重型載貨汽車鋼鋁混合車身輕量化方案研究
2023-04-29 00:44:03楊麗代金龍王一博肖騰李欣劉俊
汽車工藝與材料 2023年4期
楊麗 代金龍 王一博 肖騰 李欣 劉俊

摘要:通過對鋁合金車身不同技術路線對比研究,提出“型材框架+覆蓋件”鋼鋁混合重型載貨汽車車身輕量化方案。基于該車身結構完成材料選用、連接工藝對比與方案制定,并采用CAE軟件對該車身的模態、剛度、疲勞、碰撞性能進行仿真分析,各項性能指標均滿足產品要求。該鋼鋁混合車身較原鋼質車身質量降低81.5 kg,降幅22.4%,為后續重型載貨汽車車身輕量化設計與制造提供參考。
關鍵詞:鋼鋁混合 重型載貨汽車 連接工藝 輕量化
中圖分類號:U466? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220264
Abstract: Through the comparative study of different technical routes of aluminum alloy automotive body, this paper proposed the lightweight body solution of “profile frame + cover part” steel-aluminum hybrid heavy truck. Based on the body structure, the material selection, the joining process comparison study and solution formulation were completed, and the CAE software was used to simulate and analyze the modality, stiffness, fatigue and collision performance of the body and all performance indicators meet the product requirements. Compared with the original steel body, the steel and aluminum hybrid heavy duty truck body is 81.5 kg lighter (a decrease of 22.4%), which provides a reference for the subsequent lightweight design and manufacture of heavy duty truck body.
Key words: Steel and aluminum hybrid, Heavy duty truck, Joining process, Lightweight
1 前言
隨著全球能源與環保問題日益突出,在國家“碳達峰”、“碳中和”戰略推動下,各大車企均制訂了新能源長期發展戰略。由于新能源汽車對“電動化”、“智能化”技術需求,車身質量相比傳統汽車有所增加,更需要通過降低車身質量增大續駛里程,解決里程焦慮、整車耐久性等問題。研究表明,對于純電動汽車而言,整車質量每減少100 kg,續駛里程可提升10%,降低電池成本15%~20%[1]。
目前,國內重型載貨汽車仍為傳統全鋼車身,成形以冷沖壓為主,連接以電阻點焊為主,輔以CO2氣體保護焊,開發與制造成本相對較低,但車身質量較大。相較傳統全鋼車身,鋼鋁混合車身能較好地兼顧各方面要求,尋求輕量化效果、工藝性、安全性和成本上的最優化,是汽車車身結構發展的趨勢[2]。鋁合金自身物理、化學特性導致其焊接性較差,不論是鋁與鋁同材連接,還是鋼與鋁異種材料連接,傳統連接工藝均無法滿足,鋁合金在實現車身輕量化的同時也對傳統車身制造工藝提出更高要求。因此,開展重型載貨汽車鋼鋁混合車身輕量化方案研究,在保證車身性能指標的情況下實現輕量化具有重要意義。
2 鋼鋁混合車身技術路線
通過對乘用車輕量化技術路線分析,鋁合金車身結構主要分為2種,一種是以奧迪A8車型為代表的空間框架結構,另一種是以捷豹XE車型為代表的傳統板材沖壓結構,2種輕量化技術路線均可實現車身質量減少35%~40%。其中,空間框架結構采用大量型材搭建車身整體架構,關鍵部位設計鑄鋁過渡件進行加強與連接,輔以少量沖壓件。板材沖壓結構則利用鋁合金板材沖壓件構建整體框架,輔以少量鋁合金型材搭建防撞系統,沖壓件成品率與沖壓質量控制有一定難度。空間框架結構因型材成型精度較高,車身加工工藝簡單,可大幅度降低沖壓模具投入,特別是前期開發及投資費用均低于板材結構。
針對重型載貨汽車專用車型品種多、產量低的特點和鋁型材截面易實現系列化、標準化的優點,結合產品定位、性能要求、制造成本、投資和鋁合金車身首次開發,為降低技術風險,車身采用“型材框架+覆蓋件”鋼鋁混合結構。
3 鋼鋁混合車身結構設計
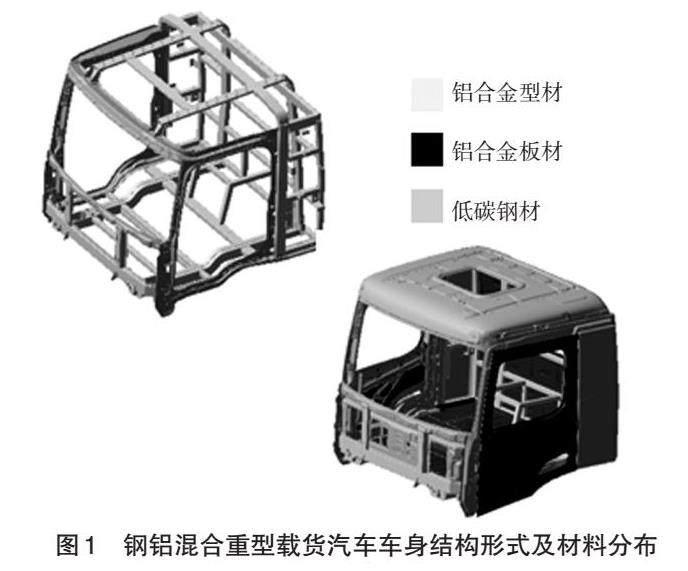
鋼鋁混合重型載貨汽車車身在原鋼質車身基礎上進行優化設計,采用鋁合金替代部分鋼質沖壓件,充分發揮鋁合金輕量化和吸能優勢,同時兼顧鋼材的強度與成本優勢。鋼鋁混合車身仍采用非承載式車身,保持前圍、側圍、頂蓋外覆蓋件造型面不變,前后懸置安裝點、前風窗配合面、車門及鉸鏈與側圍配合結構保持不變。不同之處在于,車身為骨架加蒙皮結構形式,骨架采用鋁合金型材組成承力框架,再用鋁板密封,車身整體依靠鋁型材骨架結構進行力的傳遞,前風窗上下橫梁和側圍門洞沿用原鋼質沖壓件本體,其余采用鋁合金型材替換原鋼質沖壓件;覆蓋件中地板、后圍為鋁合金沖壓件,其余為原鋼質本體;車門采用鋼鋁混合結構,車門外板采用鋁合金板材沖壓成形,內板總成沿用原鋼質本體,車門鉸鏈采用高強韌鍛造鋁合金。與原鋼質車身相比,該鋼鋁混合車身較原鋼質車身質量減少81.5 kg,降幅達22.4%,車身結構及材料分布如圖1所示。
4 車身鋁合金材料選用
4.1 覆蓋件用鋁合金板材
汽車用鋁合金板材主要為5000系和6000系。5000系(Al-Mg)具有良好成形性、抗腐蝕性,但易出現延遲屈服和呂德斯線,沖壓成形后表面易起皺,影響產品外觀質量。因此5000系鋁合金板材常用于汽車結構件和非外露內部件。5000系鋁合金由于無后續熱處理工藝,時效變化很小,可認為無時效硬化現象。6000系(Al-Mg-Si)具有較高的強度和良好的成形性能,無屈服點延遲,可熱處理強化,具有烘烤硬化性,涂裝烘烤硬化可提升零件抗凹陷性。以6016-T4P鋁板為例,其標準板常溫屈服強度為90~140 MPa,經涂裝烘烤后可提升至160~230 MPa。因此,6000系鋁合金板材常用于汽車覆蓋件外板。但6000系鋁合金經熱處理后有時效硬化現象,隨著存放時間延長其強度和硬度增大、塑性降低,需要按先進先出原則安排庫存,時效控制時間為在生產之日起6個月內。
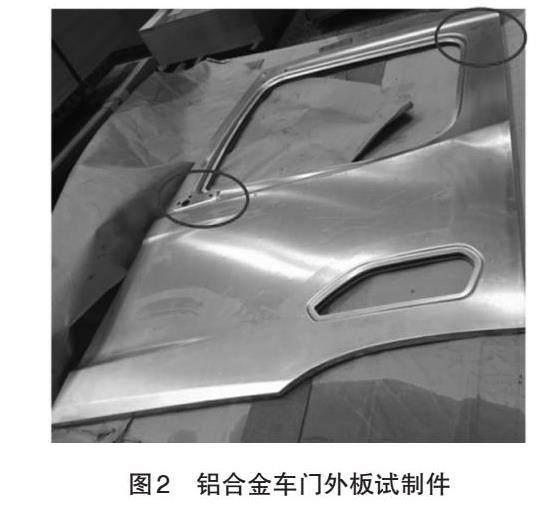
考慮6000系鋁合金成本較高,國內研發尚處于起步階段,而5000系鋁合金具有成本低,同時具有良好的成形加工性能,本次鋼鋁混合車身車門外板、地板面板、后圍外板表面較平整、無復雜曲面,首次開發試制采用國內目前開發應用較成熟的5182-0鋁板作為覆蓋件,連接用支架及加強件因結構簡單則采用成形性能稍弱但強度較高的鋁板5052-H22。為探索鋁合金沖壓成形性能,采用現有鋼質車門沖壓模具進行鋁合金車門外板試制,拉延工序車門外板窗框處易開裂及起皺,通過調整壓邊力及沖壓速度解決了該問題,試制件沖壓效果如圖2所示。后續結構優化需增加車門外板造型處過渡圓角半徑,同時對沖壓模具結構進行優化設計。
4.2 框架用鋁合金型材
汽車用鋁型材主要為6000系(Al-Mg-Si)合金和7000系(Al-Zn-Si)合金,均屬于可熱處理強化變形鋁合金。其中,6000系鋁合金由于其優異的可擠壓性、良好的耐腐蝕性和表面處理性,應用更為廣泛,占汽車用擠壓制品的90%以上。7000系鋁合金強度較6000系更高,屬于超硬鋁,因其工藝性較差,不易焊接,擠壓成形和零部件制造成品率低,生產制造成本較高,目前主要用于航空方面及高端車型防撞系統。
選取6000系中具有中高強度6061-T6擠壓型材作為車身骨架,對于需彎曲成形的地板縱梁、頂蓋骨架等零部件,采用T4態彎曲成形后再將零部件熱處理至T6態,2種熱處理狀態材料性能如表1所示。
5 車身連接工藝研究
5.1 連接工藝分析
對于鋁與鋁同材連接,鋁合金具有熔點低、導熱性好等特性,因此鋁合金電阻點焊必須采用大電流、短時間、多脈沖、大電極壓力,傳統電阻點焊無法焊接鋁合金。對于鋼鋁異種材料焊接,由于兩者物理、化學性能差異較大,焊接時易在界面處生成脆性金屬間化合物(IMC)導致接頭力學性能下降,極大影響了接頭質量及穩定性;且因鋼和鋁熱膨脹系數差異較大,焊接時鋼、鋁膨脹和收縮程度不一致,導致接頭成形后存在變形和內應力,影響車身疲勞性能和裝配精度。對此,國內外技術人員做了大量研究,至今沒有完全解決,因此,鋼鋁異種材料之間不論是熔焊還是固相焊,均未在車身制造中大規模推廣應用[3-4]。此外,鋼和鋁化學電位相差較大,接觸界面易產生電化學腐蝕,影響接頭質量及后續使用性能。因此,傳統鋼質車身用電阻點焊、CO2氣體保護焊均不能滿足鋼鋁混合車身連接要求。
目前,車身鋁與鋁、鋼與鋁零件之間連接主要采用機械連接、新型焊接、膠粘混合應用。其中,機械連接工藝被普遍運用在異種材料零件之間連接,可有效克服鋁等輕金屬導熱率高、熱容小、易氧化的缺陷,且鉚接過程能耗低、無熱效應、不會破壞涂層。鋼鋁混合車身常用連接工藝對比如表2所示。
5.2 鋼鋁混合車身連接方案
鋼-鋁混合車身綜合應用了鋁型材、鋁板材、鋁鑄件、鋼板材等多種零件形式,根據不同連接工藝特點及適用范圍,同時考慮車身不同部位性能要求、工藝成熟度、生產效率、制造成本,車身連接采用自沖鉚接(SPR)、熱熔流鉆鉚接(FDS)等先進連接工藝及MIG焊、抽芯拉鉚等經濟型技術方案,鋼鋁接觸面涂結構膠,防止電化學腐蝕,同時提升接頭連接強度。
其中,車身型材骨架連接以MIG焊為主,壁厚≥2.5mm型材端頭開剖口,提升接頭焊接強度,關鍵部位增設鑄鋁連接件,與型材抽芯拉鉚。覆蓋件之間連接時,鋼鋁沖壓件連接以自沖鉚接(SPR)為主,空腔部位輔以抽芯拉鉚;鋁與鋁沖壓件連接采用鋁合金電阻點焊(RSW);鋼與鋼沖壓件連接沿用原焊接工藝。鋁型材骨架與覆蓋件連接以FDS為主,設備不可達部位采用抽芯鉚接替代。對于可熱處理強化的6000系鋁合金,母材狀態為T6態時由于焊接熱影響區軟化現象,接頭強度僅能達到母材退火狀態(O態)時的強度,結構設計時需考慮焊縫強度弱化對車身結構的影響,仿真分析時可對焊接接頭兩側進行弱化處理盡可能模擬實際狀況,如對焊接區域進行減薄等。
6 CAE仿真分析
6.1 剛度與模態仿真分析
白車身模態參數是影響駕駛舒適性的重要指標,低階模態反映了車身整體剛度性能,從整車振動角度考慮,白車身低階主要振型(一階彎曲和一階扭轉)應控制在3~30 Hz[5]。鋼鋁混合白車身一階扭轉振型計算分析結果如圖3所示,扭轉剛度和彎曲剛度計算分析結果如表3、圖4所示。由分析結果知,鋼鋁混合車身一階扭轉自由模態固有頻率為24.4 Hz(原鋼質車身為23.0 Hz),可避免共振現象發生;鋼鋁混合車身扭轉剛度較原鋼質車身提升33%;彎曲剛度工況1提升30%,彎曲剛度工況2降低5%,均滿足車身相應指標要求。
6.2 疲勞仿真分析
采用基于試驗場實車測量強化工況下的載荷譜數據對鋼鋁混合車身的疲勞壽命進行計算和預測,考慮仿真分析模型簡化、疲勞概率問題及以往鋼質車型計算經驗,要求疲勞周次不低于1.0×105次。扭轉疲勞與振動疲勞分析結果如表4、圖5所示。與原鋼質車身相比,鋼鋁混合方案前圍、側圍、后圍、頂蓋疲勞性能提升,地板疲勞周次略微降低,最小疲勞周次位置為后懸安裝區域,根據分析結果在懸置安裝點型材上下分別設高強鋼加強件,并在后續試驗驗證過程中關注該處及其它最小疲勞周次部位。
6.3 碰撞安全仿真分析
根據ECE R29-03《關于對商用車駕駛室乘員保護方面車輛認證的統一規定》中前擺錘撞擊安全法規要求,對鋼鋁混合駕駛室進行仿真分析,驗證駕駛室在打擊能量為55 kJ工況下,是否可以滿足法規規定的乘員生存空間及碰撞后車架與駕駛室能否保持有效連接。計算分析結果如下:
a. 方向盤、儀表臺侵入量分析:前擺錘打擊之前,方向盤、儀表臺與人體間距分別為89 mm、75 mm,碰撞開始后0.03 s時方向盤、儀表臺侵入量最大,分別為-8.3 mm、-7.8 mm,碰撞結束后,方向盤、儀表臺與人體間距分別為46.9 mm、26.7 mm,滿足法規對駕乘人員安全生存空間要求。方向盤、儀表臺侵入量測量方式及結果如圖6所示。
b. 變形及碰撞能量分析:鋼鋁混合車身與鋼質車身相比,地板縱梁更強,能量不易傳遞到后方。因此,后圍和側圍吸能比例減少,車架和懸置端吸能增多,其余部位吸能相差不大,鋼鋁混合車身和鋼質車身不同部位吸能占比如圖7所示。
c. 車身與車架有效連接分析:前擺錘打擊過程中,駕駛室懸置最大應變均小于材料的斷裂延伸率,滿足強度要求;駕駛室后懸彈簧最大拉力未超過60 kN,即碰撞后,駕駛室與車架仍保持有效連接。
d. 車門開啟性分析:門鎖連接點塑性應變為0.007,小于材料最大應變要求的0.22,說明碰撞過程中車門門鎖未被拉開,車門保持關閉狀態,可有效防止駕駛室變形后車門不易打開的風險。
鋼鋁混合車身采用整體式鋁合金型材地板縱梁,提高了駕駛室縱向剛度,前圍下橫梁及立柱同樣采用鋁合金型材,起到很好的防撞吸能效果,在受到正面撞擊時能有效保證駕乘安全空間,鋼鋁混合車門防撞結構沿用原高強鋼,有效防止駕駛室變形后車門不易打開的風險。鋼鋁混合駕駛室滿足ECE R29-03法規對乘員保護方面的要求,因各種新型材料、連接工藝實測數據參數庫較少,碰撞中連接點、焊縫模擬與實際性能或有差異。
7 結束語
本文通過輕量化車身技術路線及發展趨勢分析,提出了一種重型載貨汽車鋼鋁混合車身輕量化方案,基于該鋼鋁混合車身結構完成材料選型與連接工藝研究。并通過CAE仿真分析對鋼鋁混合車身模態、剛度、強度、疲勞、碰撞性能進行了仿真分析,各項指標均滿足車身設計指標,且較原鋼質車身有所提升,為后續鋼鋁混合車身結構設計、材料選用、連接工藝制定等提供參考。
參考文獻:
[1] 王鴻波, 何昌協. 鋁合金車身板材在汽車輕量化中的應用[J]. 世界有色金屬,2018(7): 186-187.
[2] 趙海峰. 鋼/鋁異種材料在熱力載荷共同作用下的結合行為研究[D]. 北京: 北京工業大學, 2015.
[3] 李永兵, 馬運五, 樓銘, 等. 輕量化多材料汽車車身連接技術進展[J]. 機械工程學報, 2016, 52(24): 1-23.
[4] 李巖, 胡志力, 于海洋, 等. 鋁與鋼異種材料連接技術及其研究進展[J]. 材料導報, 2020, 34(13): 13167-13174.
[5] 鄧超. 某重型卡車白車身模態分析[J]. 汽車實用技術, 2012(1): 5-9.