熱電阻插入式平板角焊縫的全聚焦相控陣檢測技術研究
2023-04-29 00:44:03黃輝施方哲錢盛杰周常迪胡利晨
化工機械 2023年2期
黃輝 施方哲 錢盛杰 周常迪 胡利晨
摘 要 利用全聚焦相控陣成像技術對熱電阻產品中的插入式平板角焊縫進行了研究。利用CIVA軟件進行典型缺陷的缺陷響應分析,制定了無損檢測方法。經插入式平板角焊縫的相控陣超聲檢測試驗,成功檢測出焊縫內部的一處未熔合缺陷,并精確測得缺陷的尺寸。最后,總結了插入式平板角焊縫的全聚焦相控陣檢測方法。
關鍵詞 插入式平板角焊縫 熱電阻 全聚焦相控陣 CIVA仿真 超聲檢測
中圖分類號 TQ050.7? ?文獻標識碼 A? ?文章編號 0254?6094(2023)02?0175?05
溫度是過程控制系統中重要的被控變量之一。熱電阻是工業生產中進行溫度檢測最常用的元件之一,反應快,時間間隔相對較小,具有較高的精度、較好的長期穩定性,測溫范圍廣,可測特定部位或狹小場所的溫度,具有溫度調節、控制及放大等功能[1,2]。熱電阻傳感器是基于導體或者半導體電阻值隨溫度的變化而改變的特性進行溫度測量的。其連接裝置可以形成密封腔,是現場安裝的重要部分。該連接裝置往往采用插入式平板結構,其焊接質量是保證設備安全運行、不發生泄漏的關鍵;因此,有必要進行無損檢測。由于熱電阻的套管小,角焊縫尺寸也較小,且結構復雜,常規超聲和射線技術難以實施埋藏缺陷的檢測,因此僅采用滲透檢測技術進行表面缺陷的檢測。
全聚焦相控陣技術是近年來隨著高速處理器發展而出現的一種基于全矩陣數據采集的圖像后處理新技術[3]。全聚焦技術具有檢測靈敏度高、聲場覆蓋范圍廣、圖像信噪比高及缺陷形狀畸變小等優點[4]。因此,筆者采用全聚焦相控陣成像技術對熱電阻產品中的插入式平板角焊縫進行檢測研究。利用CIVA軟件的缺陷響應模塊仿真了坡口未熔合、根部未焊透等埋藏缺陷。確定了現有相控陣探頭對于插入式平板角焊縫檢測的可行性,并制定檢測工藝。在仿真的基礎上,進行檢測試驗研究,成功檢測出產品內部的一處坡口未熔合缺陷,并精確測得缺陷埋藏深度和自身高度。
1 插入式平板角焊縫的CIVA缺陷響應研究
CIVA軟件可用來設計或者優化無損檢測方法,預測在實際無損探傷工作中的檢測能力[5,6]。筆者利用CIVA軟件進行熱電阻中的插入式平板角焊縫結構的缺陷響應分析,分別討論了不同檢測模式下幾種典型缺陷的圖譜特征和缺陷測量,為進一步開展此類產品的檢測試驗奠定檢測工藝基礎。
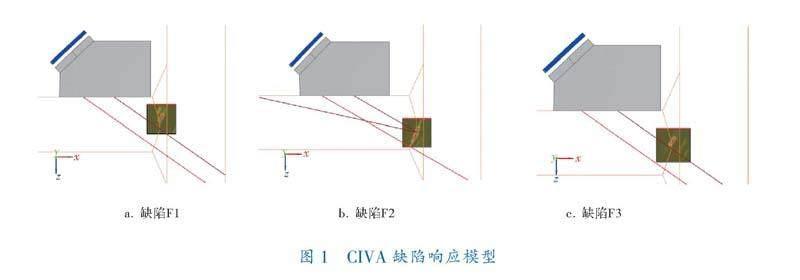
根據常見的熱電阻結構尺寸,在CIVA仿真軟件中建立熱電阻結構缺陷響應模型,如圖1所示。仿真模擬全聚焦相控陣對插入式平板角焊縫內部埋藏缺陷的響應情況。該結構在焊接過程中產生的主要缺陷類型為未熔合和根部未焊透,因此在仿真模型中添加未焊透、未熔合等缺陷。坡口類型為K型,試板厚度為15.9 mm,坡口角度為單側30°。角焊縫坡口處設置1個上坡口未熔合缺陷F1:深度為5.0 mm,自身高度為2.0 mm;1個下坡口未熔合缺陷F2:深度為10.0 mm,自身高度為2.0 mm;角焊縫根部設置1處未焊透缺陷F3:深度為8.0 mm,自身高度為2.0 mm。其中,未熔合用面狀矩形代替,未焊透用球狀孔代替。
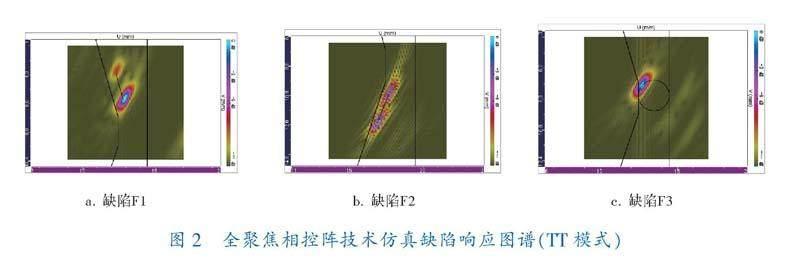
利用全聚焦相控陣技術仿真的缺陷響應圖譜如圖2所示。全聚焦相控陣TT模式(探頭發射的橫波與工件作用后產生反射橫波被探頭接收)可以較好地檢測出下坡口未熔合缺陷F2信號和根部未焊透缺陷F3信號。針對上坡口未熔合缺陷F1,僅得到上下兩個端點的衍射信號回波,且下尖端的回波信號比上尖端回波信號高約
10 dB,不利于缺陷定性,如圖2a所示。針對下坡口未熔合缺陷F2,得到沿著坡口的面狀缺陷形貌,未熔合面上的回波信號連續,未斷開,分布均勻,未熔合面的形貌與仿真模型中設置的未熔合缺陷基本一致,如圖2b所示。針對根部未焊透缺陷F3,在球狀孔的一側獲得較高的回波信號,如圖2c所示。
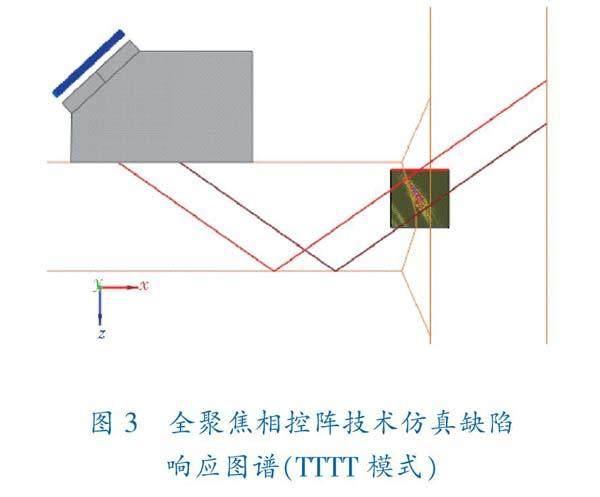
考慮到實際檢測過程中,探頭無法置于熱電阻的背面進行檢測,若存在上坡口未熔合缺陷,僅會得到如圖2a所示的缺陷信號,與實際未熔合缺陷信號形貌差異較大,且因探頭靈敏度較低,容易漏檢。因此,筆者提出了全聚焦TTTT模式檢測法,將探頭移動到一個合適的位置進行檢測。所謂全聚焦TTTT模式,指的是橫波發射經底面反射到缺陷處,再由缺陷反射經底面被探頭接收,根據上述橫波傳播特征進行計算即可得到TFM成像圖。利用全聚焦相控陣TTTT模式可以較好地檢測出上坡口未熔合缺陷F1信號,如圖3所示。
根據上述仿真結果可得,全聚焦相控陣能直觀、有效地實現對坡口未熔合和未焊透兩類缺陷的仿真成像,能實現缺陷的定位和定量。從缺陷的檢出情況和定性方面來分析,采用TT模式均可以檢測出上坡口未熔合缺陷、下坡口未熔合缺陷和根部未焊透缺陷,TTTT模式可以根據圖譜特征輔助上坡口未熔合缺陷的定性,從而實現了聲場在整個角焊縫的全覆蓋檢測。另一方面,采用TTTT模式也可以檢測出上坡口未熔合缺陷、下坡口未熔合缺陷和根部未焊透缺陷,但僅通過單一TTTT模式,難以實現下坡口未熔合缺陷的定性,需要輔以TT模式。總之,聯合使用TT和TTTT模式,才能獲得全面的缺陷特征圖譜,從而更好地實現缺陷的定性。從缺陷定量方面來分析,根據上坡口未熔合上下兩個端點的衍射回波間距所測得的自身高度較為準確,下坡口未熔合測得的缺陷自身高度略大于實際仿真尺寸,球孔狀未焊透的自身高度需要結合繞射波進行測量較為準確,否則會使缺陷定量變小。將上述3個缺陷的仿真情況總結于表1,缺陷的定量信息可由-6 dB法測量得到。
2 熱電阻產品的超聲檢測試驗
熱電阻的結構示意圖和實物圖分別如圖4所示。主體材料為316L SST;法蘭厚度為15.9 mm;角焊縫采用K型坡口,單側坡口角度為30°;實物圖背面存在4個深度為1 mm的槽。針對此類規格的插入式平板角焊縫,采用上文仿真中所述的方法進行全聚焦相控陣超聲檢測。熱電阻主體材料有晶粒粗大的特性,使得超聲波有一定程度的衰減,而所用試板厚度較小,焊縫結構也小,因此超聲波傳播聲程較小,其本身的衰減就比較小。此外,采用了基于全聚焦算法的相控陣檢測,能得到更高的圖像信噪比,從而進一步減弱了晶粒噪聲對缺陷信號的干擾。
采用全聚焦相控陣超聲檢測技術,將探頭置于平板法蘭上并緊靠角焊縫。保持探頭不動,通過手工旋轉插入式接管,將編碼器置于法蘭側面,能在檢測儀器中得到清晰完整的C掃描圖像。
圖5為全聚焦相控陣檢測圖譜,圖5a、b分別為全聚焦相控陣在熱電阻正面和背面檢測得到的圖譜。從圖中可以看出,全聚焦相控陣的界面左側為TFM成像圖,右側從上至下3幅圖分別為A掃、C掃(俯視圖)和D掃(側視圖)。正面檢測和背面檢測兩種方法均呈現出完整清晰的檢測圖像,對于背面4個槽、焊腳余高均呈現了較好的成像,與常規相控陣相比,全聚焦相控陣具有更高的檢測分辨率和信噪比,對于微小缺陷的檢測和結構回波的識別更具優勢。正面檢測圖中4個深度為1 mm的槽成像清晰,其深度和位置經測量與實際情況一致。背面檢測圖譜中,能清晰地識別出4個槽的結構信號,說明全聚焦相控陣的近表面盲區很小。
從圖5中還可以發現,利用全聚焦相控陣的TT模式,分別從正面和背面兩個方向檢測出了同一個缺陷信號。值得注意的是,采用TTTT模式會增大聲程,對缺陷的定量有一定的影響,建議在只能單面檢測時使用該方法。通過對兩幅圖譜的分析,結合CIVA仿真研究結果,可判斷該缺陷性質為坡口未熔合。從正面進行檢測,由于該缺陷處于K型坡口的上部,角度為70°附近的聲束可以探測到該缺陷,因此TT模式檢測出了兩個上下端點信號,且下端點信號靈敏度高于上端點的,這與CIVA仿真的結果基本一致。從背面進行檢測,角度為45°附近的聲束可以探測到該缺陷,因此TT模式檢測到了沿著坡口的面狀缺陷信號。通過TFM成像圖和D掃描成像圖可確定該缺陷深度為4.5 mm,通過C和D掃描成像圖可以看出該熱電阻角焊縫存在多處未熔合缺陷信號,其中較大一處缺陷的自身高度為1.6 mm,長度為78.0 mm。
3 結束語
筆者所述檢測方法是根據插入式平板角焊縫的結構特性,在仿真條件下制定專用檢測工藝,包括缺陷定位、定量和圖譜特征,因此只適用于接管與平板的焊接接頭埋藏缺陷的無損檢測。采用全聚焦相控陣技術對熱電阻插入式平板角焊縫中的典型焊接缺陷進行研究。結合CIVA仿真軟件制定的檢測方法,驗證了全聚焦相控陣技術對于此類特殊結構的檢測優勢。研究情況總結如下:
a. 利用CIVA軟件建立聲學模型,并設置常見的人工缺陷,可以制定熱電阻插入式平板角焊縫的超聲檢測方法。
b. 全聚焦相控陣超聲檢測技術可通過不同的檢測模式(TT模式/TTTT模式)獲得不同朝向位置的缺陷信號,有利于缺陷的定性。
c. 全聚焦相控陣超聲檢測技術成功檢測出熱電阻插入式平板角焊縫中的未熔合缺陷,并能進行精確的定位和定量。
參 考 文 獻
[1] 郭孝玲.熱電阻溫度計和熱電偶溫度計的比較與使用[J].中國金屬通報,2018(7):207;209.
[2] 周鵬程,王志.基于鉑電阻多測點溫度測量系統及其應用[J].傳感器與微系統,2019,38(6):158-160.
[3] 楊貴德,詹紅慶,陳偉,等.相控陣三維全聚焦成像檢測技術[J].無損檢測,2018,40(5):64-67.
[4] 強天鵬,楊貴德,杜南開,等.全聚焦相控陣技術聲場特性初探[J].無損檢測,2020,42(1):1-6.
[5]? GUO W C,QIAN S J,LING Z W,et al.Research on phased array ultrasonic technique for testing tube to tube?sheet welds of heat exchanger[C]//Proceedings of the ASME 2016 Pressure Vessels & Piping Conference.2016:1-5.
[6]? FOUCHER F,FERNANDEZ R.New applications of the NDT simulation platform CIVA[C]//Singapore International NDT Conference & Exhibition.2013:19-20.
(收稿日期:2022-03-11,修回日期:2023-03-30)
基金項目:浙江省質量技術監督系統科研計劃項目(20170143);浙江省市場監督管理局雛鷹計劃培育項目(CY2022219,CY2022225)。
作者簡介:黃輝(1984-),高級工程師,從事承壓設備檢驗檢測與科研工作,huanghuidh@163.com。
引用本文:黃輝,施方哲,錢盛杰,等.熱電阻插入式平板角焊縫的全聚焦相控陣檢測技術研究[J].化工機械,2023,50(2):175-178;231.
