
貯柜換柜自動提醒方法的應用研究
2023-05-30 14:58:10廖和明陳實魯潤淵陳文先尹中尉
機電信息 2023年10期
廖和明 陳實 魯潤淵 陳文先 尹中尉
摘要:貯絲柜物料快出完時需要人工根據經驗進行換柜操作,人工換柜具有不穩(wěn)定性,接柜時間過長,會導致下上批次重合時間長,從而對產品質量缺陷追溯的精準性有較大影響;接柜時間過短,會因啟動滯后,換柜不及時從而導致卷接車間機臺煙絲斷流。鑒于此,研制了換柜自動報警系統(tǒng),根據卷接機數量、尾料階段貯柜物料剩余百分比等設定換柜的預設值,當貯柜物料實際剩余百分比小于等于預設值時,利用聲光報警和監(jiān)控界面報警提醒操作人員換柜。實際應用效果表明,該換柜自動報警系統(tǒng)應用后,接柜時間均小于30 min,無煙絲脫節(jié)現象。
關鍵詞:送絲系統(tǒng);卷接機臺數;貯柜剩余百分比;接柜提醒
中圖分類號:TS43? ? 文獻標志碼:A? ? 文章編號:1671-0797(2023)10-0083-03
DOI:10.19514/j.cnki.cn32-1628/tm.2023.10.023
0? ? 引言
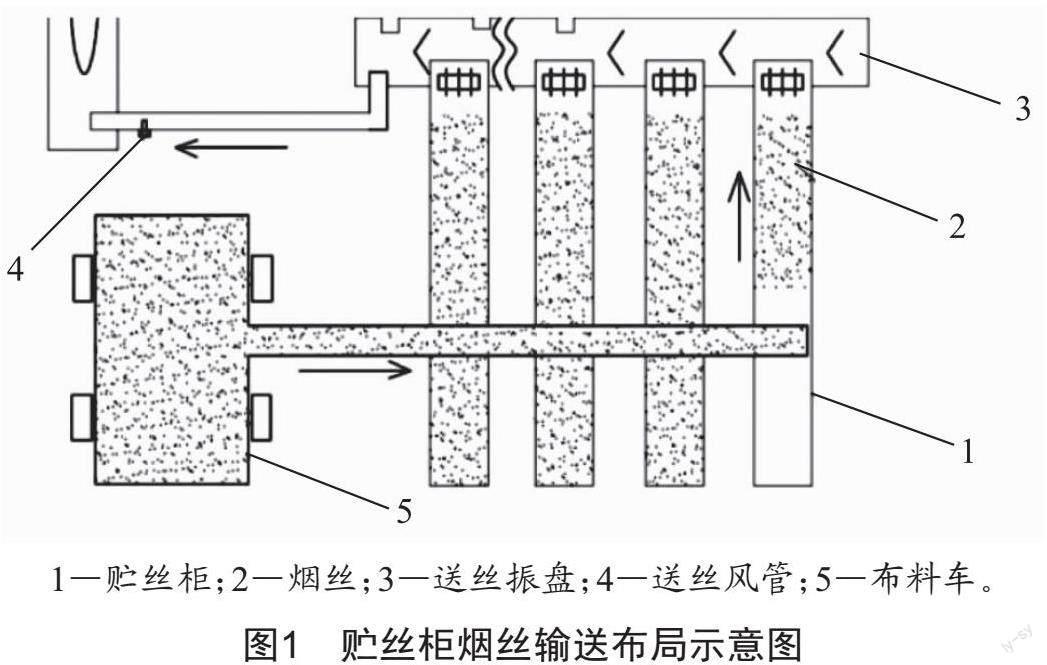
如圖1所示,制絲車間在對卷接車間輸送煙絲過程中,同一牌號煙絲通過貯絲柜被送至送絲振盤,最終通過風力送絲至卷接車間。當一個貯絲柜中的煙絲將要耗盡時,需要及時銜接下一貯絲柜的煙絲,以保證煙絲供應的持續(xù)性。同一振盤上下批次同時出柜的時間段稱為“接柜時間”,接柜時間過長,會導致接柜混批時間長,從而對產品質量缺陷追溯的精準性產生較大影響;接柜時間過短,會因啟動滯后,換柜不及時而導致卷接車間機臺煙絲斷流。
目前,貴州中煙各卷煙廠均為柜式貯絲模式,在柜式貯絲方式下,隨著貯絲時間的增加,煙絲結構變化明顯,整絲率、長絲率降低,中絲率、短絲率、碎絲率增加,煙絲含水率也呈現出下降的趨勢[1],因此接換柜的及時性也能一定程度上保證煙絲品質。重慶中煙工業(yè)有限責任公司涪陵卷煙廠通過引入DRC電子電機系統(tǒng),解決了供絲不連續(xù)的問題[2]。廣東中煙工業(yè)有限責任公司廣州卷煙廠借助網絡視頻監(jiān)控、LED顯示屏及其他一些輔助設施來實現制絲車間貯柜可視化管理,以此提升企業(yè)現場管理水平,改善現場工作環(huán)境,可用于預防和消除生產過程中的安全隱患和資源浪費[3],也可一定程度上實現對貯絲柜煙絲量的可視化監(jiān)管。柜式貯絲模式是目前國內卷煙工藝常用的貯絲模式,柜式貯絲所涉及的換柜問題也是各卷煙廠普遍面臨的重點問題,亟需解決。
1? ? 問題描述
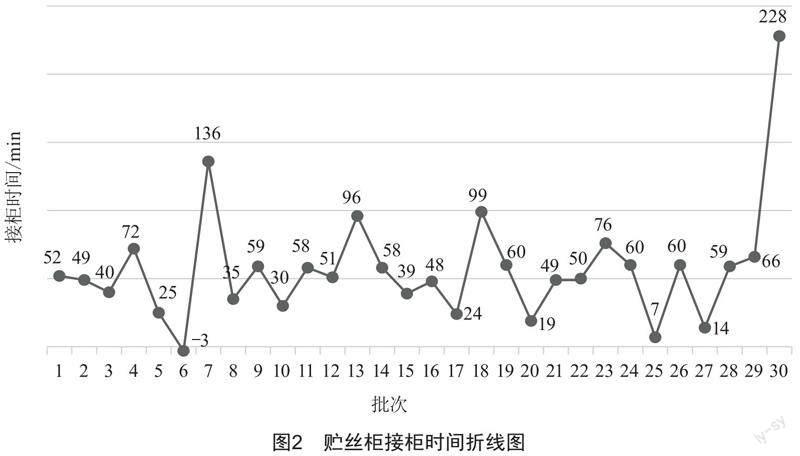
車間貯絲房現有16個貯絲柜、5個送絲振盤,每個振盤對應2~4個貯絲柜,批次結束時需要貯絲房操作工根據經驗進行人工接柜操作,以保障供絲連續(xù)。人工接柜不確定性大,導致質量波動問題發(fā)生的可能性也會增大。據統(tǒng)計,2019年12月5日—14日生產牌號A的30個批次接柜時間,平均值為57.2 min,最小值為-3 min,最大值為228 min,極差231 min,離散程度極大,如圖2所示。2019年10月—12月,卷包車間卷接機臺煙絲斷流8起,其中因一車間貯絲房操作工換柜不及時導致的有3起,占卷接機臺煙絲斷流的37.5%,影響后工序生產連續(xù)性。
2? ? 貯柜換柜自動提醒實現的幾個關鍵技術
2.1? ? 調整貯絲柜激光測距儀遠近端距離
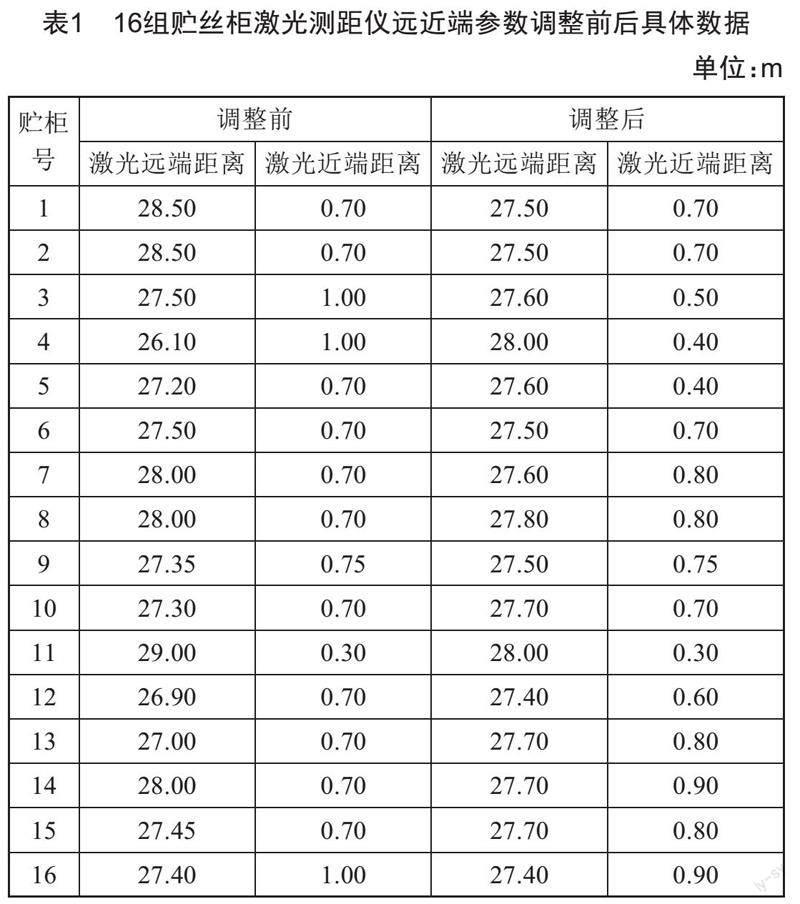
貯絲柜激光測距儀是控制布料大車往復運動距離的主要設備,貯絲柜往復運動的不一致可能會導致每組貯絲柜之間的布料情況不一致,從而出現貯柜物料首端與撥輥間距差距較大的情況,這也是影響接柜穩(wěn)定性以及接柜時間長短的因素之一。通過現場查看,16組貯絲柜物料首端與撥輥間距以及貯絲柜布料情況存在較大差異,其中6號柜布料情況最為均勻合理,貯柜物料首端與撥輥間距適當,為40 cm。以6號柜為參照,調整其他貯絲柜激光測距儀遠近端參數,實現布料情況與6號柜一致。調整前后參數如表1所示。
2.2? ? 研發(fā)并新增換柜自動提醒功能
人工憑借經驗對貯絲柜內煙絲存量以及卷接機臺煙絲消耗速率進行監(jiān)測,以此及時進行換柜操作,難免會存在較大誤差。通過研究新增換柜自動提醒功能,可以極大地控制此類差錯,從而提高生產的穩(wěn)定性。將自動提醒的判定條件設定為:貯絲柜內煙絲實際剩余百分比(X)≤人工給定的預設值(Y)時,控制系統(tǒng)自動提醒人工進行換柜。
2.2.1? ? 貯絲柜內煙絲實際剩余百分比(X)的獲取
實際剩余百分比=(煙絲在貯絲柜內所需運行的總行程-實際行程)/煙絲在貯絲柜內所需運行的總行程。如圖3所示,在貯絲柜傳動輥上的花狀輪盤處加裝光電傳感器,光電傳感器每檢測到一個金屬塊后,便向處理單元發(fā)送一個脈沖,花狀輪盤每轉動一圈便會接收到12次脈沖信號,將供絲開始接收到的脈沖次數作為實際脈沖值。當貯絲柜內煙絲全部輸送完成后,所接收到的總脈沖次數為預設脈沖值,此時可以將總行程與實際行程的差值替換為預設脈沖值與實際脈沖值的差值,總行程替換為預設脈沖值。貯絲柜內煙絲實際剩余百分比就可以通過接收的脈沖次數進行計算,即實際剩余百分比=(預設脈沖值-實際脈沖值)/預設脈沖值。
2.2.2? ? 換柜預設值(Y)的獲取
換柜預設值的設定,是人工給出的判定比較條件值,即貯絲柜在生產輸送煙絲條件下,應當對該貯絲柜進行接換柜操作的煙絲剩余量百分比值,因此其與卷接機數量、單臺卷接機緩存煙絲量以及貯絲柜滿載存料量有關。預設值的大小與生產中卷接機的數量成正比,卷接機的數量越多則消耗煙絲的速度越快,此時需要為卷接機預留足夠的煙絲,即需要預設值較大,以保證報警到換柜完成的時間段內卷接機不會斷料。
煙絲輸送過程是通過送絲風管連接卷接機臺與送絲振盤,送絲振盤連接貯絲柜。煙絲在負壓作用下通過送絲風管從送絲振盤輸送至卷接機臺。通過在送絲風管上加裝負壓傳感器,從而實時判斷卷接機臺是否在運轉。即當實際壓力值大于預設壓力值,判定為卷接機臺在運行,但由于送絲過程并不是連續(xù)不斷的,當卷接機臺緩存煙絲量足夠時,負壓會暫時停止,緩存煙絲量不足時,負壓會升高,送絲風管繼續(xù)送絲。通過卷接機緩存煙絲量以及卷接機臺的生產速度對機臺是否生產的判定需增加預設時間,在負壓間斷時間未超過預設時間或負壓實際壓力值大于預設壓力值條件下,均判定認為該臺卷接機處于運行狀態(tài)。通過統(tǒng)計處于運行狀態(tài)下卷接機的數量,從而得到生產中的卷接機數量。
換柜預設值Y的計算公式:Y=A+BDE/C。其中Y為預設值,A為尾料階段剩余百分比,B為修正系數,C為供料貯絲柜的滿載存料量,D為貯絲量調校值,E為與貯絲柜相連的運行中的卷接機的數量。當貯絲柜內煙絲的實際剩余百分比(X)≤預設值(Y)時,利用聲光報警和監(jiān)控界面報警提醒操作人員換柜。
3? ? 應用效果
改造實施后,換柜提醒系統(tǒng)可實時、準確統(tǒng)計對接的機臺數,并根據卷接機臺數計算出換柜的預設值,當貯絲柜內煙絲的實際剩余百分比達到預設值時,生產現場的報警器和生產監(jiān)控界面同時報警提醒操作人員換柜。對改造后的生產牌號A連續(xù)30次接柜時間進行統(tǒng)計,如表2所示,接柜時間在11~23 min范圍內。與改造前相比較,接柜平均時間從57.2 min下降至17.5 min,極差值從231 min下降至12 min,批間換柜穩(wěn)定性得到極大的提升,且無供絲斷流現象發(fā)生。
4? ? 結語
目前,基本上沒有對自動提醒貯柜換柜的相關研究,為解決因人工換柜而造成換柜提前或滯后問題,本文通過調整貯絲柜激光測距儀遠近端距離,確保貯柜物料首端與撥輥間距基本一致,并研究換柜自動報警系統(tǒng),其根據卷接機數量、尾料階段貯柜物料剩余百分比等設定換柜的預設值,當貯柜物料實際剩余百分比小于等于預設值時,利用聲光報警和監(jiān)控界面報警提醒操作人員換柜。本文的技術手段能夠有效解決人工經驗性換柜的不穩(wěn)定、不精準問題。
[參考文獻]
[1] 張軍,萬宇超,鐘宇生,等.柜式貯絲和箱式貯絲兩種貯絲方式下貯絲時間對煙絲質量的影響[J].卷宗,2020(13):334.
[2] 陳瑜,潘世華,熊金.淺談DRC電機在煙草貯絲柜中的應用[J].科技創(chuàng)新導報,2020,17(22):72-75.
[3] 陳榮峰.卷煙企業(yè)制絲車間貯柜可視化探析[J].輕工科技,2021,37(9):66-67.
收稿日期:2023-01-11
作者簡介:廖和明(1986—),男,江西人,助理工程師,研究方向:制絲工藝與設備技術。
