某發動機機油加注口蓋故障改進探析
2023-05-30 15:27:14姚凱
時代汽車 2023年1期
姚凱


摘 要:本文重點介紹了機油加注口蓋的作用,陳述了機油加注口蓋的故障模式,及可能的原因及采取的措施。以改善發動機的性能表現,提高客戶滿意度。其改進方向為其它機型的問題解決提供了可借鑒的思路,并可成為將來的產品設計與架構的有效輸入。
關鍵詞:機油加注口蓋 橡膠 老化 滲漏油
1 機油加注口蓋的作用
加機油口蓋的作用是加注機油,保護機油箱。機油加注口蓋的耐久性和可靠性對機油加注口蓋的質量表現至關重要。如果加注口蓋破裂會造成不必要的損失。(1)機油溢出:機油就會溢到發動機艙內。(2)積碳產生:由于發動機在工作時的溫度是非常高,附著在上面的機油不僅會遇熱后蒸發,伴隨著一股刺鼻的異味,而且長期下去肯定會形成一層很厚的積碳,這樣一來就會影響發動機的散熱效果。
機油加注口位置在發動機附近的一個帶油壺符號的蓋子,想要打開蓋子時,應慢慢的反向旋松機油加注口蓋,正常進行更換機油即可。
2 機油加注口蓋故障模式
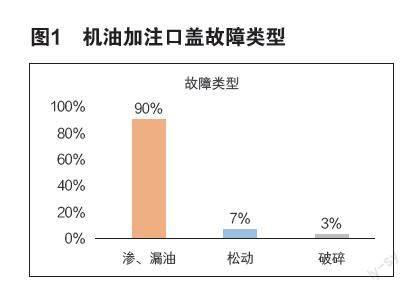
機油加注口蓋的故障模式表現常常有:滲漏油、松動、破碎。對售后的返回零件進行分析得出如下結果,見圖1。
機油加注口蓋的主要故障模式為滲、漏油,占故障總數的90%。此文主要介紹機油加注口蓋的滲、漏油故障模式的改進,見圖2。
3 要因確認
(1)梳理機油加注口蓋的生產過程、其過程變量圖如圖3。
過程變量圖梳理出過程的23個輸出,此輸出直接影響著機油加注口蓋的質量表現,其耐久性和質量穩定性。
(2)對機油加注口蓋進行失效模式分析如圖4。
(3)對于過程變量圖輸出與失效模式的的輸出組成因果矩陣,找出位于前位的因素,見表1。
此矩陣列出的前三位因素分別為:O型圈材質不符;機油加注口蓋外徑不合;機油加注口蓋裝配不符合工藝,見表2。
4 確定要因
4.1 裝配不符合工藝
檢查機油口蓋的裝配工藝,見圖5。
對裝配車間隨機抽查一周,共抽查200臺發動機,沒有發現不按照工藝裝配現象。
裝配不符合工藝不是要因。
4.2 機油加注口蓋外徑不合
收集機油加注口蓋88件,測量外徑,并做直方圖進行分析,見圖6。
圖形基本對稱分布(稍偏右),樣本分布中心x與公差M重合,分布在公差范圍內且兩邊有一定余量,是理想狀態。
機油加注口蓋外徑生產過程能力充足,非要因。
4.3 O型圈材質不符合
(1)O型圈分供方表現隨時間的供貨表現圖如圖7。
PPM值與乙供應商供貨有強的正相關。
(2)對供應商使用的材料進行分析對比,見表3。
從表3可以看出,兩種材料在壓縮永久變形量處差異明顯。材料2明顯優于材料1。
(3)壓縮永久變形量對產品性能與穩定性的影響進行權重分析,見表4。
分析得出壓縮永久變形量指標對產品的耐久性及可靠性影響大,是重要因子。
因此O型圈材質不合是要因。
(4)最后得出結論,見表5。
5 措施實施及確認
(1)根據要因確認階段的結論,得出改進思路為使用材料2。
(2)改善措施實施后監控材料2來料的特性值壓縮永久變型(150℃*72H)<25%,過程能力,見圖8。
圖8所示措施實施后,過程能力CPk為 2.3>1.67,過程能力充足。
(3)監控售后表現數據,跟蹤數據3個月表現如圖9。
從圖9可以看出,措施點后數據表現很好。說明措施有效。
6 結語
(1)通過對該車型問題的解決,為解決問題提供了新的方向,為經驗教訓提供了寶貴的輸入,提高了客戶滿意度,并為設計部門在架構與將來的產品開發中開辟了思路。
(2)新產品日新月異,客戶需求變化快速,企業要面向顧客,不斷設計滿足客戶要求的產品。這就要求企業要快速的推出產品,以更高的質量,更低的成本,推陳出新。企業要加強基本攻,在架構化,模塊化、戰略供應商培養上磨刀利劍。
參考文獻:
[1]質量管理小組理論與方法.中國質量協會? 中國質檢出版社.
[2]何楨.六西格瑪管理.中國人民大學出版社.
[3]馬逢時,劉傳冰.六西格瑪管理統計指南.中國人民大學出版社.
