基于圖形錯位的3DP 打印方法研究及應用
2023-05-20 04:29:46周子翔何捷軍
鑄造設備與工藝 2023年2期
周子翔,虎 成,劉 軼,何捷軍
(共享智能裝備有限公司,寧夏 銀川 750021)
噴墨黏粉式(3DP)3D 打印技術是噴頭在電腦控制下,按照模型截面的二維數據運行,選擇性地在相應位置噴射黏結劑,最終構成層。在每一層粘結完畢后,成型缸下降一個等于層厚度的距離,供粉缸上升一段高度,推出多余粉末,并由鋪粉輥推到成型缸,鋪平再被壓實。如此循環,直至完成整個物體的粘結。
在此過程中,如果打印頭始終沿同一路徑軌跡往返的情況時,如果打印噴頭有部分噴孔堵塞或損壞時,會導致整個打印過程無法噴墨的這部分始終無法噴射黏結劑,層層累加,就形成了裂縫,導致整個打印模型無法成型,產生不合格產品;另外,構成每層打印的模型截面圖幅大小是不同的,但打印頭的有效噴墨寬度是一定的,所以不同的模型截面圖幅打印需要打印頭步進走位,往返多次打印,才能完成一個模型截面圖幅的打印,這個過程中,由于機械上的精度、黏結劑的反應速率等原因,造成打印頭往返拼接圖幅的地方容易產生斷裂現象。但是打印噴頭有部分堵塞或者損壞是比較容易出現的問題,所以就會導致產品都打印出來了,才發現有問題,需要頻繁停機維修或更換打印頭,效率低,維修頻繁,增加成本。
針對上述技術的不足,如何在打印過程中部分打印噴頭堵塞或者損壞的情況下依舊不影響打印質量,規避斷裂現象,得到合格的產品,減少維修次數,提高工作效率,是急需解決的問題及研究方向。
1 利用圖形錯位實現錯位打印
通過分析與試驗提出了圖形錯位打印方法。錯位打印方法原理:在構成打印圖幅之前,將打印圖像沿畫布垂直方向偏移一個隨機高度,使圖幅垂直方向的起始位置產生隨機高度的空白圖像,然后構成新的打印圖幅。打印頭裝載打印圖幅后,根據圖像垂直方向上的隨機偏移高度,調整打印頭沿寬度方向上的打印起始位置,使同一噴孔在相鄰打印層對應的噴射位置相互錯開,當打印頭的個別噴孔堵塞時,該堵塞噴孔在相鄰層對應的位置也相互錯開,而單層的個別噴孔堵塞而產生的漏噴黏結劑的現象并不會造成打印模塊的斷節問題,少數分散的噴孔堵塞,因各層打印中其對應的位置已經相互錯開,也不會造成打印模塊斷節問題,從而避免了打印頭因個別噴孔堵塞而無法繼續打印的問題,提高了3DP 打印效率,降低打印頭維護成本。同時,每層由于圖像沿畫布垂直方向偏移的高度隨機,使得打印頭起始噴射位置不同,在相鄰兩層上打印頭往返打印拼接圖幅的位置也不相同,避免出現打印出的實物從拼接處斷裂。
2 圖形錯位打印實踐
如圖1、圖2、圖3 所示,本文所述的3DP 圖形錯位打印方法,在逐層鋪粉打印中,將打印圖像5沿畫布垂直方向偏移一個隨機高度h,生成打印圖幅4,打印頭1 加載打印圖幅4,將打印頭1 移動到打印平臺2 打印區域上方打印起始點6,并把打印頭1 沿寬度方向向打印圖像5 偏移的反方向移動圖像偏移的高度h,使同一噴孔對應的相鄰層上打印區域2 的噴射位置相互錯開,同時使相鄰層上打印頭步進往返打印的拼接位置3 相互錯開。
3DP 圖形錯位打印方法中的打印頭1 沿寬度方向依據圖像偏移高度h 動態調整打印頭1 的起始噴射位置,從而實現逐層打印中,打印頭的同一噴孔在相鄰層中對應的噴射位置始終錯開,同時打印頭步進往返打印的拼接位置3 始終錯開。
具體實施方法如下:
第一步,如圖1 所示,本文實施例中圖像偏移范圍設置為0~50 mm,隨機取得20 mm 為圖像偏移高度,將打印圖像5 沿畫布垂直方向向下移動20 mm,生成打印圖幅4。打印頭1 裝載打印圖幅4,將打印頭1 移動到打印起始點6,并沿打印頭寬度方向向上移動20 mm,通過鋪粉裝置在打印平臺上鋪一層粉,啟動打印頭1 的各噴孔根據裝載的打印圖幅4 在打印區域2 的第一部分圖幅噴射區域2A的上方選擇性的噴射打印,當第一部分圖幅噴射區域2A 完成噴射打印后,打印頭步進打印頭的寬度,將打印頭對應打印平臺第二部分圖幅噴射區域2B的上方,啟動打印頭的各噴孔根據裝載的打印圖幅4 在打印區域2 的第二部分圖幅噴射區域2B 的上方選擇性的噴射打印;完成當前層的打印后,工作臺下降一個鋪粉高度。

圖1 3DP 圖形錯位打印第一步
第二步,如圖2 所示,隨機取得5 mm 為圖像偏移高度,將打印圖像5 沿畫布垂直方向向下移動5 mm,生成打印圖幅4.打印頭1 裝載打印圖幅4,將打印頭1 移動到打印起始點6,并沿打印頭寬度方向向上移動5 mm,通過鋪粉裝置在打印平臺上鋪一層粉,啟動打印頭1 的各噴孔根據裝載的打印圖幅4在打印區域2 的第一部分圖幅噴射區域2A 的上方選擇性的噴射打印,當第一部分圖幅噴射區域2A完成噴射打印后,打印頭步進打印頭的寬度,將打印頭對應打印平臺第二部分圖幅噴射區域2B 的上方,啟動打印頭的各噴孔根據裝載的打印圖幅4 在打印區域2 的第二部分圖幅噴射區域2B 的上方選擇性的噴射打印;完成當前層的打印后,工作臺下降一個鋪粉高度。
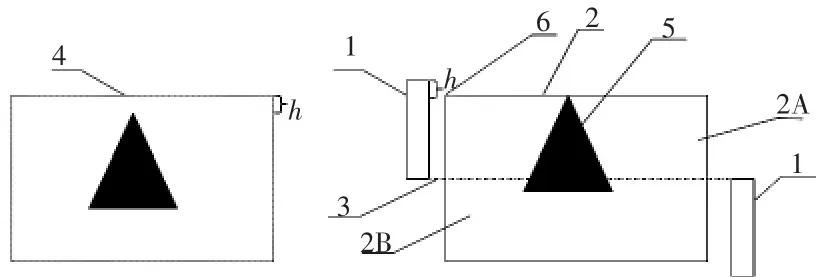
圖2 3DP 圖形錯位打印第二部
第三步,如圖3 所示,再次隨機取得46 mm 為圖像偏移高度,將打印圖像5 沿畫布垂直方向向下移動46 mm,生成打印圖幅4.打印頭1 裝載打印圖幅4,將打印頭1 移動到打印起始點6,并沿打印頭寬度方向向上移動46 mm,通過鋪粉裝置在打印平臺上鋪一層粉,啟動打印頭1 的各噴孔根據裝載的打印圖幅4 在打印區域2 的第一部分圖幅噴射區域2A 的上方選擇性的噴射打印,當第一部分圖幅噴射區域2A 完成噴射打印后,打印頭步進打印頭的寬度,將打印頭對應打印平臺第二部分圖幅噴射區域2B 的上方,啟動打印頭的各噴孔根據裝載的打印圖幅4 在打印區域2 的第二部分圖幅噴射區域2B 的上方選擇性的噴射打印;完成當前層的打印后,工作臺下降一個鋪粉高度。
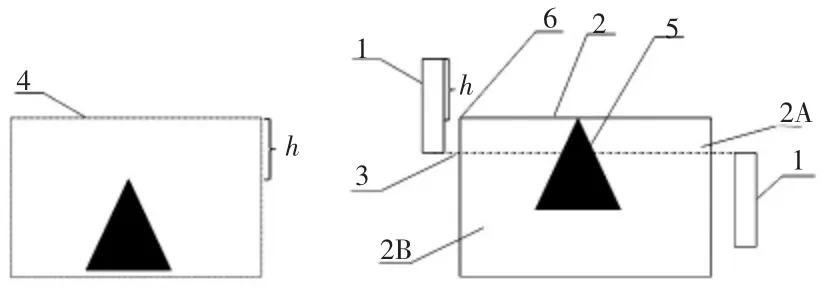
圖3 3DP 圖形錯位打印第三部
第四步,重新隨機圖像偏移高度,重復上一步的打印過程,直至完成產品的3DP 打印。
3 結論
本文所述圖形錯位打印的方法,經過實際應用驗證能夠有效填充無法噴射黏結劑的空白區,提升打印頭使用壽命,降低成本,提高打印效率;同時通過不停改變打印頭往返拼接位置可規避由于打印噴頭部分噴孔堵塞或損壞時造成砂型斷裂現象。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
今日農業(2021年9期)2021-11-26 07:41:24
計算機應用(2021年4期)2021-04-20 14:06:36
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
