中厚板4 300 mm產線鋼板頭部蛇狀缺陷攻關與研究
2023-04-29 00:44:03馬鳴
冶金信息導刊 2023年3期
關鍵詞:電氣自動化控制
馬鳴
摘 要:鋼板頭部蛇狀缺陷是鋼板頭部翹曲的一種,其形成有很多相互關聯的影響因素:鋼坯上下表面溫度,壓下系統的穩定性、壓下量,主傳動系統上下工作輥的機械特性,傳動控制系統的性能等都是影響鋼板產生形變的因素,研究攻關過程中需要多專業配合解決,從多處進行分析。本文依托4 300 mm中厚板產線鋼板“雪橇”頭蛇狀缺陷攻關項目,通過對軋制過程進行分析研究,結合現場實際條件,從電氣自動化方面入手優化控制參數,有效降低鋼板“雪橇”頭蛇狀缺陷的產生,解決了4 300 mm中厚板產線生產中的鋼板“雪橇”頭蛇狀缺陷問題。
關鍵詞:軋制;板形;電氣自動化控制
RESEARCH ON SNAKE-LIKE DEFECTS OF STEEL PLATE SLED HEAD IN 4 300 mm PRODUCTION LINE
Ma Ming
(ShanXin Software CO., Ltd.? ? Jinan? ? 250101,China)
Abstract:There are many interrelated factors affecting the formation of the "sled" head: the temperature of the upper and lower surface of the billet, the stability of the screwdown system, the amount of screwdown, the mechanical characteristics of the upper and lower working rolls of the main drive system, and the performance of the drive control system are all factors that affect the deformation of the steel plate. In the process of research on public relations, it needs to be solved by cooperation of multiple disciplines and analyzed from multiple aspects. Based on the tackling project of snake-like defects of steel plate sled head in 4 300 mm plate production line, this paper analyzes and studies the rolling process, combines with the actual conditions of the site, optimizes the control parameters from the aspect of electrical automation, effectively reduces the snake-like defects of steel plate "sled" head, and solves the snake-like defects of steel plate "sled" head in 4 300 mm plate production line.
Key words:rolling mill;plate shape; eletricc-automatic control
0? ? 前? ? 言
中厚板在軋制過程時,要求鋼板頭部微微翹起,鋼板頭部位置呈“雪橇”狀,即具有“雪橇”特性,又被稱為雪橇頭。這種類似“雪橇”的向上彎曲將減少鋼板頭部鉆入輥道中的同時還會減少材料運輸過程中的沖擊,降低輥道軸承上的負載。鋼板在軋制過程中頭部位置出現類似蛇狀的缺陷(又被稱為“S ”type head end),鋼板頭部先是出現翹頭,然后出現扣頭現象,究其根本是軋件在軋制生產過程中的內應力不均勻分布或者因金屬流動特性導致其產生的非對稱變形。鋼板頭部有兩種翹曲類型:彎曲部分在頭部且向上稱之為翹頭,頭部彎曲向下稱之為扣頭。鋼板扣頭會導致鋼板離開軋機機架,向后運輸的過程中會產生跳躍,造成預矯直機無法正常矯直,影響軋制節奏,嚴重時鋼板頭部會扎入運輸輥道中間,出現事故停機。
1? ? 鋼板頭部蛇狀缺陷原因分析
鋼板頭部出現蛇狀缺陷原因分析首先要從鋼板頭部為什么會出現翹曲入手。生產實際表明,軋件頭部彎曲現象隨工藝和設備參數的變化而發生較大的變化,比如隨轉速比、壓下率、來料厚度、鋼坯上下表面溫度、壓下系統的穩定性或傳動控制系統的性能等都是影響鋼板產生形變的因素。導致軋件頭部向上或向下都可能發生彎曲,軋件頭部彎曲的實質是軋件頭部上下側延伸不均。從金屬質點運動速度方面來講,軋機出口處上下側金屬質點運動水平速度不對稱,軋件頭部向延伸較小或水平速度較慢側彎曲。而鋼板上下側出口水平速度與軋機上下傳動裝置線速度和上下輥前滑區域金屬延伸變形有關。因此,凡是影響變形區應力狀態、變形抗力或上下傳動速度不對稱的因素,都會影響軋出的鋼板出現頭部翹曲[1]。
1.1? ? 軋制速度對鋼板頭部翹曲的影響
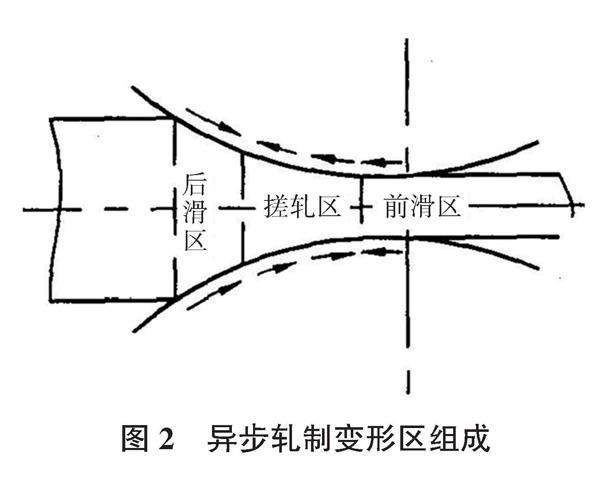
4 300 mm軋機由于輥徑不同,轉速相同,在軋制過程中被稱為異步軋制。異步軋制又被稱作為非對稱軋制,指兩個工作輥表面線速度不相等的一種軋制方法。因其上下輥在軋制鋼板過程中線速度不同,導致鋼板上下表面前進速度不一致。此時,軋制時變形區金屬質點的流動規律和應力分布均有區別于同步軋制。慢速輥側的中性點向形變區入口側移動,快速輥側中性點向變形出口側移動。由于上下軋輥速度不同導致變形區內上下表面的摩擦力方向完全相反,形成了“后滑區”、“搓軋區”和“前滑區”。因“前滑區”上下面金屬質點的延伸率以及其出口流動速度不一致,最后會導致鋼板頭部出現翹曲的情況。中厚板軋機正是利用這一原理來實現“SKI”功能,在軋機機架咬入鋼板之前對主傳動上下輥的速度進行調整,通過輥速差來控制鋼板頭部的翹頭或扣頭。
1.2? ? 鋼板頭部蛇狀缺陷產生原因分析
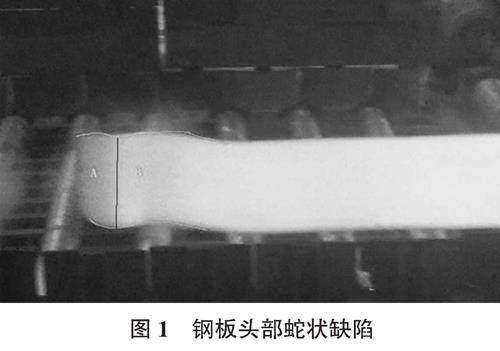
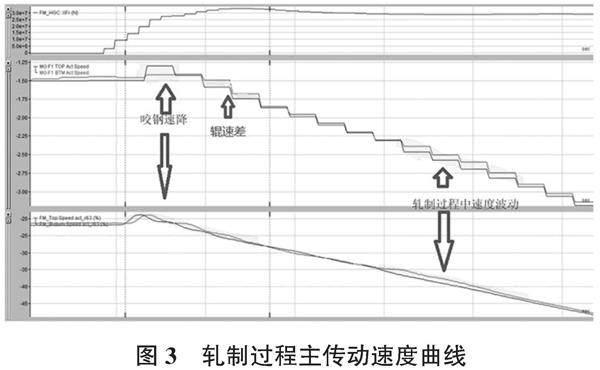
中厚板軋機有“SKI”控制功能來控制鋼板頭部扣翹,出現鋼板頭部蛇狀的缺陷的是因為“雪橇頭”軋制過程中出現向兩個截然不同方向動作的結果,如圖1所示,A部分為“雪橇頭”向上,俗稱為鋼板翹頭;B部分為“雪橇頭”向下,俗稱為鋼板扣頭。通過分析采集到上下位主傳動電機軋制過程的PDA數據發現:精軋主電機在咬鋼之前已經達到L2計算的速度設定值,由于“SKI”功能起作用,為保證鋼板頭部保持雪橇狀翹頭,下位主電機的設定及實際速度要低于上位主電機,此時正常。在精軋機在咬鋼之后,主傳動電機受到機架軋制力沖擊,主電機出現降速,此時下位電機速度小于上位電機,上工作輥負荷大于下工作輥,此時鋼板頭部同樣會因為上下輥速差形成扣頭。此外,軋制過程中,精軋上下位電機在軋件頭部區域出現非常明顯的速度波動。由于速度下降,“SKI”功能無法正確應用。
2? ? 攻關解決
2.1? ? 主傳動電機速度跟隨差問題攻關
經過對軋制速度曲線、加減速力矩、電力曲線等資料認真分析比對發現粗軋精軋主傳動裝置參數存在部分優化的空間,目前投用的主傳動裝置參數使得電機特性調速性能較差,速度跟隨情況差,達不到L2系統下發的軋制速度限幅值。
首先檢查粗軋和精軋主電機的中的加速力矩補償:
其中:SM150的CFC塊TQA100是附加力矩的給定接口:
TQA100.X1,即TQ_ADD輸入是自動化的附加力矩給定。
TQA100.X2,即TQ_CECO輸入是0。
TQA100.X3,即TQADD_LOB輸入是傳動的力矩負荷觀測器。
TQA100.Y,即TQ_ADD輸出是所有附加力矩的輸出。
電機在加減速測試時發現所有來自基礎自動化系統的附加力矩補償輸出都是0,沒有起到加速補償的作用。
根據測試結果,在傳動裝置中通過調整參數增加P1496增加加速力矩補償后再次進行測試,測試結果如圖6。
從測試曲線上可以看出,隨著傳動裝置參數中P1496加速力矩補償值從0逐漸增大時,主傳動電機在空載轉動過程中,速度實際值與設定值的偏差越來越小,由此說明此時主傳動電機在加速時速度跟隨問題有了極大改善。
2.2? ? 軋機主電機咬鋼速降問題攻關
咬鋼速降問題從現場實際軋鋼情況來看,傳動里粗軋上輥的速度特性比下輥的速度特性稍弱,即面對同樣的負荷,上輥速降會比下輥速降稍微大一點,目的更利于雪橇頭功能完成。實際情況是鋼的上下表面溫差較大,上輥速降會比下輥速降大約小于2%左右。粗軋機上輥的咬鋼速降大概在6.5%,粗軋機下輥的咬鋼速降在4.5%精軋機 上輥的速降在6%以內,精軋機下輥的速降在4%以內。
精軋機部分鋼種咬鋼力矩電流達到95%。解決辦法是是在L1自動化系統里增加咬鋼速降補償功能,即咬鋼之前增加一小部分轉速,在咬鋼過程中再把這部分增加的速度撤出,來彌補咬鋼速降。
3? ? 結? ? 語
“雪橇”頭形成有很多個相互關聯的影響因素:鋼坯上下表面溫度,壓下系統的穩定性、壓下量,傳動控制系統的性能等都是影響鋼板產生形變的因素,研究攻關過程中需要多專業配合解決,從多處進行分析。參數修改優化之后,“雪橇“特性很好,避免了下扣類事故的發生,避免了預矯無法咬鋼的情況,提高了軋制節奏,提高了成材率,對保護機前機后機械設備特別是主傳動設備起到了顯著的作用。
參考文獻
[1]? ? 程曉茹,胡衍生,李虎興,等.中厚板軋制軋件頭部彎曲預報模型[J].軋鋼,2001,(6):9-11.
[2]? ? 宋耀華,張翔,王繼平,等.預防中厚板軋制頭部下扣途徑探討[J].武鋼技術,2000(4):24-28.
[3]? ? 王廣科,孔偉,劉健,等.厚板軋制中翹頭原因分析及解決措施[J].寶鋼技術,2012(3):47-51.
[4]? ? 張明智.SM150變頻調速系統的應用及性能測試[J].電子技術與軟件工程,2015(10):128-129.
[5]? ? 王立剛.利用負載優化實現中板軋制翹頭控制[J].甘肅冶金,2012,34(5):43-44.
[6]? ? 陳輝. 中板軋制過程翹扣頭形成機理及控制研究[D].安徽:安徽工業大學,2018.
猜你喜歡
科技創新與應用(2017年8期)2017-04-26 13:42:17
數字技術與應用(2017年1期)2017-04-25 23:24:17
進出口經理人(2016年13期)2017-04-18 22:59:48
數字技術與應用(2016年12期)2017-04-15 12:07:16
企業文化·下旬刊(2017年2期)2017-04-01 11:04:28
企業技術開發·下旬刊(2016年9期)2016-11-23 02:38:51
中國科技博覽(2016年7期)2016-04-25 06:29:14
科技與創新(2015年22期)2015-12-02 23:43:00
科技與創新(2015年20期)2015-10-29 04:30:29
數字技術與應用(2015年2期)2015-06-18 06:46:32