平臺化策略在焊接智能制造中的實(shí)踐
2023-05-30 10:48:04曹久雷吳強(qiáng)霍小敏趙曉利李少華吳顯波
汽車工藝師 2023年5期
關(guān)鍵詞:工藝流程
曹久雷 吳強(qiáng) 霍小敏 趙曉利 李少華 吳顯波
摘要:在滿足平臺車型性能、帶寬要求的前提下,結(jié)合現(xiàn)有生產(chǎn)基地焊接生產(chǎn)線現(xiàn)狀,開展平臺車型導(dǎo)入各基地的可行性分析及改造方案設(shè)計(jì)。通過同步工程分析,推動產(chǎn)品設(shè)計(jì)進(jìn)行車身結(jié)構(gòu)優(yōu)化,實(shí)現(xiàn)平臺車型共用生產(chǎn)線工裝和設(shè)備;結(jié)合仿真技術(shù)的運(yùn)用,做到數(shù)字化孿生,實(shí)現(xiàn)現(xiàn)場調(diào)試時間最短;結(jié)合柔性伺服技術(shù)接柔性主拼技術(shù)的運(yùn)用,將設(shè)計(jì)平臺化、制造平臺化快速、有效落地,確保制造過程的一致性與穩(wěn)定性。
關(guān)鍵詞:平臺化;柔性化;智能制造;工藝流程;焊接生產(chǎn)線
隨著汽車消費(fèi)者對個性化、定制化的需求逐步成趨勢,建設(shè)高節(jié)拍、高自動化及多車型柔性自動線成為行業(yè)共識。但自動柔性線如何實(shí)現(xiàn)多車型的快速切換,如何做到成本最優(yōu)和如何實(shí)現(xiàn)質(zhì)量的一致性是行業(yè)難點(diǎn)[1]。為解決以上問題,圍繞“質(zhì)量、成本、效率”,針對焊接工藝平臺化設(shè)計(jì)及智能制造技術(shù)的落地應(yīng)用進(jìn)行了全面研究,積極應(yīng)對現(xiàn)有量產(chǎn)車型與后續(xù)平臺架構(gòu)車型的柔性兼容及平穩(wěn)過渡。
平臺化研究思路
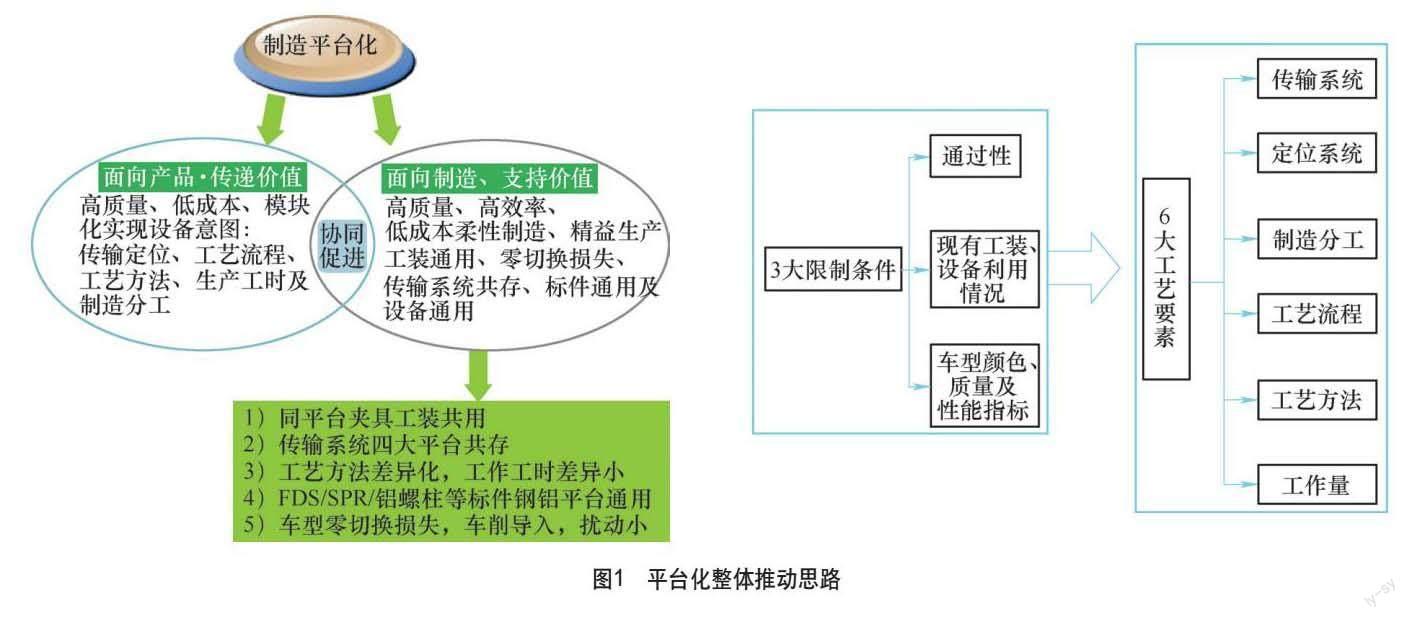
焊接制造平臺化架構(gòu)和精益制造技術(shù)研究總體思路為:產(chǎn)品端與制造端協(xié)同促進(jìn)共創(chuàng)價(jià)值,產(chǎn)品端傳遞價(jià)值,制造端支持價(jià)值(見圖1)。
在保證產(chǎn)品性能的前提下,推動平臺車型傳輸定位與現(xiàn)有各基地保持統(tǒng)一,減少對現(xiàn)有生產(chǎn)線的改造,最大限度利用現(xiàn)有資源,減少生產(chǎn)線改造;統(tǒng)籌和審視各基地制造資源,通過部分定位系統(tǒng)的柔性化改造,釋放對產(chǎn)品設(shè)計(jì)的部分要求,適應(yīng)現(xiàn)有各平臺內(nèi)新老產(chǎn)品的柔性兼容,以及與未來平臺車型的順利過渡,實(shí)現(xiàn)新老產(chǎn)品柔性兼容及順利過渡;整合產(chǎn)品工藝流程、傳輸定位,規(guī)范平臺車型的工作量及工藝方法,實(shí)現(xiàn)未來平臺在各基地各生產(chǎn)線上互換生產(chǎn),以實(shí)現(xiàn)未來平臺車型在各基地間互換生產(chǎn)[2]。
平臺化研究關(guān)鍵舉措
1.下車體平臺化制造策略
結(jié)合各平臺產(chǎn)品特性,圍繞“質(zhì)量、成本、效率”三大維度,在保證產(chǎn)品性能的前提下,各平臺各車型傳輸、工藝流程和制造分工等實(shí)現(xiàn)各基地統(tǒng)一。定位柔性化改造,在工作量、工藝方法差異處理等方式上,實(shí)現(xiàn)各平臺車型在各基地各生產(chǎn)線上互換生產(chǎn)。
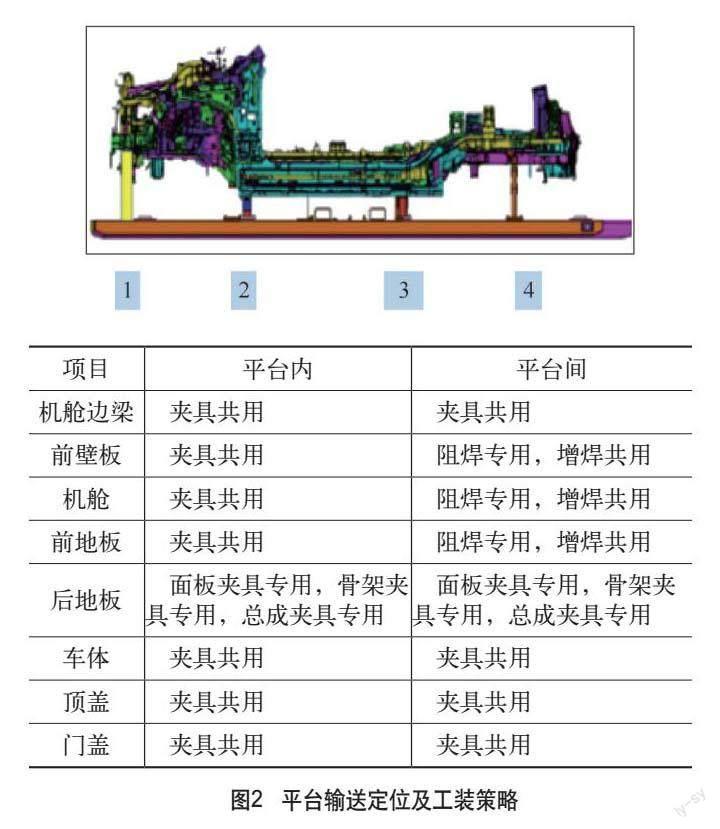
平臺下車體四組滑撬孔完全按照平臺要求設(shè)計(jì),實(shí)現(xiàn)跨平臺傳輸定位統(tǒng)一;在工裝策略上,下車體平臺內(nèi)進(jìn)行共用設(shè)計(jì),平臺間部分共用;上車體平臺內(nèi)、平臺間均采取夾具切換;平臺內(nèi)工藝流程、制造分工、工藝方法高度統(tǒng)一,平臺間實(shí)行差異化處理。平臺輸送定位及工裝策略如圖2所示。
2.下車體工裝標(biāo)準(zhǔn)MCP策略
統(tǒng)籌分析平臺全系所有下車體數(shù)據(jù),集合下車體自制焊接分總成(機(jī)艙邊梁、機(jī)艙總成、前壁板、前地板、后地板及下車體)衍變規(guī)律和工裝共用策略,形成組焊夾具、抓手及補(bǔ)焊置臺設(shè)計(jì)標(biāo)準(zhǔn),指導(dǎo)和規(guī)范后續(xù)項(xiàng)目工裝設(shè)計(jì),保證后續(xù)平臺車型下車體組焊工裝100%共用。
3.伺服抓手及柔性伺服共用夾具策略
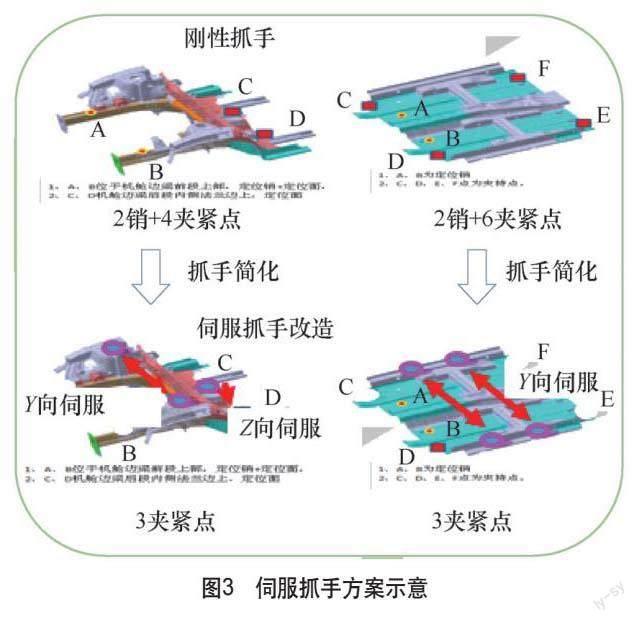
結(jié)合平臺車型產(chǎn)品的衍變規(guī)則及工藝設(shè)計(jì)限制條件,借鑒柔性化工裝設(shè)計(jì)理念,在平臺車型下車體中大量應(yīng)用伺服抓手及柔性伺服共用夾具,可節(jié)約下車體導(dǎo)入停線時間,減少庫位占用,節(jié)約下車體工裝固定資產(chǎn)投入,實(shí)現(xiàn)后續(xù)同平臺車型導(dǎo)入后下車體工裝設(shè)備100%通用的目標(biāo)。伺服抓手方案如圖3所示。
前地板組焊伺服設(shè)計(jì)包括座椅橫梁X向伺服,共4套模組;門檻夾持面Y向伺服,共4套模組。機(jī)艙組焊伺服設(shè)計(jì)為減振器安裝板定位孔軸線伺服。后地板組焊伺服設(shè)計(jì)為后地板骨架為第一、第二橫梁X向伺服,后地板面板X向伺服。下車體組焊伺服設(shè)計(jì)為后地板總成主次定位孔X向伺服,共4套模組。
4.工作量優(yōu)化及備件種類標(biāo)準(zhǔn)化策略
通過制造工藝及產(chǎn)品結(jié)構(gòu)優(yōu)化,平臺下車體工作量中自制焊點(diǎn)較量產(chǎn)車型少10%,保護(hù)減少50%~80%,螺柱焊減少30%~40%;各基地下車體人員定額在現(xiàn)有基礎(chǔ)上減少50%~60%;為減少定位銷種類,夾具定位銷設(shè)計(jì)時,將定位孔尺寸由20種優(yōu)化為5種,同直徑定位銷長度由7種減少至3種以下,由此定位銷種類由原來的100余種減少至14種,極大降低了備銷成本及管理難度;綜合考慮了各基地設(shè)備選型、精度目標(biāo)要求及生產(chǎn)線節(jié)拍等因素,焊點(diǎn)設(shè)計(jì)已最大限度滿足了現(xiàn)有基地焊鉗,避免異形焊鉗的使用和新項(xiàng)目導(dǎo)入后焊鉗的改造;梳理出6個自制焊接分總成在所有組焊工位的定位焊點(diǎn)規(guī)劃。
5.產(chǎn)品結(jié)構(gòu)簡化及精度提升策略
平臺下車體通過結(jié)構(gòu)簡化及吸收公差結(jié)構(gòu)的設(shè)計(jì),下車體關(guān)鍵安裝點(diǎn)精度達(dá)成難度大大降低,外觀匹配難度下降。結(jié)合一維尺寸鏈計(jì)算和工裝方案優(yōu)化,降低了制造難度。前上構(gòu)件結(jié)構(gòu)優(yōu)化及精度提升對比如圖4所示。
其中,前上構(gòu)件框架總成結(jié)構(gòu)及工藝層級優(yōu)化舉措如下:
1)簡化零件搭接狀態(tài),減少組焊工序數(shù),更改結(jié)構(gòu)為Y、Z向可調(diào)。
2)框架總成在白車身總成層級裝配,縮短尺寸鏈。
前減振器搭接結(jié)構(gòu)優(yōu)化舉措如下:
1)取消前減振器安裝面Z平面搭接結(jié)構(gòu),避免前減振器安裝板裝配不到位等問題。
2)將從機(jī)艙邊梁前段逐步開始焊接調(diào)整至在白車身總成最后定位裝配,縮短尺寸鏈。
前罩鉸鏈、翼子板安裝點(diǎn),由原來X、Z向搭接調(diào)整為Y向搭接,Z向可調(diào)結(jié)構(gòu),打斷Z向尺寸鏈,吸收Z向公差;X、Y向鉸鏈,吸收X、Y向公差。
6.柔性主拼技術(shù)策略
主拼工位是焊接生產(chǎn)線的核心工位,目前主流汽車企業(yè)的主拼形式有OPEN GATE、四面體轉(zhuǎn)轂、內(nèi)主拼及抓手等,主要以O(shè)PEN GATE和四面體轉(zhuǎn)轂為主。新建焊接生產(chǎn)線時,需綜合線體產(chǎn)能、場地、投資等維度評估選擇主拼夾具結(jié)構(gòu)形式。
采用OPENGATE庫位切換,優(yōu)點(diǎn)結(jié)構(gòu)可靠,業(yè)內(nèi)應(yīng)用成熟,但有占地大、切換效率低(約35~40s)等問題。為了節(jié)約場地,提升切換效率,節(jié)約后續(xù)車型固定資產(chǎn)投入以及節(jié)約工裝安裝導(dǎo)入、調(diào)試等時間,焊接工藝團(tuán)隊(duì)開展了柔性主拼的探索及應(yīng)用,在主拼側(cè)扇上集成伺服模組,頂蓋橫梁、置物板等采用伺服抓手定位,實(shí)現(xiàn)各車型主拼夾具柔性共用。
其中,主拼預(yù)裝工位,總體工藝流程與現(xiàn)有車型一致,僅將尾裙板調(diào)整至主線焊接,提升側(cè)圍尾部開檔尺寸穩(wěn)定性,在主線預(yù)拼工位新增1臺機(jī)器人完成尾裙板的自動預(yù)裝及點(diǎn)定功能(點(diǎn)定插槍示意見圖6),尾裙板定位采用伺服抓手+Docking組合方式。
側(cè)圍定位工裝,單側(cè)采用8組定位單元,其中A、C柱定位銷三向伺服。支撐和夾持兩向伺服。Z向支撐面2個,Y向夾持8個,總計(jì)側(cè)圍總成定位單側(cè)伺服軸18個,左右共計(jì)36個伺服軸。
頂蓋前后橫梁工裝,主拼二層平臺布置6臺機(jī)器人,中間2臺為前、后橫梁,置物板定位抓手,其中后橫梁與置物板共用抓手,前后4臺為點(diǎn)定機(jī)器人。前、后橫梁,置物板均要求鈑件各車型Y向間距一致,定位孔大小一致為20mm,抓手設(shè)計(jì)6組定位單元,定位銷X、Z兩向伺服,總計(jì)12個伺服軸,靠機(jī)器人絕對坐標(biāo)定位。
焊點(diǎn)點(diǎn)定方案,對于60JPH(件/h)生產(chǎn)線,必打點(diǎn)設(shè)計(jì)示意如圖5所示,焊點(diǎn)總數(shù)不少于48點(diǎn),經(jīng)實(shí)際生產(chǎn)驗(yàn)證,該方案可靠,可滿足精度、節(jié)拍要求。
結(jié)語
基本實(shí)現(xiàn)各平臺的制造分工、工藝流程、輸送定位、工藝方法及工作量等的統(tǒng)一,工裝設(shè)計(jì)遵循工裝柔性、人員效率提升及工序鏈最短的原則,平臺車型導(dǎo)入現(xiàn)有基地,夾具、抓手設(shè)計(jì)需能滿足后續(xù)所有同平臺車型共用,減少庫位占用及切換損失。新建基地按照單夾具、柔性夾具、局部快換及專用+轉(zhuǎn)臺切換等方式,最終實(shí)現(xiàn)下車體生產(chǎn)線無庫位,整線工裝通用化率85%,運(yùn)行成本降低30%,制造工時波動小于5%的目標(biāo),有效降低了場地、投資、生產(chǎn)管理和人員管理等成本。
通過平臺化策略的實(shí)施,有效助推焊接智能制造能力提升,焊接車間“兩提升,三降低”(生產(chǎn)效率提升、能源利用率提升、運(yùn)營成本降低、產(chǎn)品不良率降低及產(chǎn)品研制周期縮短)獲得巨大突破。按照工信部下發(fā)《智能制造能力成熟度模型白皮書》 評價(jià)標(biāo)準(zhǔn),本實(shí)踐案例焊接智能制造水平達(dá)到4級(優(yōu)化級),處于國際先進(jìn)、國內(nèi)領(lǐng)先水平。
參考文獻(xiàn)
[1] 陳平,余傳海,王琪棟,等.汽車模塊化平臺戰(zhàn)略分析[J].汽車工程師,2017(9):15-17,24.
[2] 席輝,張小斌,周霞,等.對未來汽車制造平臺化技術(shù)的探索與思考[J].汽車工藝與材料,2022(11):24-28.
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
中學(xué)生數(shù)理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年2期)2020-04-21 07:51:18
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
當(dāng)代化工研究(2016年7期)2016-03-20 16:21:56
求學(xué)·理科版(2016年1期)2016-02-29 15:34:46
現(xiàn)代制造技術(shù)與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(zāi)(2014年5期)2014-02-27 14:01:38