實物圖(a)斷裂前;(b)斷裂后Fig.5 Photos of copper-steel electron beam welding fatigue specimens(a)before fracture;(b)after fracture
2 結果與討論
2.1 焊縫組織觀察
制備銅-鋼異種金屬焊接接頭金相試樣[20],圖6為焊縫處的宏觀形貌,可以看出焊縫上表面呈U字形,焊縫下表面較為平直。在焊接過程中,由于銅合金的熔點較低且厚度較大,導致其在熔化過程中的含量較多,對鋼側基體產生了包裹。圖7為鋼基體-焊縫界面組織,整體來說,鋼側焊接熔合區的面積較小,但是存在局部熔合區面積較大且由鋼基體伸入到焊縫中的現象。
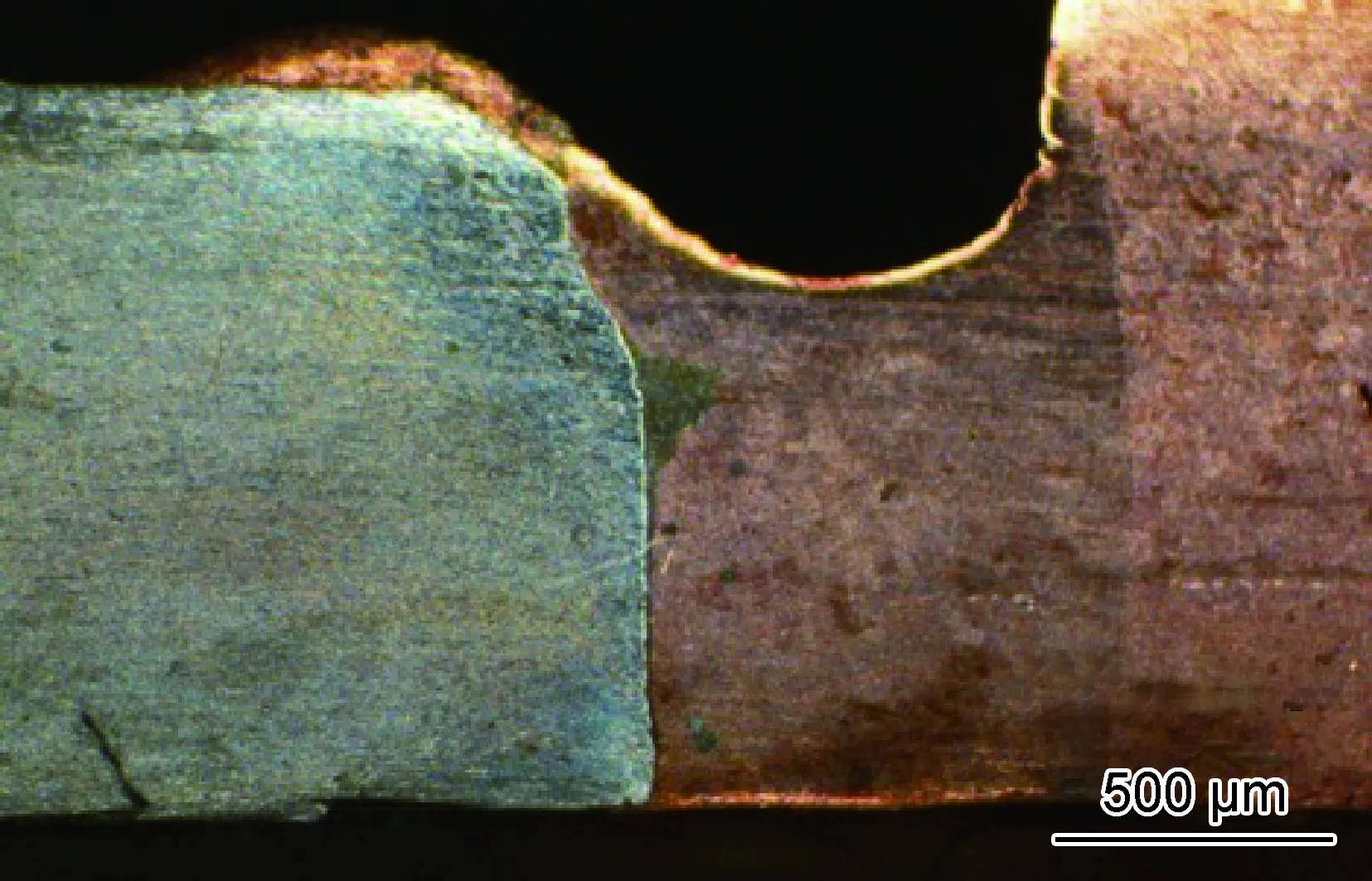
圖6 銅-鋼電子束焊焊縫宏觀形貌Fig.6 Weld macroscopic feature of copper-steel electron beam welding
2.2 拉伸與疲勞測試分析
拉伸實驗表明銅-鋼電子束焊接試樣的平均抗拉強度為224.43 MPa,且所有試樣均斷裂于焊縫最小截面處,該截面對應于焊縫上部U型表面的底部。造成以上結果主要有兩個原因,一是焊縫處整體強度相對于基體偏低,二是由于此處的厚度為焊縫區域的最小值,所以導致此處為整個焊接結構的薄弱區域。疲勞試樣大部分斷裂于焊縫處,局部區域斷裂于銅基體,由此可見焊縫處的結合強度與銅基體強度為影響疲勞斷裂的主要因素。表3為低應力疲勞實驗結果,σmax為該組疲勞實驗中所施加的最大應力,N為疲勞斷裂周次。圖8為據此實驗結果繪制的升降圖。根據GB/T 24176—2009計算得到銅-鋼電子束焊接試樣的平均疲勞極限為48.04 MPa。在置信度為95%時,不同存活率下的條件疲勞極限如表4所示。所有應力值均以銅合金基體的橫截面積為基準。
高應力疲勞實驗結果見表5,結合所得到的平均疲勞極限值,繪制出銅-鋼電子束焊接試樣的S-N曲線,如圖9所示。將高應力下的應力-循環周次關系進行線性擬合,可以得到:當最大應力σmax>48.04 MPa時,最大應力σmax與疲勞斷裂周次N近似有如下關系:
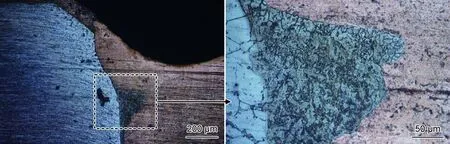
圖7 銅-鋼電子束焊鋼基體-焊縫界面組織Fig.7 Microstructure of steel matrix-weld interface in copper-steel electron beam welding
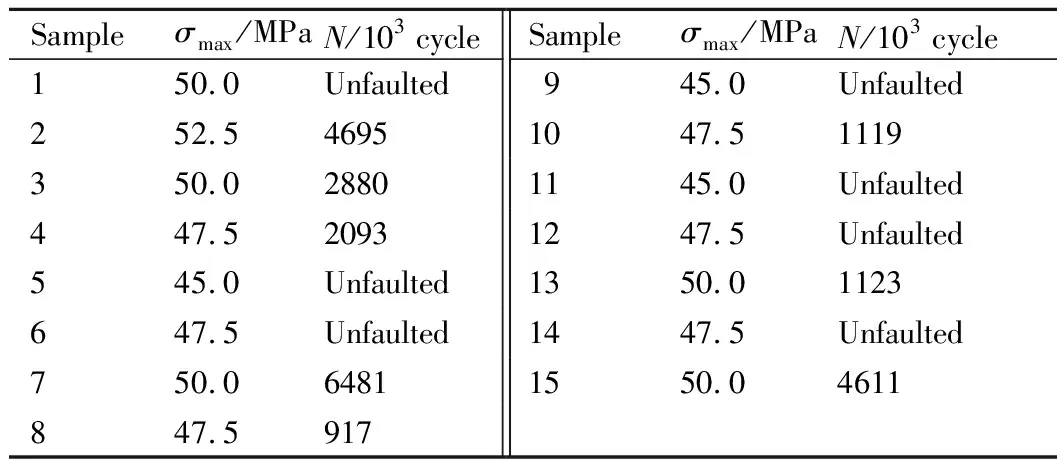
表3 銅-鋼電子束焊接試樣低應力疲勞實驗結果Table 3 Results of low stress fatigue test of copper-steel electron beam welding specimens
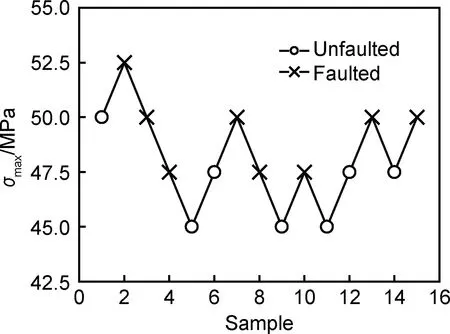
圖8 銅-鋼電子束焊接疲勞試樣升降圖Fig.8 Lifting figure of fatigue specimens of copper-steel electron beam welding
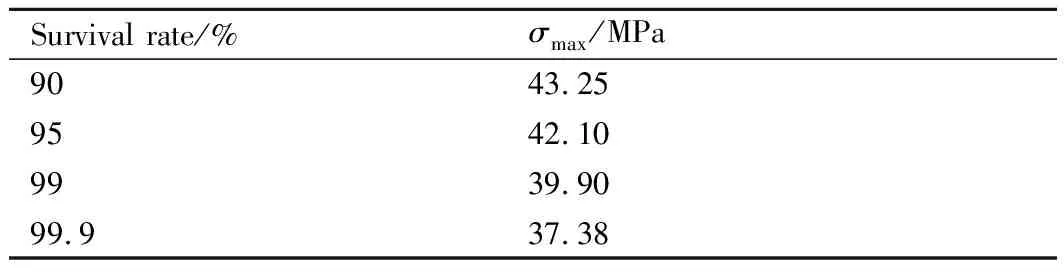
表4 不同存活率下銅-鋼電子束焊疲勞試樣的疲勞極限Table 4 Fatigue limits of fatigue specimens under different survival rates
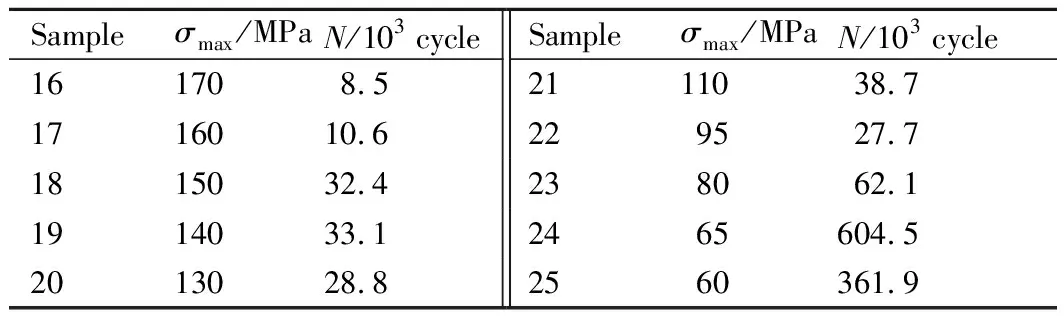
表5 銅-鋼電子束焊接試樣高應力疲勞實驗結果Table 5 Results of high stress fatigue test of copper-steel electron beam welding specimens
σmax=-58.69lgN+390.79
(1)
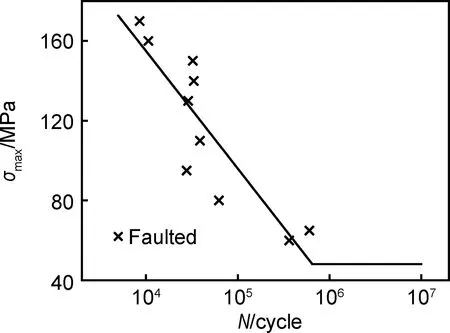
圖9 銅-鋼電子束焊疲勞試樣S-N曲線圖Fig.9 S-N curve of fatigue sample of copper-steelelectron beam welding
2.3 疲勞斷裂機制分析
選取幾個典型疲勞斷口進行掃描電鏡觀察,發現裂紋基本上都起源于焊縫最小截面處。裂紋源數量與應力的關系如表6所示。當應力低于65 MPa時,試樣發生較高周次的疲勞斷裂。此時疲勞過程中萌生裂紋源數量較少,均出現在焊縫上表面的邊緣附近。當應力在50 MPa左右時,只出現一個裂紋源,該裂紋源位于焊縫上表面的端點處。當應力高于80 MPa時,試樣萌生較多數量裂紋源,且在焊縫上下表面及焊縫內部區域均有出現。不同應力下裂紋源的位置如圖10所示,其中黃色截面為焊縫最小截面。由此可見,隨著應力的增加,裂紋的萌生截面沒有發生改變,均位于焊縫最小截面處,但是裂紋源數目在增加,裂紋萌生位置也由焊縫上表面的端點位置擴散到焊縫上下表面及內部。

表6 銅-鋼電子束焊接疲勞試樣在不同應力下的裂紋源數量Table 6 Number of crack sources of fatigue specimens of copper-steel electron beam welding under different stresses
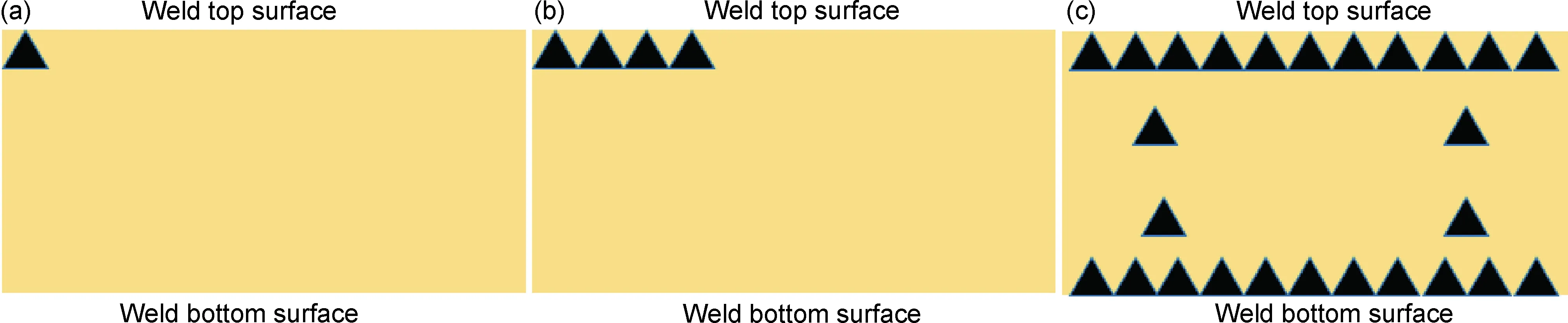
圖10 不同應力下銅-鋼電子束焊接疲勞試樣裂紋源位置示意圖(a)σmax≈50 MPa;(b)σmax<65 MPa;(c)σmax>80 MPaFig.10 Diagrams of crack source location in copper-steel electron beam welding fatigue specimens under different stresses(a)σmax≈50 MPa;(b)σmax<65 MPa;(c)σmax>80 MPa
分別選取典型的高周斷裂試樣(2號試樣)和低周斷裂試樣(16號試樣)進行掃描斷口分析,其中圖11為高周斷裂試樣掃描斷口圖。在較低應力作用下,試樣在焊縫最小截面圖10(a)所示位置發生起裂(圖11(a)),裂紋擴展方向如圖中箭頭所示(圖11(b))。斷口中部存在水平方向的疲勞條紋,其擴展方向為豎直向上(圖11(c))。在斷口上部觀察到典型的解理斷裂形貌(圖11(d)),說明該區域為最終斷裂區。圖12為該斷裂試樣的側面宏觀形貌,解理斷口狀形貌位于最右邊,可以看出最終斷裂區位于銅合金基體中。
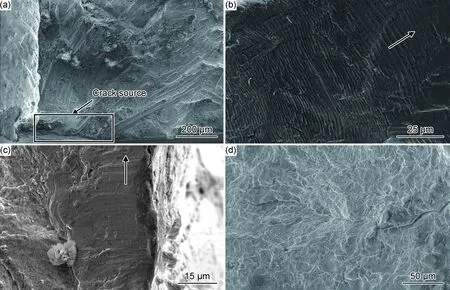
圖11 銅-鋼電子束焊接高周斷裂試樣疲勞斷口掃描圖(a)裂紋源;(b)裂紋源附近擴展區;(c)斷口中部裂紋擴展區;(d)斷口上部瞬斷區Fig.11 Scanning images of fatigue fracture of copper-steel electron beam welding high-cycle fracture specimen(a)crack source;(b)crack propagation zone near crack source;(c)crack propagation zone in the middle of fracture;(d)transient area above fracture
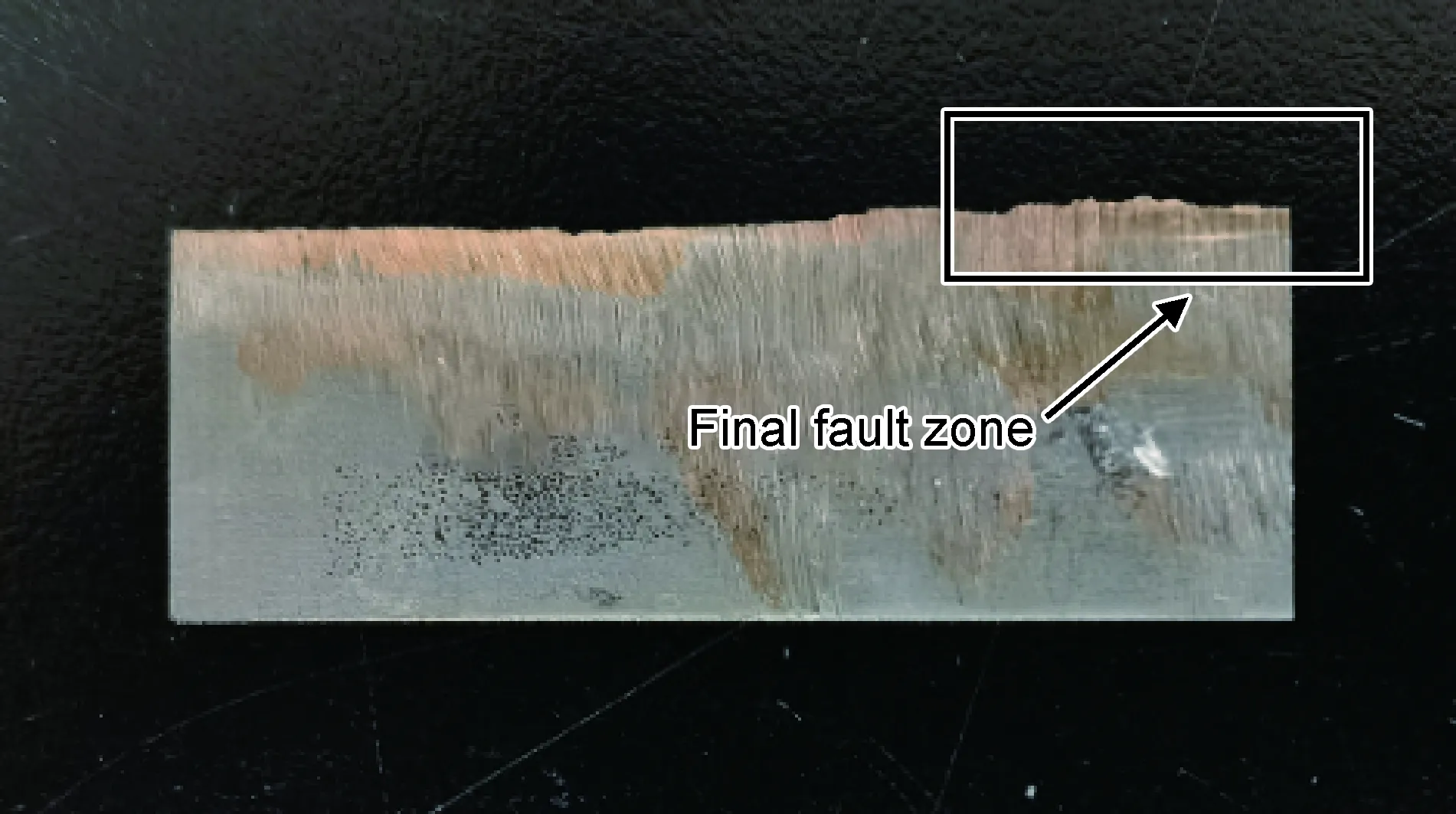
圖12 銅-鋼電子束焊接高周斷裂試樣斷口宏觀形貌Fig.12 Macroscopic feature of high-cycle fracture specimen of copper-steel electron beam welding
圖13為低周斷裂試樣斷口掃描圖,試樣起裂截面同樣為焊縫最小截面,起裂位置為焊縫上下表面,并且存在多處裂紋源,裂紋均由試樣表面向內部擴展,裂紋源位置如圖10(c)。在焊縫表面萌生的裂紋在垂直斷口方向有擴展趨勢,其方向由焊縫指向銅合金基體(圖13(a),(b))。焊縫下表面疲勞裂紋間距隨著裂紋擴展逐漸增大,這是由于裂紋前端在擴展過程中逐漸由焊縫位置轉移到銅合金基體位置,而銅合金的延展性較好,在一個疲勞循環載荷作用下疲勞條紋運動的遠。斷口內部存在少數裂紋源(圖13(c))。斷口中部為光滑平臺,該區域為最終斷裂區(圖13(d))。
圖14為高周和低周疲勞斷裂機制分析,其中左側面為焊縫上表面,右側面為焊縫下表面。在較低應力作用下,試樣發生高周斷裂,裂紋在焊縫最小截面萌生,其位置及擴展方向如圖14(a)所示,最終在銅合金基體中發生斷裂。在較高應力作用下,試樣發生低周斷裂,裂紋同樣在焊縫最小截面處萌生,其位置遍布焊縫上下表面。同時在內部也存在少量裂紋源,這些裂紋源一般位于夾雜物或者氣孔處。與較低應力作用下的斷裂情況相同,裂紋向銅合金基體擴展并最終在銅合金基體處發生瞬時斷裂(圖14(b))。
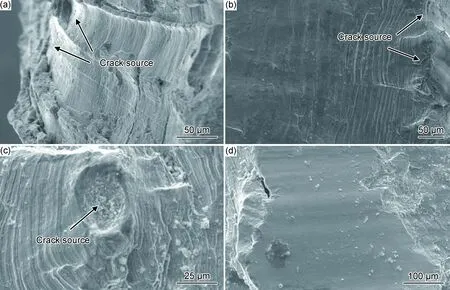
圖13 銅-鋼電子束焊接低周斷裂試樣疲勞斷口掃描圖(a)焊縫上表面;(b)焊縫下表面;(c)內部裂紋源;(d)斷口中部瞬斷區Fig.13 Scanning images of fatigue fracture of copper-steel electron beam welding low cycle fracture specimen(a)top surface of weld;(b)bottom surface of weld;(c)internal crack source;(d)transient zone in the middle of fracture
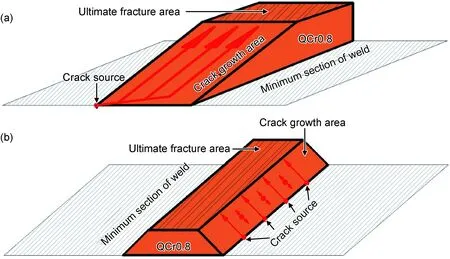
圖14 兩種不同類型的疲勞斷裂機制分析(a)高周斷裂機制;(b)低周斷裂機制Fig.14 Analysis of two different types of fatigue fracture mechanism(a)high cycle fracture mechanism;(b)low cycle fracture mechanism
綜合而言,無論是在較低還是較高應力作用下,裂紋均易在焊縫最小截面處萌生,這與拉伸實驗中得到的該處為薄弱區域的結論相對應。不同的是,較低應力作用下試樣只有一個裂紋源且出現在焊縫上表面的端點處,由于焊縫上表面相對于下表面粗糙度較高,所以這里是試樣應力集中最為嚴重的區域,在掃描圖片中并未明顯觀察到由于焊接缺陷導致的裂紋源,所以基本可以確定該裂紋源是由應力集中導致的。而較高應力作用下裂紋源在整條焊縫表面均有出現,且有少量裂紋源出現在試樣內部的缺陷處。這可能與裂紋尖端強度因子幅度ΔK有關,當應力較小時,試樣中存在裂紋的ΔK值普遍較小,由于應力集中,只有焊縫上表面端點處裂紋的ΔK值高于疲勞門檻值ΔKth,因此只有該處萌生的疲勞裂紋才能順利擴展。同理,在較高應力作用下,較多數量的焊縫表面裂紋與內部缺陷處裂紋的ΔK值高于疲勞門檻值ΔKth,因此可以在焊縫表面和內部觀察到較多裂紋源[21]。相對于低周疲勞斷裂而言,高周疲勞裂紋擴展區的面積較大,最后斷裂區的面積較小。這是因為隨著疲勞裂紋的擴展,材料的有效承載截面面積在減小,在承載能力相同的情況下,高周疲勞的施加載荷較低,發生最終斷裂時的有效承載截面面積就越小。兩種斷裂情況下,裂紋均會從焊縫位置向銅合金基體擴展,并且均在銅合金基體處發生最終斷裂,這可能與兩種金屬基體的相對強度有關,對于異種金屬焊接,裂紋會向強度較低的金屬基體進行擴展。
3 結論
(1)對于銅-鋼電子束焊接試板,焊縫上表面呈U字形,下表面較為平直。鋼側焊接熔合區面積較小,但是存在局部熔合區面積較大且由鋼基體伸入到焊縫中的現象。
(2)當實驗頻率為100~120 Hz,應力比為0.1,疲勞循環基數為1×107時,銅-鋼電子束焊接試樣的平均疲勞極限為48.04 MPa;當應力大于疲勞極限時,最大應力與疲勞斷裂周次近似有如下關系:
σmax=-58.69lgN+390.79
(3)焊縫與銅基體處的強度為影響該焊接材料疲勞性能的主要因素。無論在何種應力情況下,試樣均起裂于焊縫最小截面處。當應力小于65 MPa時,裂紋源數目較少且集中在焊縫上表面的邊緣;當應力增大到80 MPa時,裂紋源數目顯著增加且由焊縫上表面端點發散到焊縫上下表面及焊縫內部。不論在何種應力狀態下,裂紋均由焊縫處向銅基體擴展。由此得到不等厚異種金屬電子束焊接疲勞斷裂的一般規律:裂紋容易在焊縫最小截面處(特別是焊縫上表面的端點處)萌生,在疲勞過程中有向異種金屬中強度較低的金屬基體擴展的傾向。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
設備管理與維修(2015年12期)2015-04-09 06:57:24