淺談汽車“一體式門環”熱沖壓成型工藝技術
2023-04-29 12:15:18林茂森王俊麗郭志勇
汽車工藝與材料 2023年7期
林茂森 王俊麗 郭志勇
摘要:分別從造型特征,斜度,圓角等方面,探討零件“結構工藝性設計”的合理性;從工藝型面構建及設置等方面,提出其“工藝面設計”的注意事項;從激光落料排樣闡述了“坯料設計”解決材料利用率低下的問題;從計算機輔助工程仿真過程闡述了“熱沖壓成型性分析”涉及的開發風險與管控。從以上4方面探討“一體式門環”開發過程涉及的熱沖壓成型工藝技術,為 “一體式門環”工藝技術開發提供了借鑒經驗,以便解決開發過程中存在的相關問題,同時也能更好地降低其開發成本及縮短其開發周期。
關鍵詞:一體式門環 熱沖壓 結構工藝性 工藝技術
中圖分類號:TH16???????????文獻標識碼:B????DOI: 10.19710/J.cnki.1003–8817.20230008
A Brief Discussion on Hot Stamping Forming Technologyof Automobile “Integrated Door Ring”
Lin Maosen, Wang Junli, Guo Zhiyong
(Geely Automobile Research Institute (Ningbo) Co., Ltd., Ningbo 315336)
Abstract: This paper?discussed?the rationality of “structural technology design” of the parts from the aspects of modeling feature, slope, and rounded corners and so on, and?proposed precautions for “process surface design” from aspects such as process surface construction and settings, and?elaborated on “blank design” to solve the problem of low material utilization rate though laser cutting and layout, the paper also?elaborated on the development risks and control involved in “hot stamping formability analysis” from CAE?simulation process. The paper?explored?the hot stamping forming process technology involved in the development process of “integrated door ring” from the above four aspects, providing reference experience for the development of “integrated door ring” process technology, in order to solve the relevant problems in the development process, and also better reduce its development cost and shorten its development cycle.
Keywords: Integrated door ring, Hot stamping, Structural technology, Process technology
1?前言
隨著汽車用戶安全意識的提升、標準法規對車身剛強度系數的要求提高以及汽車廠家對燃油經濟性的追求,在許多新車型開發過程中,引入了具備輕量化及高強度屬性的“一體式門環”產品。“一體式門環”是采用硼鋼,如22MnB5、B1500HS、CR950/1300HS等鋼板,經熱沖壓成型獲得一體式結構形狀的門環。該一體式結構的門環避免了傳統門環采用幾個零件進行拼焊所產生的加工費,其抗拉強度可達1?300?MP,不僅能夠滿足安全屬性要求,材料厚度比傳統門環薄,有利于降低車身質量,開發過程所采用的熱沖壓成型工藝技術是其開發成功與否的關鍵環節,為此,以某款已成功開發的車型的“一體式門環”產品為例,探討其熱沖壓成型工藝技術。
2?零件結構工藝性設計
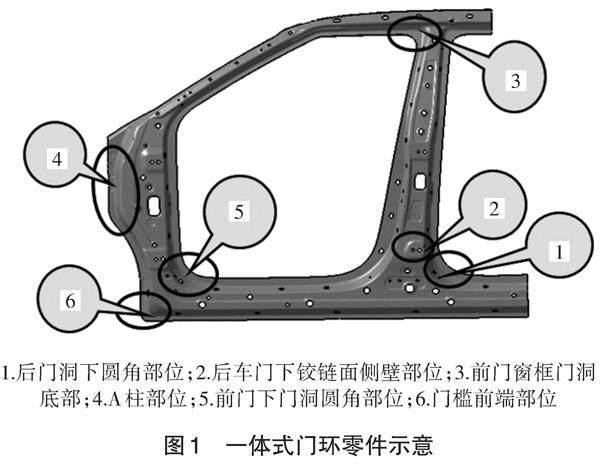
為了確保“一體式門環”經熱沖壓成型后能夠獲得無質量缺陷的工件,應考慮零件結構工藝性設計方面的要求。常見的“一體式門環”質量缺陷往往發生在圖1所示的6個部位,以下對這些部位的問題及解決方案進行闡述。
2.1 后門洞下圓角部位
后門洞下圓角部位為圖1的位置1,其常見的問題如下:
門洞分縫已定,其后門洞圓角R受“側圍外板”保持3?mm間隙的限制,門檻外板焊接面距離門洞焊接密封面的落差H較高,門洞密封面為伸長類的翻邊成型,其底部圓角及邊界處易開裂。解決方案如下:
a. 通過下門洞底部圓角盡量做大與緩過渡,或者做一斜面后再倒圓角,以減少過多進料產生較大拉應力而帶來底部圓角開裂,如圖2的方案1所示。
b. 從毛坯料型設計上做處理,將門洞圓角底部對應的料型邊界設計為大弧度邊界,而不采用小弧度邊界,以增強邊界抗撕裂能力,如圖2的方案2所示。
2.2 后車門下鉸鏈面側壁部位
后車門下鉸鏈面側壁部位為圖1的位置2,其常見的問題如下:
鉸鏈安裝面的Y向坐標值較大,與門洞焊接密封面落差大,在熱沖壓成型過程中此處先觸料(類似凸模圓角區域),隨著成型過程中進料阻力的作用,此處的材料厚度不斷減薄;其落差面的高度越大,鉸鏈面及側壁受拉減薄的程度也越大。解決方案如下:
因密封面及鉸鏈面所需平面大小布置空間的限制,無法通過調整鉸鏈面的X向及門洞分縫,而整體加大側壁斜度。為此,通過變相增大開裂風險區的斜度,而減小非開裂風險區的斜度,以既彌補空間布置上的限制,從而解決減薄超差問題,如圖3所示。
2.3 前門窗框門洞底部
前門窗框門洞底部為圖1的位置3,其常見的問題如下:
該窗框門洞的底部也是伸長類的翻邊成型,因其兩側壁的銳角夾角a較小,落差H較大,所以在窗框的門洞底部進料較難,易產生過分減薄開裂,如圖4所示,解決方案如下:
- 加大兩側壁之間的過渡圓角或者形狀做緩,減小該窗框門洞底部所需的進料量,避免過分減薄開裂,如圖5a所示。
- 通過附近區域做平緩減小進料阻力,從而避免底部的過分減薄開裂,如圖5b所示。
2.4 A柱部位
A柱部位為圖1的位置4,其常見的問題如下:
門環A柱部位常存在外凸弧造型,零件側壁及底面屬于壓縮類的翻邊成型,在成型過程中,板料邊界易起波浪,從而底面產生不平整及褶皺現象,如圖6所示,解決方案如下:
通過在底面上增加一些加強筋造型,把成型過程中多余的余料進行吸收,避免產生不平整及褶皺現象,如圖7a所示。
通過工藝補充上做個鼓包造型,吸收成型過程邊界不規則的波浪余料,從而減弱底面的不平整及褶皺現象,如圖7b所示。
2.5 前門下門洞圓角部位
前門下門洞圓角部位為圖1的位置5,其常見的問題如下:
許多門環此部位兩側壁間的圓角R較小,而與側圍外板搭接面到門洞密封面的高度H較大,R/H比值偏小;從而在門洞密封面邊界及底部圓角處較易發生開裂,調試也很困難。A門環產品的R/H比值較大,在實際開發中該門環無成型性問題,無過分減薄與開裂風險;而B門環產品的R/H比值較小,其底部圓角及密封面邊界較易開裂,如圖8所示,解決方案如下:
a.?對上下部位的圓角做緩,減小進料量及進料阻力,如圖9a所示。
b.?在毛坯邊緣對應的模具上增設上活動塊,該活動塊預先接觸門洞拐角的毛坯料邊緣。因熱板在高溫下比較軟,該活動塊在一定程度上能預先儲備部分材料,有利于減少下門洞底部成型所需的進料量,從而減弱其開裂風險,如圖9b所示。
c.?做結構方案設計時,參考經驗數據R/H≥2.1布置,以避免這種內翻孔伸長類的成型部位發生開裂。
2.6 門檻前端部位
門檻前端部位為圖1的位置6,其常見的問題如下:
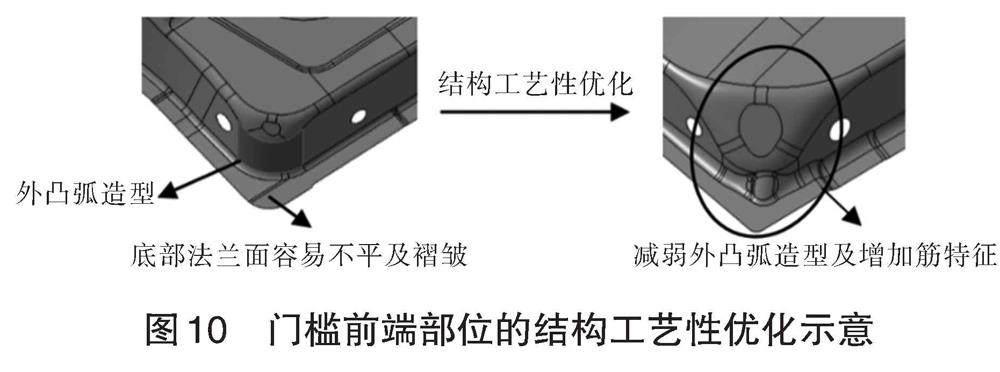
門檻前端處是外凸圓弧造型,其底部的法蘭面較容易產生不平及褶皺,解決方案如下:
減弱造型的外凸程度,如下圖進行構造大斜面造型;或在底部增加三角筋或者圓筋特征進行吸料以減弱底部法蘭面的不平及褶皺狀態,如圖10所示。
![]()
![]()
3?工藝面設計
因熱沖壓成型的“一體式門環”局部成型困難,無法采取冷沖壓的過拉延或者過翻邊的工藝,也無法采用先修邊后翻邊整形的工藝,其工藝面設計需注意以下事項:
a. 工藝面上需包含“一體式門環”所有的型面特征,避免在沖壓方向上出現負角;
b. “一體式門環”因涉及與A柱、門檻、B柱及上邊梁搭接,其空間型面特征較復雜,需構造一些輔助型面彌補原型面的急劇變化,使工藝面整體較平緩,板料均勻走料;
c. 在不影響成型性及材料利用率情況下,應避免分模線設置在門環產品的型面內部,避免成型后的坯料邊界位于下模壓邊圈上,保持壓邊圈和上模的間隙壓料;在模具閉合時不需要最終貼合,降低熱成型模具結構的復雜度;
d. 工藝面上按進料狀態及成型風險做一些平緩過渡造型、鼓包造型與加強筋等,并按需拆分各活動塊及壓邊圈,彌補成型過程中可能出現褶皺,開裂等質量缺陷。
4 坯料設計
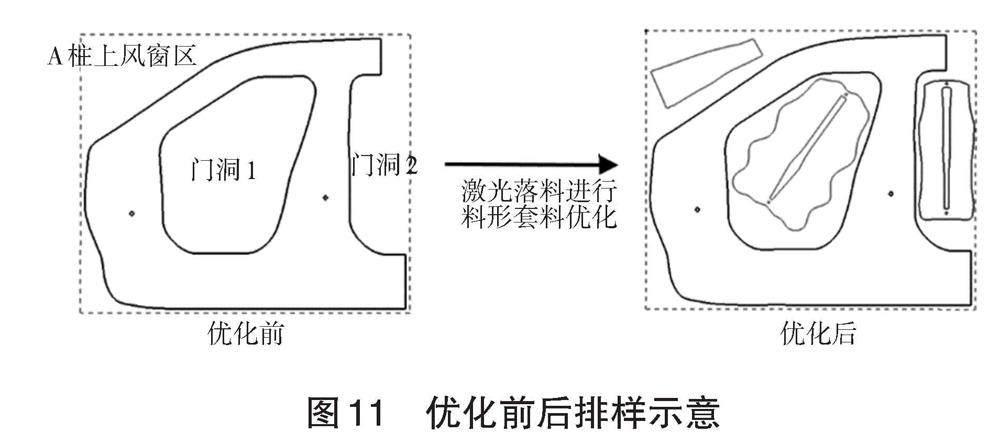
“一體式門環”矩形門環坯料存有門洞1、門洞2及A柱上風擋區,該區域材料無法利用。為此引入了激光落料的工藝方式,通過在門環門洞位置及A柱上風擋區等廢料區域,布置其他熱成型零件坯料的方法,解決其材料利用率偏低問題。經統計,采用激光落料工藝方式,“一體式門環”的材料利用率可以從原有42%左右提升至60%以上;從而消除較高的零件開發費用。優化前后的排樣,如圖11所示。
5?CAE熱沖壓成型性分析
為了提前規避工藝開發可能存在的成型性風險,同時為模具開發涉及活動塊拆分、行程、壓力設定以及水道初步設置等提供設計依據,引入了“一體式門環”的計算機輔助工程(Computer-Aided Engineering,CAE)的熱沖壓成型性分析技術。常見的熱沖壓成型性分析的仿真軟件有Auotform、Dynaform及Pam-stamp。以Autoform軟件為例,介紹“一體式門環”的熱沖壓成型工藝仿真技術的運用及過程,如下圖12所示。
通過以上步驟的CAE模型建立,可以獲得相對準確的計算結果。對于有成型性風險的區域,通過調整“一體式門環”的工藝面、重新拆分活動塊、重新設置壓力、行程等參數或合理修改零件結構等方式優化后重新計算分析,直至分析結果滿足成型性要求,以提前規避工藝開發過程風險。比如,針對2.2節中闡述的后車門下鉸鏈面側壁部位,存有分析開裂風險,通過結構工藝性的優化,提前規避工藝開發上的成型性風險,避免后期產生整改成本及延長開發周期,優化前后的CAE分析結果如圖13所示。對于精確的水道布置,在模具結構設計時,還需通過流體仿真軟件進行精算,以控制板料淬火工藝的冷卻速度符合材料的中文名稱(英文全稱,CTT)曲線等要求,為“一體式門環”在高溫下的奧氏體組織向馬氏體組織順利相變提供理論保障。
6 結束語
隨著汽車產業的快速發展以及低碳排放趨勢,輕量化屬性的“一體式門環”產品在新車型上的運用越來越多,其熱沖壓成型工藝技術也備受關注。針對“一體式門環”的常見區域質量問題,分析結構工藝性設計的解決方案;針對不同于冷沖壓工藝,分析工藝面設計需注意的事項;通過引入激光落料工藝方式,改善其坯料排樣布置;通過引入CAE的成型性分析,提前識別了工藝開發過程的成型性風險并進行相關管控。
參考文獻:
[1]?李奇涵.?沖壓成形工藝與模具設計(第三版)[M].?北京:?科學出版社,?2020.
[2] 陳輝,?景財年.?熱成型技術在汽車輕量化中的應用與發展[J]. 金屬熱處理,?2016(3): 61-66.
[3] 鄧本波,?魯后國,?唐程光.?汽車熱壓成型板研究與應用[J].?汽車技術,?2012(12): 62-64.
[4] 高云凱,?高大威,?余海燕,?等.?汽車用高強度鋼熱成形技術[J].?汽車技術,?2010(8): 56-59.
[5] 盈亮.?高強度鋼熱沖壓關鍵工藝試驗研究與應用[D]. 大連:?大連理工大學,?2013.
[6]胡巧珍,?王鳳蘭.?高強度鋼板在汽車上的應用[J]. 中國科技信息,?2005(18): 68-69.