厚規格Grade50板材開裂分析及工藝優化
2023-04-29 00:44:03孟慶義巨偉鋒張洪杰趙光徐寬
冶金信息導刊 2023年2期
孟慶義?巨偉鋒?張洪杰?趙光?徐寬
摘 要:20年以來,受政策和環境的雙重影響鋼材市場逐漸低迷,各大鋼鐵企業都面臨著產線、產品轉型的嚴峻挑戰。基于Grade50板材在熱軋規格切換過程中出現的質量問題,結合客戶端質量問題識別、材料性能分析以及產線工藝監控等手段,對厚規格板材出現的組織、性能不均勻等問題進行了深入剖析,基本判定貝氏體含量偏高、材料斷后延伸率不穩定是造成客戶端鞍座件沖壓開裂的直接原因。同時依托于板材生產過程中的貝氏體轉變機理及組織特性分析,圍繞冷卻速率控制對板材性能的影響,制定了降低軋制速率、調整層冷模式、規范工藝監控等多項產線工藝優化措施,有效地提升了材料組織性能穩定性及客戶端應用效果。
關鍵詞:Grade50;問題識別;組織分析;貝氏體;工藝研究
CRACKING ANALYSIS AND PROCESS OPTIMIZATION OF GRADE50 SLAB WITH THICK SPECIFICATIONS
Meng Qingyi Ju Weifeng Zhang Hongjie Zhao Guang Xu Kuan
(Technology Center of Tangshan Iron and Steel Co.,Ltd. Tangshan 063016, China)
Abstract:In the past 20 years, the steel market has been gradually depressed due to the dual influence of policy and environment, and the major steel enterprises are facing the severe challenge of production line and product transformation. In this paper, based on the quality problems that occur in Grade50 slabs during the hot rolling specification switching process, combining with the client quality problem identification, material performance analysis and production line process monitoring, this paper makes an in-depth analysis of the uneven organization and performance of thick specification slabs. It is concluded that high bainite content and unstable elongation after fracture are the direct causes of stamping cracking of client saddle parts. Based on the analysis of bainite transformation mechanism and microstructure characteristics in the production process of sheet metal, focusing on the influence of cooling rate control on the properties of sheet metal, a number of production line process optimization measures such as reducing the rolling rate, adjusting the layer cooling mode and standardizing the process monitoring were developed, which effectively improved the stability of material microstructure and properties and the application effect of client.
Key words:grade 50; problem identification; microstructure analysis; bainite; process research
0 前 言
我國是產鋼大國,據不完全統計2020年我國粗鋼產量達到了10.65億t,其中中高強鋼就占比20%[1]。而其中Grade50 是極具代表性的鋼種,主要用于橋梁、車輛、船舶、建筑等多個行業。20年以來受各方面因素影響鋼鐵市場日漸低迷,各大鋼廠粗鋼產量逐漸收緊,為緩解、應對當前局勢各大企業紛紛進行了產線、產品的轉型,而隨著相關進程的推進各種質量問題又隨之出現。本文主要針對厚規格Grade50板材在熱軋規格切換過程中出現的生產、質量問題,從問題識別→性能分析→工藝優化進行了全流程剖析,從客戶端、材料端、產線等多角度進行了深入研究,不僅指出了板材軋制規格切換過程中冷卻工藝與板材厚度的不匹配性問題,同時也為產線優化、工藝提升提供了建議。
1 質量問題識別
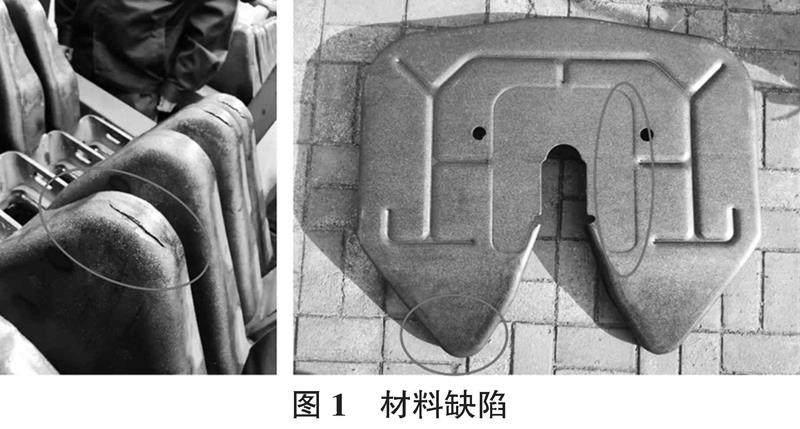
某單位沖壓廠生產卡車鞍座用材料Grade50,規格7.0 mm×1 800 mm。在使用過程中發現產品沖壓開裂,致多件產品嚴重開裂、無法使用報廢處理,給客戶造成嚴重的損失,現場缺陷照片如圖1所示。
從開裂表象來看,開裂部位主要集中于R角和加強筋處:R角處變形量大,開裂明顯;加強筋處變形量小,裂紋尺寸也較小,有時肉眼難以察覺,但通過著色探傷后可以發現。結合現場實際生產情況,調整沖壓參數、涂油量等相關成型工藝開裂現象并未得到明顯優化,基本判定開裂主要由材料性能波動造成。
2 組織、性能分析及討論
為進一步明確產品開裂的根本原因,就客戶提供的相關開裂樣品及正常件進行了取樣分析,并初步制定了包括成分、組織、拉伸等試驗在內的問題分析方案。
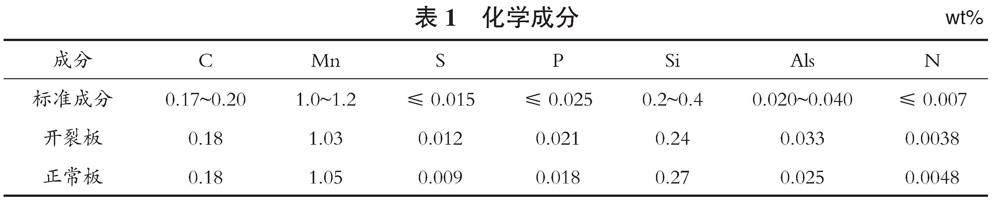
正常板和開裂板的化學成分如表1所示。
從成分角度來看,正常板、開裂板的數值差別不大,基本滿足標準成分需求。
為進一步深入分析板材內部金相組織與樣件開裂之間的關系,分別取樣正常板料及開裂板料的邊部及心部進行試樣,對比其組織構成及分布情況,不難發現正常板中心部位組織在板寬的不同部位差別較小,同時其材料均勻性也更為優異,鐵素體和貝氏體含量差別不大,如圖2所示。
反觀開裂板料在板寬邊部的表面鐵素體含量明顯高于板寬中心部位,同時開裂板相同板寬部位沿厚度方向的組織均勻性也較差,從邊部到心部鐵素體含量逐漸減少,貝氏體含量逐漸增加。
從材料拉伸性能試驗來看,開裂板料在板寬位置的橫、縱向斷后伸長率相差11.5%,同時其寬度方向不同部位(板寬邊部、板寬中心)的縱向試樣強度和塑性亦存在明顯差別(抗拉相差32 MPa、屈服差54 MPa,伸長率相差9%),如表2所示。
綜合上述相關試驗結果表明,正常板和開裂板在組織和性能上確實存在一定差異。與正常板料相比開裂板本身的顯微組織和性能均勻性相對較差,貝氏體含量明顯高于前者,同時裂板本身的板寬不同部位以及橫縱向性能差別較大,斷后伸長率差異顯著(橫向伸長率相差9%)。貝氏體含量偏高、斷后延伸率不穩定也是造成鞍座件沖壓開裂的直接原因。
3 機理及產線工藝研究
3.1 貝氏體的產生機理分析
鋼中貝氏體是過冷奧氏體在珠光體轉變和馬氏體轉變之間的中溫區域的分解產物,一般為鐵素體和碳化物組成的兩相混合物。貝氏體既有珠光體轉變的某些特征,又有馬氏體轉變的某些特征,這給貝氏體帶來復雜的相變性質和多樣的組織形態。影響貝氏體組織形態除內在因素諸如鋼的化學成分和母相組織以外,外在因素即熱加工工藝也是至關重要的因素[2]。
結合產線板材生產過程中貝氏體的產生機理分析,在珠光體轉變溫度與馬氏體轉變溫度形成的區間溫度范圍內,過冷奧氏體發生貝氏體轉變。同時根據貝氏體的不同形態又分為上貝氏體和下貝氏體。上貝氏體轉變溫度在350~600 ℃之間,呈羽毛狀,在顯微鏡下觀測是由許多互相平行的過飽和鐵素體片和分布在片間的斷續細小的滲碳體組成的混合物,其硬度較高可達HRC40-45[3]。但由于其鐵素體片較粗,因此塑性和韌性較差,其含量的增高也會造成鋼帶力學性能的波動。而下貝氏體轉變溫度在230~350 ℃之間,呈雙凸透鏡狀,在顯微鏡下可以觀測到下貝氏體中碳化物的形態,它們細小、彌散,呈粒狀或短條狀,沿著與鐵素體長軸成55°~65°角取向平行排列,但由于形成溫度偏低,結合板材軋制溫度區間范圍其對材料組織、性能影響有限,故本文所述貝氏體均為上貝氏體。由CCT組織轉變曲線分析,影響冷卻后貝氏體組織比例的原因主要受冷卻速率影響。隨著冷卻速度的增大鐵素體晶粒明顯細化珠光體在組織中更為彌散地分布;冷卻速度進一步增大時,鐵素體體積分數減少,珠光體消失,組織中出現了板條貝氏體和粒狀貝氏體[4],當冷卻速度達到30 s時,除在原奧氏體晶界析出的少量仿晶界形鐵素體外,其余組織均為貝氏體。
故初步分析開裂板材由于規格較厚,在寬度及厚度方向上冷卻速率存在明顯差異:邊部冷卻速率高于心部,表面冷卻速率高于內部。同時基于貝氏體組織產生機理從金相組織角度也不難看出,板材邊部及表面的貝氏體含量明顯偏高,是造成材料組織、性能不均勻性的根本原因。
3.2 冷卻速率控制研究
結合帶鋼產線工藝情況,軋線控制鋼帶冷卻速率主要通過層流冷卻(簡稱“層冷”)工序實現,對層冷工序與冷卻相關的參數控制情況進行調查分析:
1)缺陷產生時間段。
調查缺陷板材7.0 mm×1 800 mm規格Grade50熱卷生產情況,自該規格板材生產開始,統計缺陷趨勢如圖4所示。
質量標記1代表缺陷發生,統計2021年數據,在11月份發生缺陷,其他月份未發生,對11月份可能影響冷卻速率變化的因素進行跟蹤分析。
2)冷卻速率統計。
冷卻速率=溫度變化量÷冷卻時間,用終軋溫度平均值減去卷取溫度平均值代表溫度變化量,用精軋F7出口速度為鋼帶在層冷運行速度,層冷段長度結合產線實際按照130 m測算,估算冷速。調查2021年該規格的工藝參數調整情況,截取穩定控制參數相同的時間段,同時環境溫度相近,選取以上兩個月的過程參數進行對比分析:
如圖5所示,在終軋溫度、卷取溫度設定目標不變的前提下,后者冷卻速率比前者高0.12 ℃/s,相對于前者0.71 ℃/s提高17%。
3)對冷卻速率影響因素進行對比。
結合圖6、圖7來看,在終軋溫度、卷取溫度設定目標不變的前提下,產線11月份實際控制終軋溫度平均比10月份低5 ℃,卷取溫度比10月份平均低10 ℃,并且溫度波動范圍變大。
綜合上述分析,通過對開裂缺陷按月份分布及冷速估算的跟蹤測算,初步判定開裂板材在終軋溫度、卷取溫度設定目標不變的前提下,卷取溫度實際控波動范圍大,造成鋼帶貝氏體含量比正常水平增多,組織不均勻出現沖壓開裂缺陷。
4 工藝優化
通過對目標材料在精軋后層冷階段的組織轉變機理進行了深入剖析并結合Grade50材料試樣的成分、拉伸、金相等試驗結果分析,初步確定了帶鋼心部與邊部貝氏體組織量存在差異是造成相關鋼種厚規格材料通寬方向性能差異明顯的直接因素。同時也明確了相關板材生產過程中薄、厚規格切換相關工藝調整不及時,層冷工藝控制工藝不穩定,材料內部潛熱嚴重、心部與邊部溫差大的問題。綜合分析組織轉變以及相關問題點基本確認材料組織異常析出的主要因素主要集中于帶鋼軋制速度、層冷冷卻速率、材料厚度等三方面,結合單位產線實際情況初步制定了相關措施:1)結合產線及客戶需求,根據材料厚度的變化適當調整、降低軋制速率,間接降低材料冷卻速率,延長冷卻時間;2)層冷模式由密集冷卻改為稀疏冷卻,通過調整層冷冷卻水量,直接調整冷卻工藝,保證材料冷卻穩定性;3)嚴格執行層流工藝規范,加強對故障閥、集管水流量的監控。
通過對相關措施的逐步投用,材料組織性能穩定性得到了有效提升。
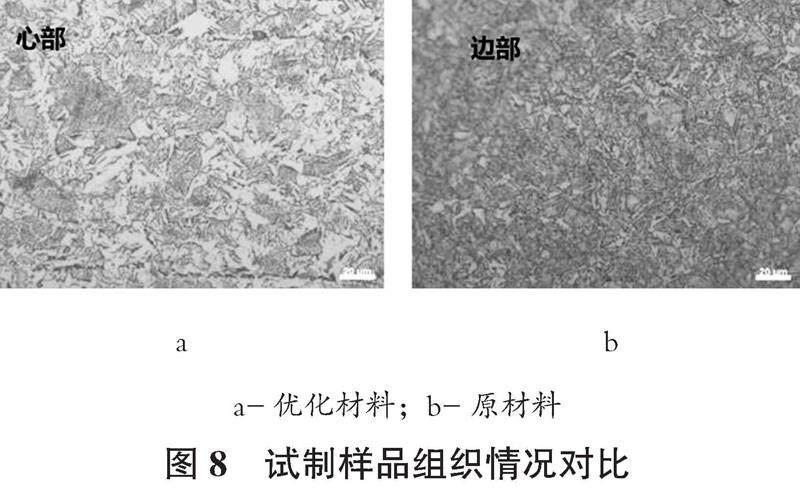
綜合圖8,對比試制樣品與原材料樣品的金相組織情況可知,試制板的顯微組織均勻性明顯優于原材料試樣,且其貝氏體含量更加符合材料組織設計原則。同時根據相關試驗,試制樣品材料拉伸性能明顯優于原材料,同時由于對材料貝氏體組織的優化,其屈服強度、抗拉強度分別降低了30~40 MPa,材料整體成型性能得到大幅度提升。
5 結 論
本文對厚規格Grade50板材在客戶端的應用缺陷情況進行了表述,結合材料組織性能及產線工藝分析對板材開裂原因及工藝優化方向進行了研究,其結論如下:
1)Grade50厚規格板材內部組織不均勻、貝氏體組織偏高是造成材料性能不穩定,客戶端沖壓開裂的根本原因。
2)在終軋溫度、卷取溫度設定目標不變的前提下,卷取溫度實際控波動范圍大是厚規格Grade50板材軋制過程內部潛熱嚴重、貝氏體異常析出偏離設計組織構成的主要原因。
3)通過調整層流冷卻工藝,將層冷模式由密集冷卻改為稀疏冷卻,加強層冷工藝段的故障發閥監控,嚴格執行相關工藝流程能夠有效地改善厚規格材料軋制過程中出現的性能不均勻性問題,改善厚規格板材軋制材料組織不均勻性問題。
參考文獻
[1] 呂濤濤.2020年重點鋼鐵企業粗鋼產量變化對鋼材品種產量影響分析[J].冶金管理,2021(6):17-22.
[2] 席光蘭.鋼中貝氏體組織控制工藝研究[D].蘭州:蘭州理工大學,2006.
[3] 佚名.金屬學及熱處理[J].有色金屬文摘,2012,27(6):26-30.
[4] 鄭東升,朱伏先,李艷梅,等.含釩汽車大梁鋼P510L連續冷卻時的組織轉變[J]. 東北大學學報:自然科學版,2009(5):4.