宇航用鍵合金絲評價體系及其應用研究
2023-05-18 08:52:34劉媛萍孫瀾瀾高鴻張占東孔靜賈旭洲
宇航材料工藝 2023年2期
劉媛萍 孫瀾瀾 高鴻 張占東 孔靜 賈旭洲
(1 中國空間技術研究院西安分院,西安 710000)
(2 中國空間技術研究院,北京 100094)
0 引言
金絲鍵合具有可靠性高、柔韌性好、密度高、工藝簡單、價格低廉等優點,被廣泛應用于軍事裝備微波集成電路、微波傳輸線、共面波導和集總式元器件之間的電氣連接。金絲鍵合作為微波多芯片組件中的關鍵工藝,其可靠性直接決定了組件的質量和可靠性[1-2]。在小型化星載裝備多芯片組件中,金絲通過熱超聲鍵合實現與MIC 基板、LTCC 基板、GaAs 芯片、Si 芯片、介質基板等各類基板之間的電氣聯通。多芯片組件產品在裝機應用前需要經歷篩選和考核試驗,經歷的主要應力包括高溫儲存、溫度交變、恒定加速度以及機械沖擊應力;在裝整機后需要同整機產品進行溫度循環,隨機振動等應力考核試驗。產品在軌運行工況主要包括高溫低溫交變,以及衛星發射段的振動環境。復雜的運行環境和嚴苛的工況對金絲鍵合工藝提出了更高的要求,而作為鍵合工藝對象的金絲,同樣需要具備良好的電氣性能和長期可靠性。
國內外對于金絲鍵合的研究主要集中在金絲制備方法[3]、金絲鍵合工藝研究[4]、金鋁鍵合界面可靠性[5-10]等方面,但對于宇航用鍵合金絲的評價體系研究較少。目前,宇航微電子器件及多芯片組件中,鍵合金絲主要為進口金絲,這在一定程度上制約著我國高質量等級微電子器件及多芯片組件的發展。隨著國產金絲研制技術的推進,國產金絲基礎性能水平與進口同類產品相當,但是由于缺乏金絲宇航應用評價體系,造成國產化金絲在宇航高可靠性產品研制替代受阻。本文針對宇航用鍵合金絲的應用評價需求,聚焦于金絲材料基本性能和應用可靠性,通過理論分析、試驗對比對宇航用鍵合金絲評價體系展開研究。
1 鍵合金絲制備工藝分析
鍵合金絲的制備工藝主要包括熔鑄、拉絲、退火和繞線四個工序,國內外對于此類金絲的制備工藝基本一致,但是部分工藝過程不對外公開。針對鍵合金絲性能的分析,需要對其工藝過程進行簡單了解以便在確定性能指標時進行參考。通過熔鑄工藝將原料金進一步提純控制有害雜質成分含量,同時添加微量的合金元素來改善鍵合金絲的力學性能和應用性能,通常來說Pd 和Pt 的摻雜可以有效減少界面Au 合金的生成,Be 可以增強線弧的穩定性,Ca 可以增加絲材的強度,稀土類金屬則可以增加金線的熱影響區、細化顆粒并提高熱穩定性[1]。拉絲工藝是將熔鑄后的金錠通過粗拉、中拉、細拉等多道拉絲工藝拉拔成目標直徑的細絲。拉絲工藝需要控制鍵合絲直徑的一致性,否則金絲在引線鍵合時易出現斷絲、鍵合失敗等質量風險。將金絲拉拔成需要直徑的細絲后,需要進行退火以降低拉絲過程造成的金絲硬度的增加,得到具有一定延展率和抗拉強度的金絲,一般而言,熱處理溫度越高,鍵合金絲的延伸率越高,而強度越低。最終,將金絲纏繞在卷軸上形成可在鍵合設備上應用的成品金絲。雖然鍵合金絲的制備過程較成熟,然而金絲生產過程中受國內外原材料及關鍵工藝質量控制水平差異,其性能穩定和關鍵特性指標一致性水平將制約鍵合工藝質量。通過完備的應用評價體系,提升對國內各研制單位金絲綜合性能評價能力,銜接好國產產品研制與高端裝備高可靠性應用,可實現我國鍵合用金絲材料快速應用轉化,為航天自主發展奠定必要的基礎儲備。
2 鍵合金絲的應用評價研究
2.1 評價體系構建
為有效控制鍵合工藝質量,金絲需要滿足優異的力學性能、化學性能等工藝適用性需求,以保證焊接過程中可加工性強、成球容易和高一致性的鍵合工藝要求。鍵合金絲在宇航使用環境中需要承受嚴苛的熱應力和機械應力,為了實現產品高可靠性應用,金絲不但需要形成良好的鍵合,且鍵合焊點與金絲本體均應承受嚴苛的應力環境。同時,金絲物理、化學、力學及電學等各方面性能均需具備較好的穩定性,在極限溫度條件下無明顯變化且可耐受長期極限溫度。
通常,鍵合金絲在宇航特殊應用環境下使用,易發生虛焊、焊盤剝離、柯肯達爾(Kirkendial)孔洞等典型失效案例,帶來產品可靠性低甚至造成電子單機功能喪失,影響載荷在軌服務質量。在實際應用中,還需重點控制金絲鍵合長度,避免短路或異常疲勞應力失效[2];加強金鋁鍵合界面質量控制,確保鍵合界面高溫應力下無短路或斷路失效誘因。
結合金絲本身的物化特性及其在宇航應用工作工況和服役環境需求,通過長期研究金絲鍵合工藝及在軌服役失效物理機制,建立宇航用鍵合金絲評價體系(圖1)。
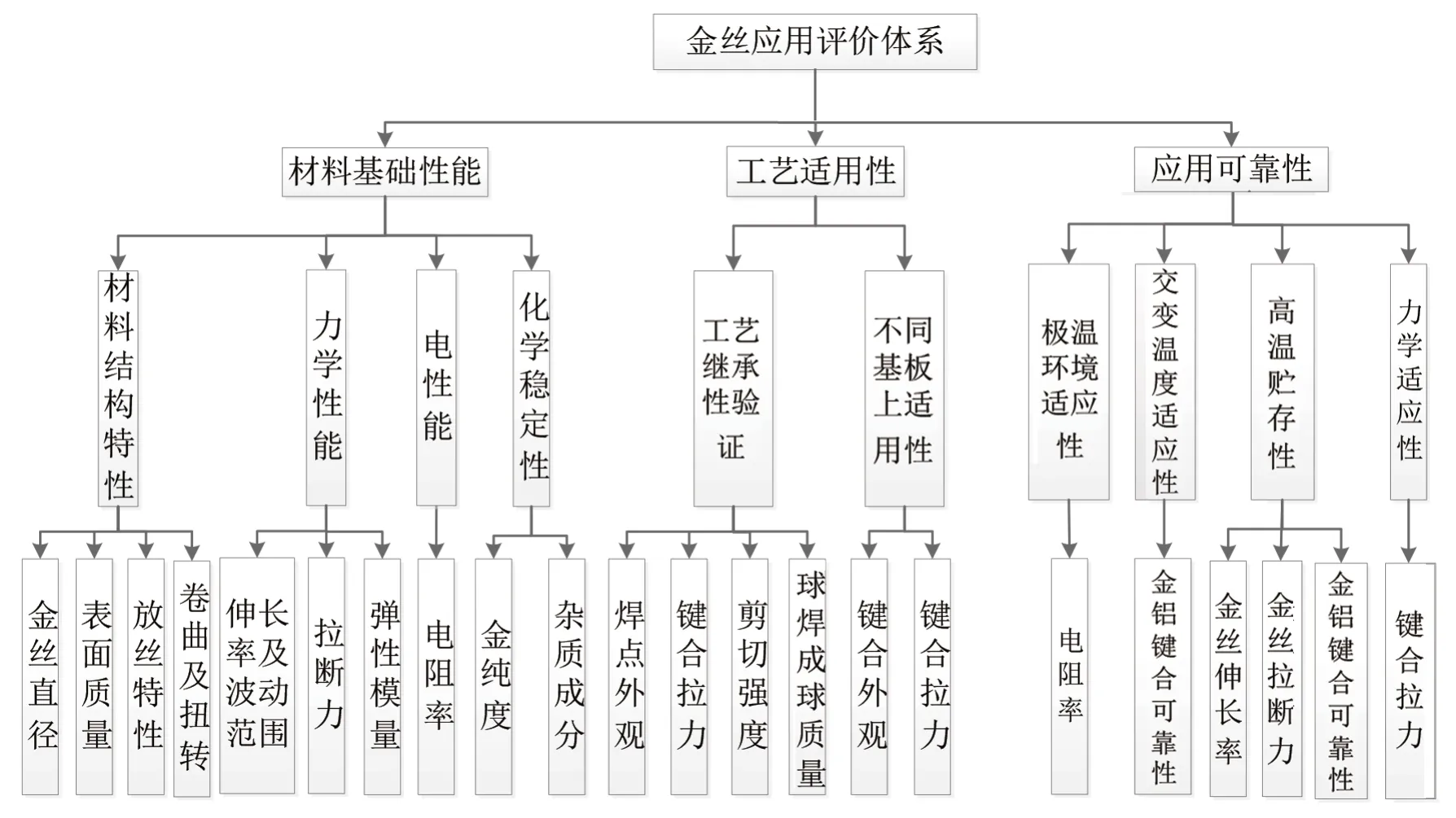
圖1 鍵合金絲應用評價體系Fig.1 The evaluation system of gold wire application
該評價體系覆蓋了金絲材料基礎性能、工藝適用性和應用可靠性三個一級指標,實現金絲材料在宇航鍵合工藝應用驗證需求覆蓋性;通過對一級指標分解,所形成的包括結構特性、力、電、化學等一系列二級指標體系,準確回應一級指標驗證需求;為落實二級指標在應用評價實施的科學性,對應二級指標建立三級驗證項目,通過標準試驗方法或產品繼承性試驗規范,構建了系統性的金屬應用評價體系圖。
2.2 鍵合金絲應用評價
結合上述金絲評價體系,開展國產金絲材料在MCM 模塊產品鍵合應用驗證,通過與進口金絲性能進行比對分析,獲得國產同類材料應用可行性。
2.2.1 金絲基礎性能
金絲尺寸、力學性能、電性能和成分一致性是確保鍵合質量的前提,通過對金絲基本性能指標的評價和對比分析,以評估國產金絲應用質量。針對基礎性能參數進行測量,并將測量結果列于表1中。通過對比發現,國產金絲和進口金絲基本性能參數相當,批次一致性較好,滿足工藝應用需求。

表1 金絲基礎材料參數對比Tab.1 Comparison of basic material parameters of gold wire
金絲化學穩定性是金絲具備良好的可鍵合性及鍵合可靠性的關鍵因素。對于4N 金絲,Ag、Cu、Pb、Sn 等雜質元素均應控制在10-6量級,且應盡量低,表2列出了進口及國產金絲雜質含量的對比。
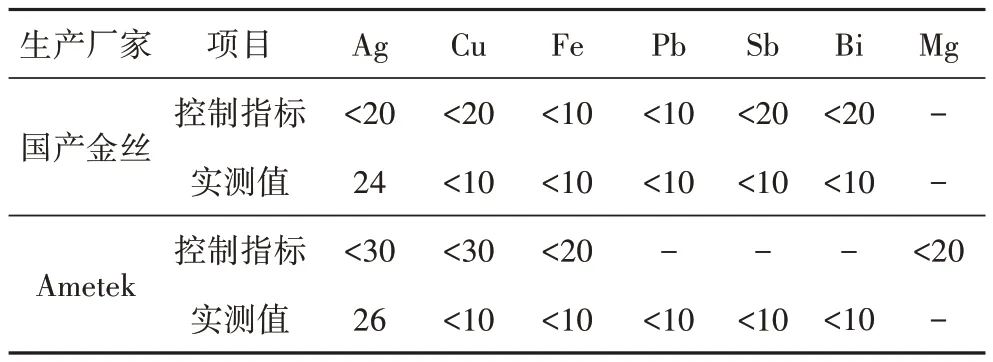
表2 不同廠家金絲雜質含量對比Tab.2 Comparison of impurity content of gold wire from different manufacturers 10-6
金絲電性能一般通過電阻率或金絲熔斷電流來體現,但于熔斷電流缺少標準的測試方法,目前多采用將金絲鍵合在電路上進行測試,這與鍵合方法、鍵合質量以及電路設計等有一定的關系[11],因此采用標準方法測試金絲電阻率作為評價金絲電性能的指標更為合理。本評價體系參照GB/T 3048.2—2007進行電阻率檢測,并參考進口金絲的性能指標,考慮金絲的實際應用場合,規定測量3根金絲,取平均值并計算標準偏差,要求電阻率R≤2.30 μΩ·cm。分別測試國產金絲和進口金絲的電阻率,均能滿足標準要求。
2.2.2 工藝適用性評價
金絲鍵合工藝的工藝適應性評價,需要考慮鍵合方式、鍵合基板以及鍵合膜層。評價過程從鍵合參數的適用性和不同鍵合界面鍵合參數適用性兩個維度來評價,評價指標包括金絲鍵合點的外觀及鍵合強度,鍵合外觀包括金絲鍵合點的外觀和成球質量,鍵合強度包括金絲鍵合拉力和球剪切強度。
鍵合方式一般包括金絲楔焊鍵合和球焊鍵合,典型焊點形狀見圖2。為避免人為因素對鍵合一致性的影響,工藝適用性評價應采用全自動楔焊鍵合設備和全自動球焊鍵合設備進行金絲鍵合。結合國產金絲性能特征,對不同基板上進行鍵合參數優化調整,制備焊點外觀滿足工藝規范要求的鍵合樣件。圖3為工藝適用性評價鍵合金絲拉力分布,按照相關標準的方法進行拉力測試。
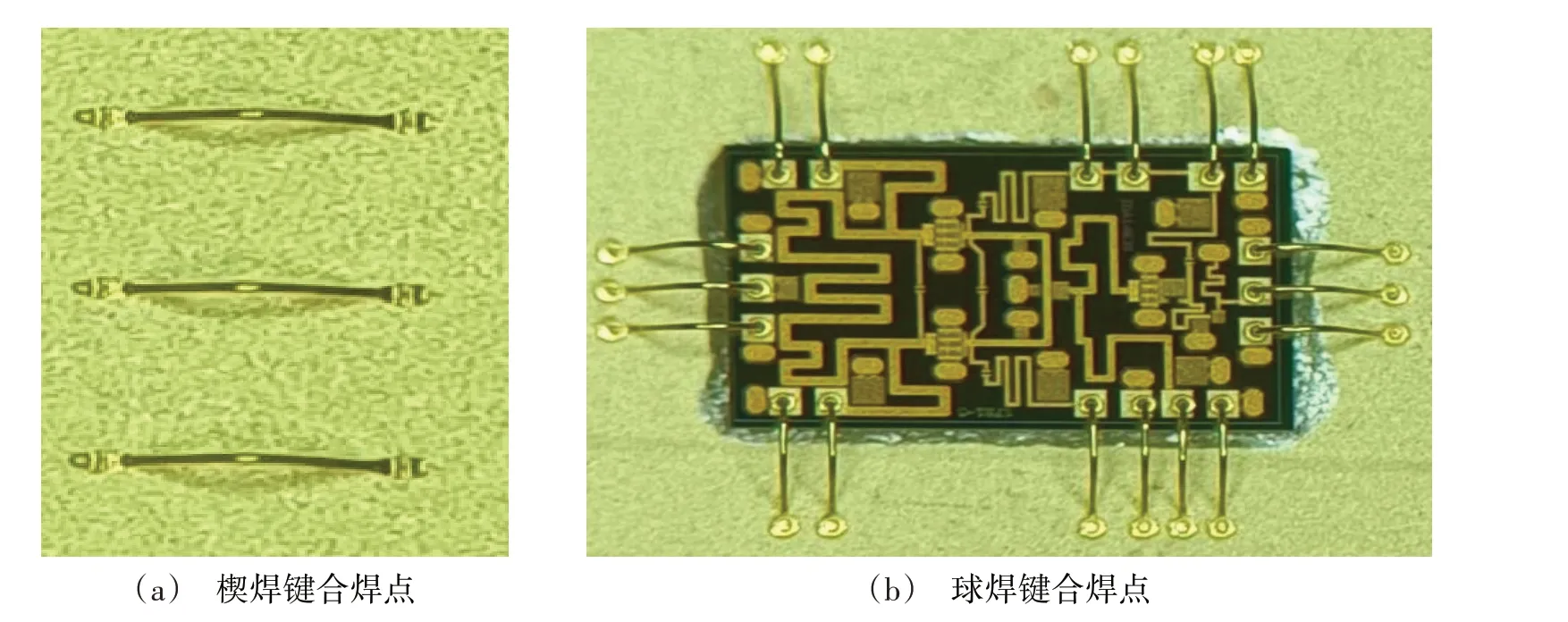
圖2 典型金絲鍵合焊點形態Fig.2 Typical gold wire bonds
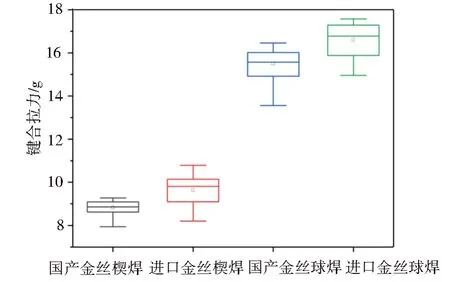
圖3 國產與進口金絲鍵合拉力對比Fig.3 Comparison of domestic and imported bond wire tension
圖4 為不同基板鍵合工藝適用性評價中鍵合拉力的分布情況,從鍵合拉力試驗結果可以看出,在同一種基板上進口金絲比國產金絲鍵合拉力略高,這與進口金絲自身拉斷力略高有一定關系。圖中拉力分布可以看出,不同基板由于基板硬度、厚度、基板表面質量不同,導致鍵合金層結構、厚度、形貌差異,進而導致不同基材表面金絲鍵合強度不同。但均遠大于相關標準要求的最低鍵合強度,且鍵合拉力一致性較好。
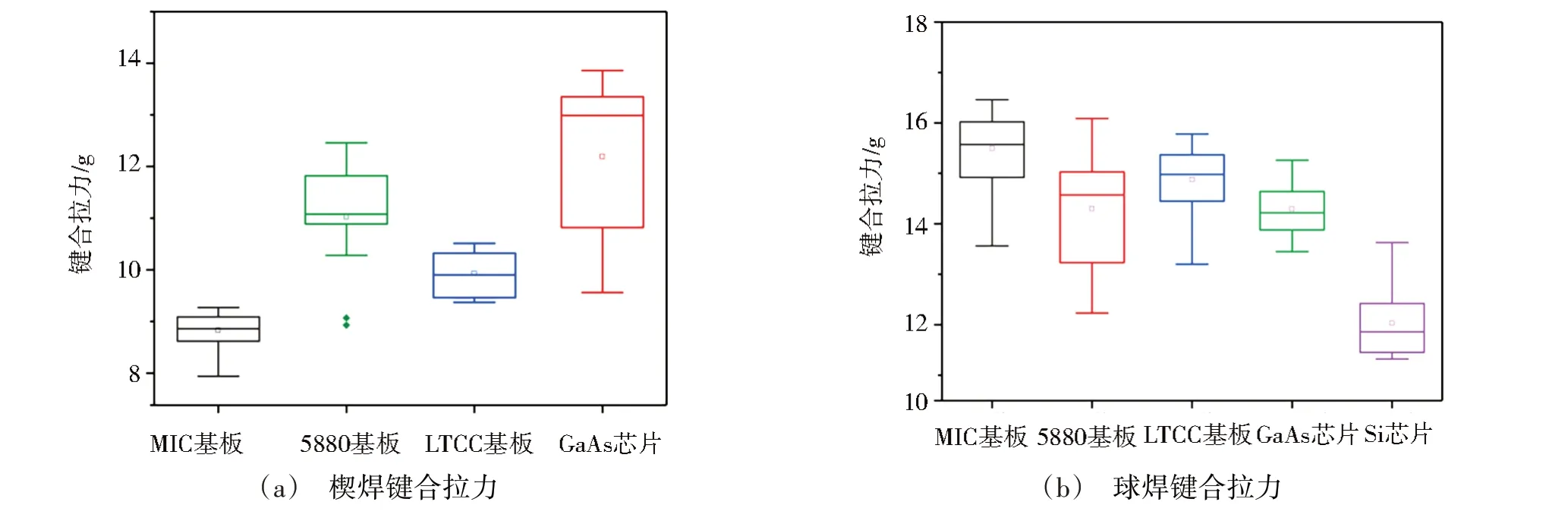
圖4 國產金絲不同基板上鍵合拉力分布Fig.4 Distribution of domestic wire tension on different substrates
2.2.3 應用可靠性評價
應用可靠性評價主要考慮在宇航應用環境中的環境應力以及主要的失效模式,從金絲材料自身可靠性和金絲鍵合的可靠性來評價。可靠性評價的環境應力包括極溫環境、交變溫度、高溫儲存以及力學環境適應性。根據應力的不同影響,分別從材料和鍵合樣件兩個方面來評價。
金鋁異質鍵合界面,在鍵合工藝實施及服役過程中,不可避免地生成AuAl2、AuAl、Au2Al、Au5Al2和Au4Al等金屬間化合物,這些金屬間化合物較脆,易斷裂,導致鍵合點機械強度降低[7]。隨著金屬間化合物的生長,引線和鍵合界面層的元素不斷擴散,界面處逐漸形成孔洞,即Kirkendial孔洞,孔洞延伸成為裂紋,導致鍵合界面結合處電阻不斷增大,鍵合拉力不斷降低,最終造成鍵合失效。因此,對于金絲鍵合可靠性的評估,需要重點評估金鋁鍵合界面的可靠性。評價指標主要為鍵合樣件在經歷環境應力后的鍵合拉力,同時應關注鍵合界面的金屬間化合物擴散情況。
(1)濕熱對金鋁鍵合界面的影響評價
在高溫環境中,金鋁鍵合界面處金鋁相互擴散,會形成脆性相的金屬間化合物,同時,濕熱的環境在一定程度上會加速金鋁鍵合焊點處氧化腐蝕等異常問題。采用硅芯片表面金絲球焊鍵合工藝,模擬產品組裝以及使用過程高溫和濕熱環境,對鍵合樣件按照以下順序進行高溫烘烤及濕熱環境應力考核:1)150 ℃高溫烘烤24 h;2)-65~150 ℃,溫度轉換1 min,保持時間15 min,循環100次;3)按相關標準的要求進行10次濕熱循環。對比試驗前后鍵合拉力,如圖5所示,鍵合拉力無明顯變化。
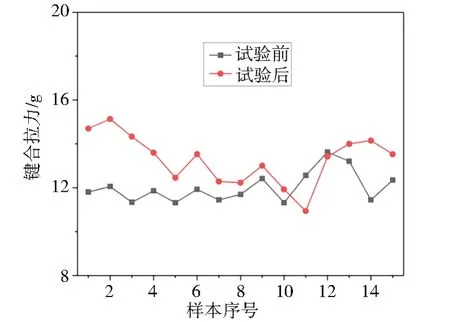
圖5 試驗前后鍵合拉力對比Fig.6 Comparison of the bonding wire tesion before and after the test
(2)高溫對金鋁鍵合界面的影響評價
金鋁鍵合界面金屬間化合物生長和柯肯達爾孔洞的形成與溫度直接相關,溫度越高IMC 生長越快,鍵合越容易發生失效。按相關標準要求采用300oC熱老化試驗來評估金鋁鍵合可靠性[12]。在硅芯片鋁焊盤上鍵合金絲,制備金鋁鍵合樣件,分為5組,分別密封在5個金屬殼體內。進行300oC 高溫烘烤,試驗完成后對模塊開蓋,進行外觀檢查,破壞性鍵合拉力測試。鍵合拉力隨著高溫烘烤時間增加的變化趨勢見圖6。試驗結果表明,在300oC 高溫烘烤1 h 時鍵合拉力變化均略有增加,隨著烘烤時間繼續增加,鍵合拉力逐步降低,當烘烤時間達到16 h 時,國產金絲拉力低于2.4 g,而進口金絲在烘烤時間為4 h,就已出現鍵合拉力低于2.4 g 的現象。從鍵合強度下降趨勢來看,國產金絲鍵合強度退化速度較慢于進口金絲。
進一步分析測試結果,隨著烘烤時間增加,鍵合拉力均值降低的同時,離散性呈現先增大后降低的變化規律。而在界面處失效的樣本數逐漸增多,且隨著烘烤時間增加失效在界面處的樣本鍵合拉力逐漸降低,因此總體樣本鍵合拉力離散性呈現出了先增大后減小的規律。圖6(b)為烘烤24 h后鍵合拉力測試失效在界面處的樣本的界面狀態,可以看到金屬間化合物已經完全覆蓋鍵合界面,并且已形成明顯厚度。
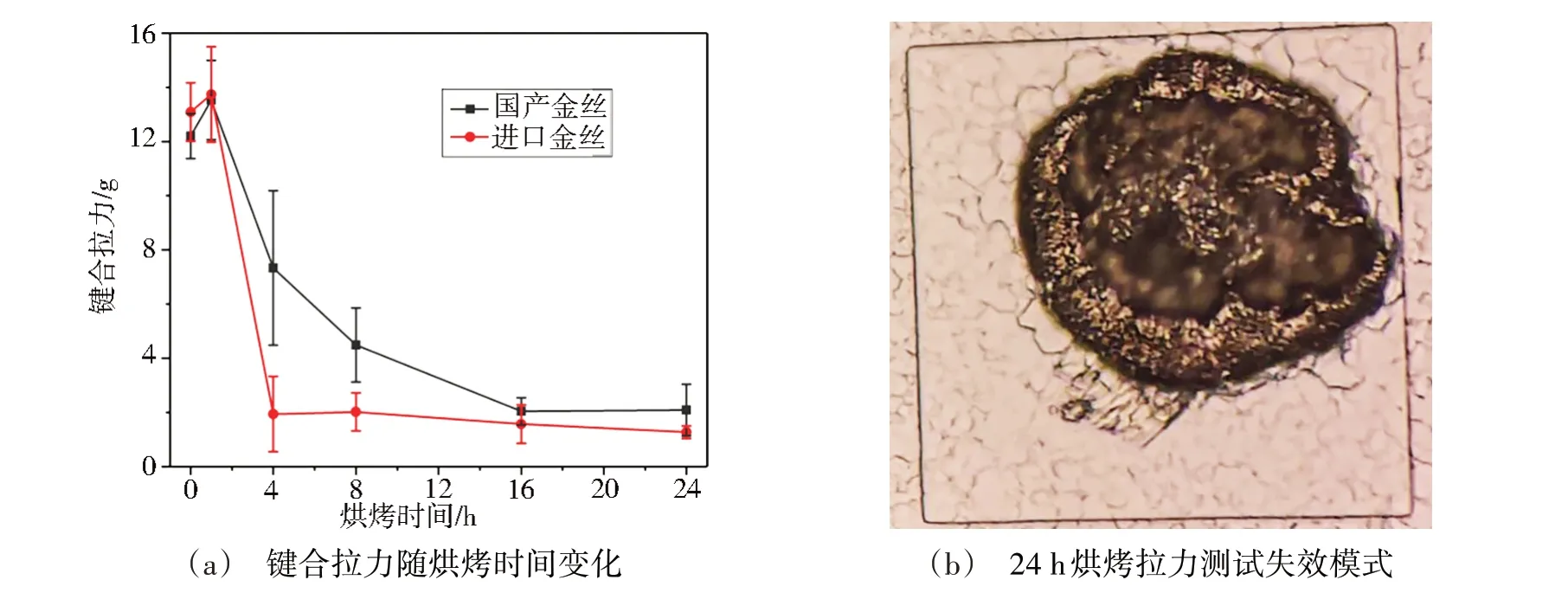
圖6 高溫烘烤對鍵合可靠性的影響Fig.6 Effect of high temperature baking on bonding reliability
對鍵合樣件進行制樣,分析鍵合界面IMC和柯肯達爾孔洞。金鋁鍵合界面處,在300 ℃高溫下,焊盤的鋁向焊點的金中擴散更為明顯,在金球端形成金屬間化合物,金屬間化合物厚度隨著烘烤時間增加不斷增厚。隨著烘烤時間增加,界面處產生孔洞,柯肯達爾孔洞不斷擴展,逐漸貫穿整個焊點界面,形成脫焊,見圖7。
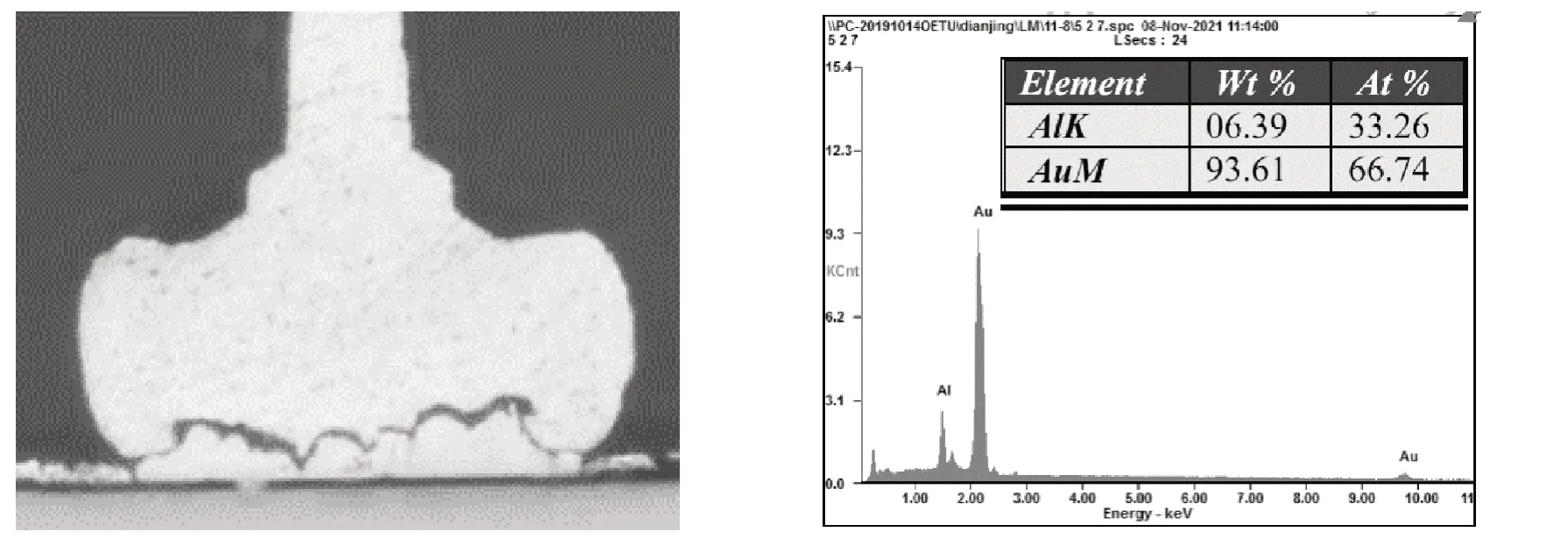
圖7 300 ℃烘烤24 h鍵合界面Fig.7 The interface of the wire bond after baking at 300 °C for 24 hours
觀察界面IMC 的變化規律,隨著烘烤時間延長,界面金屬間化合物從Au5Al2向Au2Al 轉變,當烘烤時間達到24 h 時,金屬間化合物主要為Au2Al。對比國產金絲和進口金絲界面擴散情況,擴散趨勢和界面成分無明顯差別,國產金絲擴散速度及裂紋生長速度略低于進口金絲。
3 結論
(1)通過對建立的評價體系的應用表明,可以通過對其中一些關鍵指標選取形成針對某一產品具體的評價點,從而可以使不同廠家之間的鍵合金絲進行對比,討論其在產品中的可應用性。
(2)在材料基礎性能參數方面,國產鍵合金絲拉斷力、伸長率、化學成分等關鍵指標滿足GB/T8750—2014 中的相關要求,材料基礎性能參數與進口金絲材料基本一致。在工藝適用性方面,分別驗證了楔焊鍵合工藝和球焊鍵合工藝,國產金絲材料鍵合焊點外觀和鍵合拉力均>3.0 g,國產金絲具有良好的可鍵合性,可以滿足替代進口同類材料的需求。在應用可靠性方面,根據宇航應用環境工況,對通用的金鋁鍵合界面高溫演化可靠性進行了驗證評估。金鋁鍵合界面高溫演化規律與進口金絲一致,呈現隨溫度升高,時間延長,IMC不斷增厚、界面裂紋不斷擴展、鍵合強度不斷降低的退化規律,且國產金絲鍵合強度降低速度慢于進口金絲,呈現了更優異的應用可靠性。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
銅業工程(2015年4期)2015-12-29 02:48:39
新聞傳播(2015年11期)2015-07-18 11:15:04
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
石油化工應用(2014年8期)2014-03-11 17:40:03
