基于內(nèi)聚力模型的氣波機振蕩管T型釬焊接頭峰值載荷分析
2023-04-29 00:44:03陳其中鄔岳偉邢愛冬李慶生
化工機械 2023年2期
陳其中 鄔岳偉 邢愛冬 李慶生


摘 要 基于內(nèi)聚力模型開發(fā)VUMAT子程序,用于氣波機釬焊接頭界面峰值載荷分析。根據(jù)拉伸剝離試驗確定T型釬焊接頭試樣的臨界內(nèi)聚能,分析焊縫缺陷對峰值載荷的影響。結(jié)果表明:T型釬焊接頭試樣的臨界內(nèi)聚能為25 mJ/mm2。通過對焊縫缺陷模型的分析,發(fā)現(xiàn)峰值載荷隨著焊縫缺陷長度的增加而減小,隨焊縫缺陷沿x軸正方向位置[0 mm→5 mm→10 mm]逐漸增大。故為保證釬焊質(zhì)量,焊縫缺陷不宜出現(xiàn)在T型釬焊接頭試樣前端部位。
關鍵詞 T型釬焊接頭試樣 內(nèi)聚力模型 VUMAT 峰值載荷 焊縫缺陷
中圖分類號 TH131.2? ?文獻標識碼 A? ?文章編號 0254?6094(2023)02?0226?06
氣波機是一種利用氣體壓力能膨脹制冷的新型制冷設備,具有制冷量大、制冷效率高、帶液運行能力強及可適應復雜工況等優(yōu)點[1],在天然氣脫水、航天航空及物料低溫粉碎等領域得到推廣應用。振蕩管由轉(zhuǎn)轂與葉片組成,是氣波機核心部件,以往制造采用整體機加工方式,存在加工難度大、制造效率低的問題。釬焊技術[2]具有工件焊后變形小、焊接過程高效、快捷等特點,適用于板翅式換熱器、汽輪機等設備的生產(chǎn)制造。筆者研究的振蕩管轉(zhuǎn)轂與葉片采用釬焊焊接,簡化了制造工藝,提高了氣波機的生產(chǎn)效率。轉(zhuǎn)轂與葉片釬焊接頭為T型結(jié)構(gòu),峰值載荷是T型釬焊接頭界面拉伸剝離過程的最大載荷,能夠清晰地反映T型釬焊接頭界面失效的初始狀態(tài)。研究峰值載荷對于評價氣波機T型釬焊接頭的焊接質(zhì)量具有重要意義。
內(nèi)聚力模型是反映彈塑性材料裂紋尖端塑性變形和描述材料界面分離不連續(xù)斷裂行為的理論模型。采用能量損傷演化準則的內(nèi)聚力模型不僅可用于評價釬焊接頭的強度,而且能夠模擬釬焊接頭界面分離過程。因此內(nèi)聚力模型廣泛運用于釬焊接頭的性能研究。陳興等采用內(nèi)聚力模型研究了三點彎釬焊接頭裂紋擴展過程,發(fā)現(xiàn)釬焊接頭最大起裂載荷試驗值與模擬值吻合程度較好[3]。譚菊妮采用實驗和數(shù)值模擬方法分析了304L/BNi?2釬焊接頭性能,發(fā)現(xiàn)增加304L母材厚度能夠延緩釬焊接頭焊縫處的裂紋萌生[4]。拓宏亮等開發(fā)了內(nèi)聚力本構(gòu)VUMAT子程序用于分析L型膠接接頭分層擴展過程,發(fā)現(xiàn)載荷-位移曲線的模擬值與實驗值吻合較好,且失效載荷模擬值與實驗值誤差僅為2%[5]。侯宇菲等開發(fā)了指數(shù)型內(nèi)聚力模型VUMAT子程序和雙線性內(nèi)聚力模型,通過研究復合固體推進劑細觀損傷,發(fā)現(xiàn)指數(shù)型內(nèi)聚力模型能夠較好地描述延彈性材料損傷[6]。
筆者采用內(nèi)聚力模型進行T型釬焊接頭試樣峰值載荷研究。開發(fā)內(nèi)聚力模型VUMAT子程序,通過試驗確定釬焊接頭臨界內(nèi)聚能,分析焊縫缺陷長度、焊縫缺陷位置對T型釬焊接頭試樣峰值載荷的影響,為氣波機的推廣應用提供支持。
1 理論分析
圖1為內(nèi)聚力模型。其中,O為起始點,加載時界面強度沿線段OA上升,當越過臨界點A后,界面強度沿線段AC下降。由線段OA、AC、CO圍成的面積即為臨界內(nèi)聚能φ。
內(nèi)聚力本構(gòu)關系如下[7]:
式中 δ——拉伸位移,mm;
δ——臨界位移,mm;
δ——失效位移,mm;
σ——界面強度,MPa;
σ——最大界面強度,MPa。
開發(fā)內(nèi)聚力模型VUMAT子程序,計算流程如圖2所示。
2 模型驗證
采用文獻[8]中的數(shù)值模型驗證筆者所開發(fā)VUMAT子程序的合理性。圖3為文中模擬值與文獻值[8]載荷-位移曲線對比,峰值載荷模擬值與文獻值相對誤差為2.6%。誤差在可接受范圍內(nèi),驗證了筆者所開發(fā)的內(nèi)聚力模型VUMAT子程序的正確性。
3 試驗
3.1 試驗設備與試樣尺寸
采用MTS311.32型液壓伺服疲勞試驗機進行拉伸剝離試驗,試驗加載速率為0.5 mm/min。圖4為試樣加載現(xiàn)場圖。圖5為T型釬焊接頭試樣尺寸,釬焊接頭母材為304L鋼板,釬料為T2紫銅。
3.2 試驗結(jié)果
圖6為T型釬焊接頭試樣試驗獲得的載荷-位移曲線,曲線呈現(xiàn)出彈性上升、快速下降和穩(wěn)定下降3個階段,階段劃分方法如圖7所示。在彈性上升階段,載荷與位移呈現(xiàn)近似線性上升關系,載荷隨著位移的增加而增大,其載荷最大值為峰值載荷;在穩(wěn)定下降階段,載荷緩慢下降并趨于穩(wěn)定,其載荷最小值為穩(wěn)定載荷。
如圖6所示,試樣1、2的峰值載荷試驗值分別是3 342.24、3 881.42 N,兩者平均值為3 611.83 N;試樣1、2的穩(wěn)定載荷試驗值分別是1 386.04、
1 406.66 N,兩者平均值為1 396.35 N。試樣1、2的載荷-位移曲線吻合程度較高。
4 有限元分析
4.1 模型建立
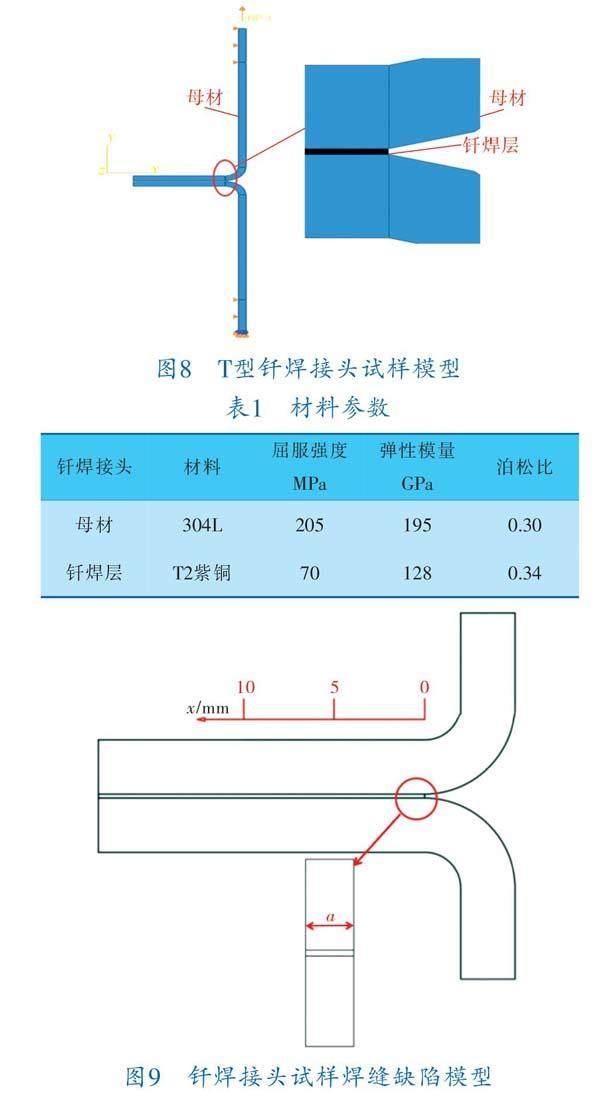
建立T型釬焊接頭試樣模型(圖8),邊界條件與試驗約束條件一致,模型上端施加垂直向上載荷,下端采用固定約束,同時控制上端和下端水平方向位移。釬焊層采用Abaqus軟件內(nèi)聚力單元COH2D4,母材采用平面應變單元CPE4R。材料參數(shù)列于表1。焊縫缺陷考慮了焊縫缺陷位置、焊縫缺陷長度對T型釬焊接頭試樣峰值載荷的影響。以T型釬焊接頭釬焊層右端為起始點,取水平向左方向建立x軸坐標系。在x為0、5、10 mm處設置焊縫缺陷,缺陷長度a分別為0.60、0.70、0.85 mm,如圖9所示。根據(jù)焊縫缺陷長度和設置位置,分別設置10個計算模型(表2)。
4.2 臨界內(nèi)聚能的確定
臨界內(nèi)聚能φ反映了材料界面在抵抗破壞時吸收的能量。釬焊接頭拉伸剝離試驗存在復雜的塑性變形,塑性變形耗散了部分T型釬焊接頭試樣能量,故釬焊接頭臨界內(nèi)聚能取值需要考慮扣除塑性變形能量,T型釬焊接頭試樣臨界內(nèi)聚能φ應小于總能量G。總能量G計算式如下[9]:
由試驗得到T型釬焊接頭試樣的穩(wěn)定載荷平均值為1 396.35 N,當試樣寬度為15 mm時,總能量G=186.18 mJ/mm2。選取不同臨界內(nèi)聚能,運用內(nèi)聚力VUMAT子程序分別計算峰值載荷與穩(wěn)定載荷,并與試驗結(jié)果進行比較。
圖10為不同臨界內(nèi)聚能的分析模型載荷-位移曲線。表3、4分別列出了峰值載荷模擬值、穩(wěn)定載荷模擬值與試驗值的相對誤差。由表3、4可知,當臨界內(nèi)聚能φ=25 mJ/mm2時,峰值載荷模擬值、穩(wěn)定載荷模擬值與試驗值的相對誤差均小于20%,誤差在可接受范圍內(nèi);而其余臨界內(nèi)聚能下相對誤差均大于20%。
當臨界內(nèi)聚能φ=25 mJ/mm2時,運用內(nèi)聚力模型VUMAT子程序計算得出載荷-位移曲線(圖11),由圖11可以看出,載荷-位移曲線模擬值、試驗值吻合較好,故確定304L/T2紫銅T型釬焊接頭試樣的臨界內(nèi)聚能為25 mJ/mm2。
4.3 焊縫缺陷的影響
圖12為x=0 mm處缺陷模型1、2、3、4的載荷-位移曲線,其峰值載荷分別為3 153、2 915、2 891、2 850 N。缺陷模型2、3、4與缺陷模型1比較后發(fā)現(xiàn),峰值載荷降幅分別為7.5%、8.3%、9.6%,表明峰值載荷隨著焊縫缺陷長度增加而減小。
圖13給出了T型釬焊接頭試樣缺陷模型2、3、4、5、6、7、8、9、10的峰值載荷。由圖可知,當x=0 mm、x=5 mm處出現(xiàn)焊縫缺陷時,峰值載荷隨著焊縫缺陷長度的增加而降低;而x=0 mm處出現(xiàn)的焊縫缺陷引起T型釬焊接頭試樣峰值載荷的減小更加顯著。故為保證焊接質(zhì)量,在T型釬焊接頭試樣前端部位(x=0 mm)不宜出現(xiàn)焊縫缺陷;若此位置焊縫缺陷不可避免時,應將焊縫缺陷長度控制在合理范圍內(nèi)。
5 結(jié)論
5.1 基于內(nèi)聚力模型開發(fā)了VUMAT子程序,用于氣波機釬焊接頭界面峰值載荷分析。通過試驗獲得304L/T2紫銅T型釬焊接頭試樣的載荷-位移曲線。采用模擬與試驗相結(jié)合的方法確定了T型釬焊接頭試樣的臨界內(nèi)聚能為25 mJ/mm2。
5.2 分析焊縫缺陷對T型釬焊接頭試樣峰值載荷影響,在焊縫缺陷位置x=0 mm處,當焊縫缺陷長度a為0.60、0.70、0.85 mm時,其峰值載荷降幅分別為7.5%、8.3%、9.6%,表明峰值載荷隨著焊縫缺陷長度的增加逐漸減小;此外,發(fā)現(xiàn)峰值載荷隨著焊縫缺陷沿x軸正方向位置[0 mm→5 mm→10 mm]改變而增大。故為保證釬焊焊接質(zhì)量,應減小焊縫缺陷長度,且焊縫缺陷不宜出現(xiàn)在釬焊接頭前端部位。
參 考 文 獻
[1] 陳圣濤.靜止式氣波制冷機振蕩與制冷特性的研究[D].大連:大連理工大學,2008.
[2] 楊紅波.釬焊技術在大型發(fā)電機制造中的應用研究[J].科技資訊,2021,19(28):51-53.
[3] 陳興,周幗彥,舒雙文,等.三點彎釬焊接頭裂紋擴展數(shù)值模擬[J].化工機械,2014,41(6):779-783.
[4] 譚菊妮.基于內(nèi)聚力模型的釬焊接頭疲勞裂紋擴展有限元計算[D].青島:中國石油大學(華東),2018.
[5] 拓宏亮,盧智先,馬曉平,等.基于內(nèi)聚力行為的復合材料L型膠接接頭分層擴展研究[J].西北工業(yè)大學學報,2021,39(2):309-316.
[6] 侯宇菲,許進升,陳雄,等.考慮顆粒形狀的復合固體推進劑細觀損傷分析[J].固體火箭技術,2019,42(4):440-446;475.
[7]? ? STEPHEN JIMENEZ,RAVINDRA DUDDU.On the pa? rametric sensitivity of cohesive zone models for highcycle fatigue delamination of composites[J].International Journal of Solids and Structures,2016,82.DOI: 10.1016/j.ijsolstr.2015.10.015.
[8] 陳志穎.基于內(nèi)聚力模型的鋼-鋁接頭結(jié)合界面強度研究[D].大連:大連理工大學,2020.
[9] GEORGIOU I,HADAVINIA H,IVANKOVIC A,et al.Cohesive zone models and the plastically deforming peel test[J].Journal of Adhesion,2003,79(3):239-265.DOI:10.1080/00218460309555.
(收稿日期:2022-06-07,修回日期:2023-03-02)
基金項目:國家重點研發(fā)計劃項目(2018YFA0704604)。
作者簡介:陳其中(1996-),碩士研究生,從事機械結(jié)構(gòu)強度研究。
通訊作者:李慶生(1969-),教授,從事過程裝備結(jié)構(gòu)強度及高效傳熱傳質(zhì)設備技術應用研究,lqsh@njtech.edu.cn。
引用本文:陳其中,鄔岳偉,邢愛冬,等.基于內(nèi)聚力模型的氣波機振蕩管T型釬焊接頭峰值載荷分析[J].化工機械,2023,50(2):226-231.
