鋁板成形技術在新能源汽車上的應用
2023-05-06 03:15:22甘海強浙江吉利汽車有限公司武漢分公司路特斯
鍛造與沖壓 2023年8期
關鍵詞:工藝
文/甘海強·浙江吉利汽車有限公司武漢分公司(路特斯)
2022 年乘用車市場新能源汽車占比27.6%(同比提升12.6%),分別完成產銷666.3 萬輛、649.8 萬輛,同比均增長約1 倍。純電品牌正在加速上量,搶占市場份額,2022 年銷量TOP30 廠商含4 家純電企業;傳統企業也在加快轉型電動化,其中有6 家自主品牌新能源占比超20%。
自2010 年至2020 年,電動汽車的電池價格下降了73%,能量密度提升了近200%。雖然電池的能量密度在不斷提升,但仍占汽車總車重的27%左右。現如今由賣方市場轉變為買方市場的大行情下,如何使新車型在合理的成本下,降低車身重量,彌補電池重量增加給續航、加速、剎車距離、操控性等方面帶來的影響,從而降低造車成本尤為重要。這需要乘用車輕量化,通常有E 平臺輕量化、動力電池輕量化、布置輕量化、材料輕量化、工藝輕量化、結構輕量化等幾個策略。對沖壓車間相關的白車身而言,輕量化手段主要為材料輕量化、工藝輕量化、結構輕量化。以新Accord 為例,通過變更材料并優化產品結構,實現減重10.9kg,車身輕量化就是需要在合適的位置選擇合適的材料并結合CAE 分析,不斷優化產品結構。
汽車沖壓鋁板
相比于鋼板,鋁板具有密度小、強度高、耐腐蝕等優點;而鋁板的缺點也很明顯——表面硬度低、塑性差、延展率低、無明顯屈服點,同時汽車用鋁板的生產廠家少、生產工藝復雜、過程穩定性差。一般鋼板的強度增加主要來自于沖壓塑性變形工序,但是鋁板的強度提升來自沖壓和涂裝烘烤兩個工序。所以對鋁板來說,涂裝的烘烤溫度也是需要重點管控的因素。
汽車用鋁板一般為5 系和6 系,5 系鋁板的特點是伸長率高,但拉伸時間長后會出現呂德斯帶,不適宜用于外觀件;6 系鋁板的特點為板料在經過熱處理后具備較好的塑性及伸長率,烘烤后強度會有較大上升且表面光滑,適用于外覆蓋件。6 系鋁板自熱處理后屈服強度會隨時間逐漸上升,最終強度會比初始期上升40MPa(圖1)。板料的屈服強度過大會不利于鋁板成形,所以鋁板有效期為熱處理后的6 個月,模具設計時也會用合格料、過期料兩種狀態模擬,調試時也以兩種狀態調試。6 系鋁板臨近有效期后,除了沖壓會產生開裂外,滾邊或者包邊過程也會發生開裂現象。
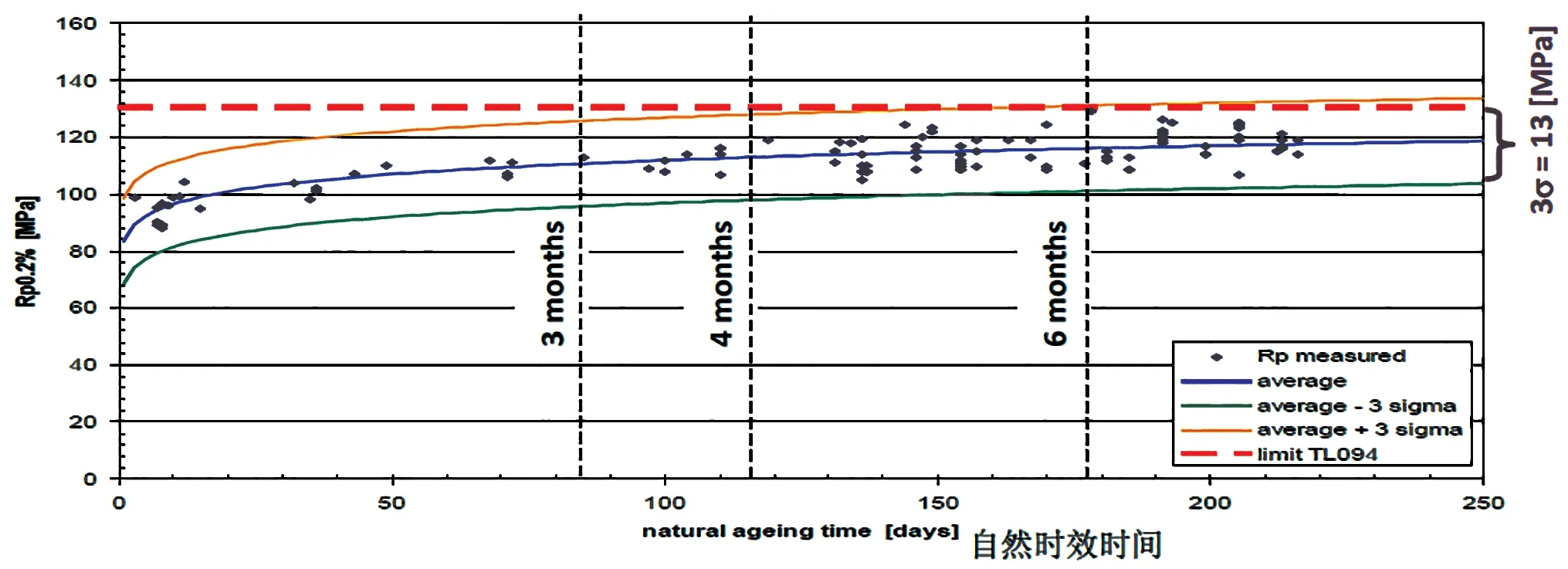
圖1 6 系鋁板自熱處理后屈服強度
優良鋁板模具開發
優良的鋁板模具通常需要經過工藝設計、模具設計、模具制造三個環節,每個環節都缺一不可。
工藝設計
鋁板件拉延模工藝設計要點包括:⑴立壁拔模角度盡量在25°以上,有利于材料的流動;⑵材料盡可能的充分成形;⑶鋁板件成形盡量一次到位;⑷材料不能流過拉延筋,否則難以控制材料的流動;⑸在流入量較大的地方,考慮使用雙圓筋控制材料的流動;⑹充分模擬制件成形性及回彈分析,加大制件回彈補償量(多種模擬軟件交叉驗證Dynaform、Autoform、Pamstamp),特別是對于零件成形性分析,開裂、回彈、扭曲等幾個方面進行模擬分析。
每一個評價指標都有著獨立評判標準,例如開裂模擬,在CAE 模擬中18%的減薄,實際現場生產中都會產生縮頸,所以SE 分析階段減薄率,一般都建議控制在15%~18%。
鋁板件修邊模工藝設計要點包括:⑴鋁板的修邊模采用分塊修邊的形式,盡量避免使用廢料刀,減少碎屑;⑵如果廢料尺寸超差,或者工序數量的限制,必須使用廢料刀,建議使用浮動廢料刀;⑶像機蓋、頂蓋類制件在送料方向上,考慮使用二次切斷技術;⑷鋁板修邊時,鑲塊要均勻刃入且刃入量約3mm;⑸修邊時避免波浪刃口,類似機蓋也盡量不做翻邊波浪補償;⑹采用CAM 修邊時要考慮拉延筋是否存在負角,如果有負角,拉延筋要做處理,減少碎屑的產生。
鋁板件翻邊模工藝設計要點(圖2):⑴翻邊鑲塊上的圓角Rs——鋼板翻邊時,翻邊鑲塊上的圓角一般做到R2mm,鋁板要做的適當大一些,做到R6mm;⑵翻邊下模的圓角Rp——鋼板翻邊模的下模圓角一般是R1mm,有時可以做成直角,鋁板的下模圓角要求適當大一些Rp ≥1.5t;⑶翻邊間隙——鋁板的翻邊間隙H 必須大于料厚,通常取H=(1.1 ~1.3)t;⑷ 翻邊鑲塊的刃入量——鋁板翻邊鑲塊的刃入量最好同于翻邊高度L。
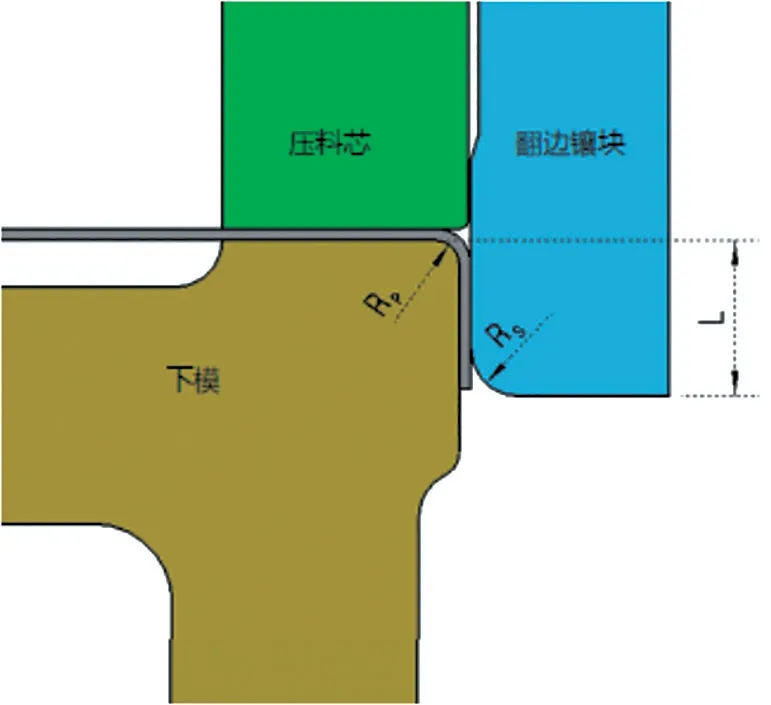
圖2 鋁板件翻邊模工藝設計要點
模具設計
鋁板件拉延模設計要點:⑴為避免沖次快的時候鋁板被上模帶起,壓邊圈和凸模的間隙比鋼板模更大,排氣孔更多;⑵拉延模凹凸模、壓邊圈型面部分鑄造壁厚超過60mm;⑶為避免生產過程中鋁板被上模帶起,選擇退料夾鉗,禁止使用彈頂銷退料。
鋁板件修邊模設計要點:⑴鋁板修邊時,鑲塊要均勻刃入,鑲塊刃入量約3mm;⑵拉延后的制件在修邊模上的符型差小于1mm,包含工藝補充部分;⑶鋁板件的修邊間隙約為7%~15%的料厚,修邊鑲塊工作區長度2mm;⑷鋁板修邊模的符型區(20 ~30mm)要比鋼板小,減少碎屑以及模具對制件造成的傷害;⑸一級滑料板角度大于25°;⑹所有沖頭、上修邊刀必須設計有彈頂銷退料。
鋁板件翻邊模設計要點:⑴翻邊符型區——鋁板對碎屑引起的壓痕非常敏感,為了減少模具對制件型面的傷害,鋁板壓料芯的符型區盡量做小,取20mm 左右;⑵壓料芯的壓力——為了保護鋁板件的表面質量,在保證壓住料的情況下,壓料芯的壓力越小越好。
模具制造
在完成工藝設計以及模具設計兩個階段后,就需要根據設計的數據將模具制造出來。在對鋁板件模具進行驗配調試時同樣有許多要點,對于拉延模,需要注意研合壓邊圈的著色、壓邊圈間隙的測量、調壓墊高度的調整、模具的拋光;對于修邊模,需注意修邊間隙的大小、修邊刃口圓角的制作、修邊刃口的保養;對于翻邊模,需注意翻邊鑲塊工藝及預翻處理、翻邊鑲塊標識、非工作面要做圓角。
鋁板沖壓生產
沖壓車間的工藝主要分為六部分——板料存儲、分張與對中、清洗涂油、沖壓過程、檢驗與裝箱、返工與返修,如圖3 所示。

圖3 沖壓車間的主要工藝
板料存儲
板料存儲是沖壓生產的基礎,板料的質量與沖壓自制件的質量緊密相關。板料存儲有以下五點基本要求:⑴板料庫區濕度不宜過大;⑵板料庫區溫差不宜過大;⑶保證板料庫區清潔度;⑷鋁板拆包后單片翹曲度需要平臺檢測,檢測后的板料報廢處理;⑸鋁板所使用的拉延油粘度高達80Pa·s,且在-15℃會固化,所以板料庫區溫度要求為20℃左右。
分張與對中

鋁板分張功能是由氣刀和拆垛的伺服電機實現的,通過氣刀噴出的高壓氣體分開板件,控制各伺服電機的動作順序,抖掉可能的雙料。氣刀需要單獨的供氣系統,壓力1MPa,保持流量穩定。雙料傳感器示教需要以實物示教,避免雙料傳入壓機。伺服電機輔助分張功能可以實現板件邊緣的吸盤先動作,將板件邊角抓起,便于壓縮空氣進入板件間,實現分離。
鋁板傳輸采用真空皮帶傳輸,板料過窄會導致真空吸力不足,導致跑偏。產品規劃需要注意整個板料都需要被真空皮帶吸附,防止生產出現停線故障,做SE 分析時要提前識別此風險。
清洗涂油
為了保證沖壓過程中板料充分成形,一般會根據自制件成形的難易程度來選擇是否對板料進行清洗或涂油。
清洗是指使用與板料表面一致的拉延油通過清洗機刷輥對板料表面的灰塵、油污進行清洗。一般采用干式清洗的形式,清洗機刷輥需要按照規定的頻率和方法做PM 維護。區別于常用的干式清洗,濕式清洗則需要考慮潤滑油的兼容性,同時也需要考慮鋁板表面油膜與鋼板是否一致,以減少油液混合風險,延長清洗油的使用壽命。
涂油是指使用涂油機對拉延油進行加熱后,按照提前設定好的噴涂面積、噴涂厚度等參數對板料進行噴涂。為了防止出現對成形無價值的“點狀涂油”,在模具調試時就會使用油膜測厚儀對設定的參數進行校核。
沖壓生產過程
沖壓生產過程是指沖壓車間使用不同工序的模具使板料充分成形至固定形狀、尺寸零件的過程,一般的工序分為拉延、修邊、沖孔、翻邊、整形,如果有特殊的工藝需求,也有壓鉚等工藝。
區別于鋼板,對鋁板進行拉延時更加考驗板料的各項性能。特別是被用于外板件的6 系鋁板具備很強的時效性,一旦鋁板熱處理的時間臨近6 個月的有效期,其屈服、抗拉性能都會發生劇烈上升,此時壓機液壓墊壓力有可能需要+100%以上,才可使板料成形完全。在使用鋁板時通常有以下四點注意事項:⑴板料先進先出嚴格按6 個月有效期消耗;⑵模具CAE 模擬時按照正常板料和過期板料兩個參數模擬,以備萬一;⑶鋁板易拉傷,模具表面拋光砂紙需要用到800#以上目數(鋼板模具一般用400#即可);⑷模具沖頭和切邊刀塊及翻邊刀塊間隙要求均勻(8%~15%),刃口區域涂布DLC 涂層,防止燒結粘連。
檢驗與裝箱
成形好的沖壓自制件會被穿梭機送至線尾皮帶機上,線尾作業人員會依次對自制件進行在線檢、裝箱、入庫,同時,也會根據生產需求在線尾和Audit 間對自制件進行有頻次的離線檢。作業人員的檢驗也有四點注意事項:⑴檢驗不能使用普通油石;⑵對于無法用油石檢驗出來的缺陷,可以使用高亮油對光檢測;⑶評審間的燈光帶需滿足整車評審需求;⑷高亮油在存儲、使用時需要做好防爆處理。
返工與返修
對于沖壓車間生產的有質量缺陷的零件,車間的返修人員會對零件進行返工、返修,缺陷過重而無法返修的零件會直接做報廢處理。在鋁板返修間返修零件時,需特別注意鋁板返修間需要具備防爆吸塵設備。鋁板焊接時需要購買專用的焊機與焊絲。
結束語
鋁合金板料在沖壓成形過程中,回彈及成形性對零件質量影響非常大,但是通過合理的工藝、結構設計等手段,沖壓能夠在制造過程中克服重重困難,制造滿足整車質量的零件,以達到降低車身重量的需求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
