中厚板加熱效率提升技術(shù)研究
2023-04-29 00:44:03王立堅周希楠閆智平
冶金信息導(dǎo)刊 2023年2期
王立堅 周希楠 閆智平
摘 要:在充分考慮冷熱坯分置、上料過程互不干涉、存儲時間與加熱時間有別等原則基礎(chǔ)上,從冷熱坯分裝的庫區(qū)及爐區(qū)工藝布局及裝出爐技術(shù)入手,探討中厚板加熱效率提升的解決方案。
關(guān)鍵詞:冷熱坯;裝爐技術(shù);加熱效率
STUDY ON HEAT EFFICIENCY IMPROVEMENT TECHNOLOGY OF MEDIUM THICKNESS STEEL PLATE
Wang Lijian? ? Zhou Xinan? ? Yan Zhiping
(Shougang Jingtang United Iron & Steel Co., Ltd.? ? Tangshan? ? 063200,China)
Abstract:In this article,discuss the solution of the slab heating efficiencyfrom charging technology and process layout of the cold and hot slabspliting on storeroom area and furnace areain full consideration of cold and hot slab division, non-interference each other feeding process, differentstorage time and heating time.
Key words:cold and hot slab; charging technology; heating efficiency
0? ? 前? ? 言
目前國內(nèi)中厚板生產(chǎn)企業(yè)競爭不斷加劇,如何提高產(chǎn)能以降低固定成本成為中厚板產(chǎn)線研究的主要課題。本文主要從冷坯、熱坯分裝的板坯庫與加熱爐工藝布局及裝出爐技術(shù)入手,探討中厚板加熱效率提升的技術(shù)方案。
1? ? 中厚板板坯庫及加熱爐工藝布局的優(yōu)化設(shè)計
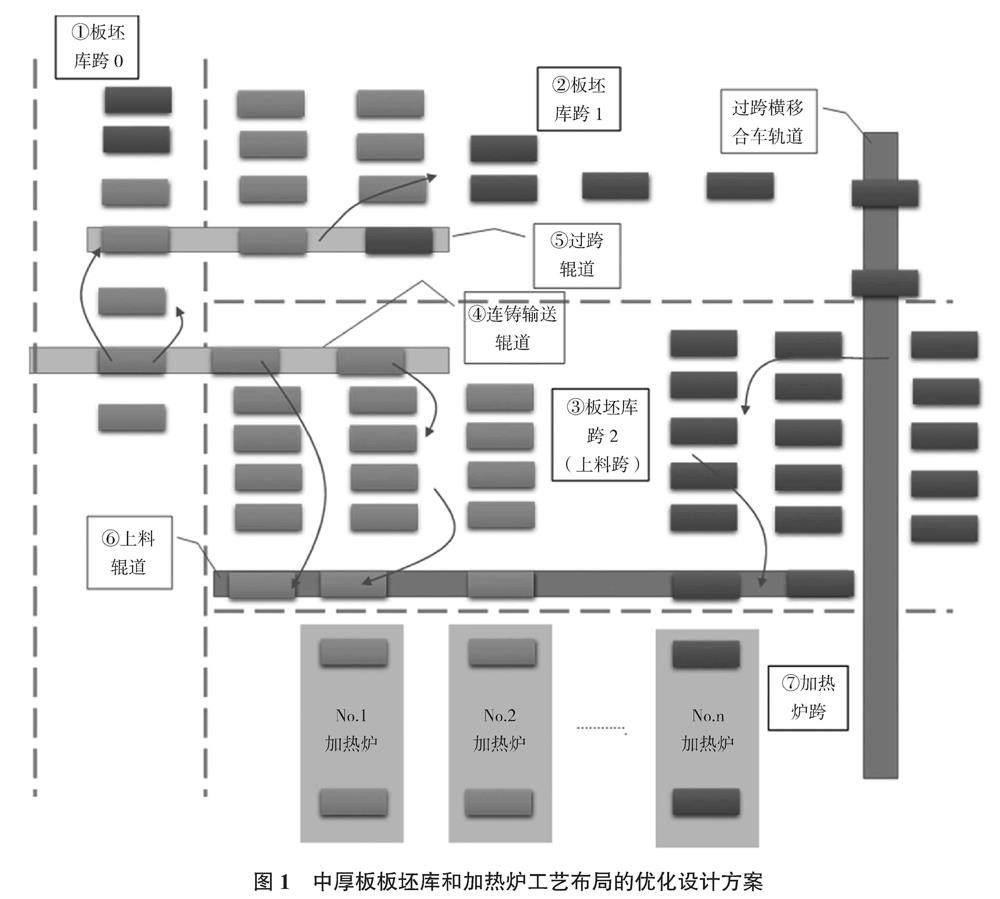
庫區(qū)及爐區(qū)設(shè)計充分考慮了冷熱坯分置、上料過程互不干擾、存儲時間、加熱時間有別等原則,以盡可能減少過程耗時提高加熱效率(見圖1)。
1)板坯庫跨0:在厚板與連鑄之間設(shè)置的橫向板坯庫跨,其功能:用于存儲從連鑄輸送輥道需要臨時下線的坯料。
2)板坯庫跨1:用于存儲需要較長時間存儲的坯料。
3)板坯庫跨2(上料跨):用于短時間堆放需要暫時停放但即將上料的熱坯。另外,存儲需要準(zhǔn)備上料的冷坯。
4)連鑄輸送輥道:用于把坯料從連鑄工序輸送至厚板廠。輥道經(jīng)過板坯庫跨0和板坯庫跨2,輸送的坯料可以下線,也可以直接吊放到上料輥道或者過跨輥道上。
5)過跨輥道:用于把板坯庫跨0的坯料或者連鑄輸送輥道的坯料輸送到板坯庫跨1。
6)上料輥道:用于完成所有加熱爐坯料的上料。輥道的主要特征有兩個,其一:輥道在加熱爐區(qū)域兩端都延伸出去作為上料準(zhǔn)備位置;其二:上料輥道可以兩個方向輸送坯料,從一端上熱坯,而另一端則上冷坯。這樣熱坯和冷坯可以連續(xù)放置在上料輥道上等待上料,既滿足了冷熱坯分開裝爐,也避免了由于冷熱坯交替上料引起的各類問題。
7)加熱爐跨:設(shè)置兩座以上的加熱爐。其中部分的加熱爐專門裝熱坯,而剩余的加熱爐則可以裝冷坯料,滿足冷熱分裝的需要。
2? ? 冷坯熱坯分裝方案
按照上述板坯庫和加熱爐的布局設(shè)計,可以滿足不同比例的冷熱坯的分開裝爐,以提高板坯熱送熱裝比例降低能耗[1]。
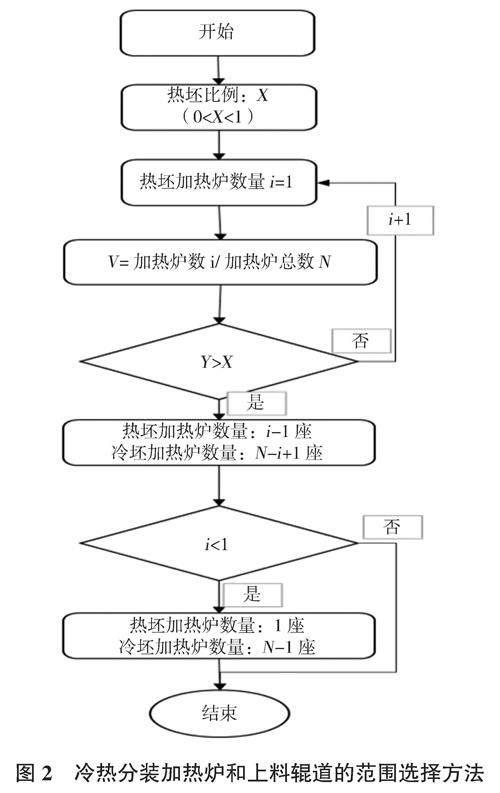
選擇冷熱分裝加熱爐和上料輥道的范圍的方法(如圖2):
第一步,確定需要上料的加熱軋制計劃中熱坯料的比例x;
第二步,按照熱坯的比例以及加熱爐的數(shù)量,迭代計算出需要用作裝熱坯的加熱爐數(shù)量i-1,冷坯的加熱爐個數(shù)N-i+1。
第三步,熱坯上料輥道區(qū)域從1到i座加熱爐,而冷坯上料輥道區(qū)域則從N到i+1加熱爐。熱坯料則從第1座加熱爐端的輥道上料,冷坯料則從第N座加熱爐端的輥道上料。
3? ? 并列式中厚板連續(xù)加熱爐工藝布局及裝出鋼技術(shù)
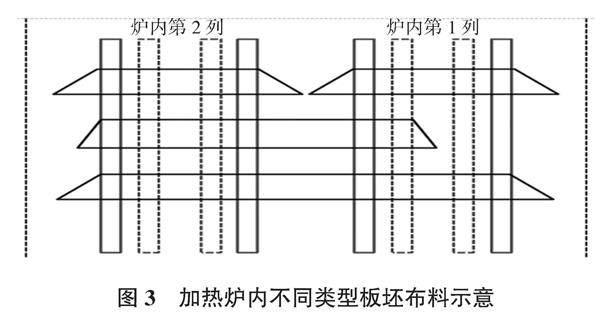
步進(jìn)梁連續(xù)式加熱爐沿爐長方向從爐尾到爐頭包括熱回收段、預(yù)熱段、一加段、二加段、均熱段。雙排料,即每座爐包括2列,爐底設(shè)置2套步進(jìn)梁機(jī)構(gòu),這2套步進(jìn)梁機(jī)構(gòu)通過其間連接框架的設(shè)置,具備2列同步裝鋼、步進(jìn)梁同步動作的控制功能。這樣就可以實(shí)現(xiàn)雙排裝入2塊定尺坯、也可實(shí)現(xiàn)雙排裝入一塊長坯(見圖3)。圖中實(shí)線的梁是固定梁,虛線的梁是活動梁,4根活動梁通過2列步進(jìn)梁機(jī)構(gòu)之間的連接框架實(shí)現(xiàn)了整體連接和同步動作。圖中的第一行就是典型的雙排料裝入2塊定尺坯,定尺坯的容許長度區(qū)間可通過圖中的梯形示意出來,梯形上邊即定尺坯容許長度下限(如2 600 mm),梯形下邊即定尺坯容許長度上限(如4 100 mm);圖中的第二行是可裝入的跨越3根固定梁、3根活動梁的長坯的容許長度區(qū)間;圖中的第三行是可裝入的跨越全體梁(包含4根固定梁、4根活動梁)的長坯的容許長度區(qū)間。延伸出最靠外梁的板坯自由端長度依據(jù)板坯斷面、目標(biāo)加熱溫度、加熱時間綜合確定;且要特別注意:第二行的長度容許上限需要考慮到熱膨脹板坯不要刮蹭到第4根活動梁,第三行的長坯容許長度上限需要考慮熱膨脹板坯爐內(nèi)行走過程中不要刮蹭到爐內(nèi)壁[2]。
在連續(xù)爐入爐前的測長校核、對中動作、稱重校核、映像跟蹤、爐前定位方面,均基于上述定尺坯、長坯入爐兩種入爐模式實(shí)現(xiàn)自動設(shè)定與跟蹤;裝出鋼過程,裝出鋼機(jī)及爐門的動作也可基于對定尺坯、長坯識別的基礎(chǔ)上做自動設(shè)定,裝出鋼機(jī)可實(shí)現(xiàn)對定尺坯與長坯的準(zhǔn)確裝鋼、出鋼。
以三座加熱爐為例討論在不同生產(chǎn)組合下的裝出鋼技術(shù)方案:
1) 三座連續(xù)式加熱爐,均有定尺坯、長坯的布局(見圖4~圖9):
三座連續(xù)式加熱爐,在保持中低負(fù)荷生產(chǎn)條件下,且各爐都均等配備定尺坯、長坯的布局。這種布局下的生產(chǎn)方式,對每個爐子的作業(yè)方式是一致的,但需頻繁調(diào)整爐溫設(shè)定[3]、并對生產(chǎn)節(jié)奏做提前預(yù)估。具體的技術(shù)要點(diǎn)包括:爭取12~16塊長坯后插入12~16塊定尺坯。為滿足軋制與加熱節(jié)奏穩(wěn)定銜接,使出鋼側(cè)與裝鋼側(cè)的坯長類型匹配,出長坯時裝長坯,出定尺坯時裝定尺坯。如果出長坯時正在裝定尺坯,裝鋼作業(yè)人員盡量充分利用相鄰爐之間的裝鋼輥道,使有2塊定尺坯在該區(qū)域,使?fàn)t前坯料充足、裝爐不產(chǎn)生停頓。
2) 三座連續(xù)式加熱爐,一爐長坯兩爐定尺坯模式(見圖10)或一爐定尺坯兩爐長坯模式(見圖11)。
一爐長坯兩爐定尺坯模式即為將長坯集中于一座爐子(優(yōu)選靠近軋機(jī)側(cè)),另兩座加熱爐由于供應(yīng)定尺坯能力充分,可作為常規(guī)雙爐的出鋼計劃節(jié)奏以滿足軋線需要,長坯所在加熱爐可根據(jù)長坯裝爐溫度、長坯品種鋼加熱速度、長坯品種鋼目標(biāo)出爐溫度,對該爐的出鋼節(jié)奏做優(yōu)化,間歇式插入出鋼計劃,這種布局下的生產(chǎn)方式,提前對大的軋制計劃做分類預(yù)排,兩座加熱爐專供定尺坯、一座加熱爐專供長坯,且各加熱爐爐溫及小計劃的調(diào)整工作量較小。也可根據(jù)坯料規(guī)格結(jié)構(gòu)選擇一爐定尺坯兩爐長坯模式。
4? ? 加熱效率提升及產(chǎn)生的效果
1)可加熱坯料長度由4 100 mm拓展至8 600 mm,坯料最大單重由16.6 t提升至35.7 t。
2) 通過科學(xué)布料、冷熱坯分裝,提高了鋼坯加熱的透燒程度,提高了加熱爐的加熱能力,為提高產(chǎn)線的擴(kuò)能增效,降低燃耗打下基礎(chǔ),加熱爐的能耗由2019年的39.83 kgce/噸軋制量,減小到2021年的36.61 kgce/噸軋制量。
參考文獻(xiàn)
[1]? ? 黃偉.中厚板生產(chǎn)中加熱爐的節(jié)能技術(shù)研究[J].中國金屬通報,2019(7):22-23.
[2]? ? 張海生,張平方,蘇磊,等.加熱爐增產(chǎn)降耗改造實(shí)踐[J].河北冶金,2019(7):75-77.
[3]? ? 肖蒲云,楊公訓(xùn),和楠,等.鋼鐵工業(yè)加熱爐溫度控制技術(shù)及其發(fā)展[C]//全國煉鋼連鑄過程自動化技術(shù)交流會論文集.2006.