汽車車門焊接夾具結構的改進設計與研究
2023-06-01 08:07:58孔令云楊劍輝
科技與創新 2023年10期
孔令云,楊劍輝
(1.江蘇省江都中等專業學校,江蘇 揚州 225200;2.江蘇亞威智能系統有限公司,江蘇 揚州 225200)
焊接是汽車生產制造過程中非常重要的一道工藝。如何快速高效組裝液壓焊接夾具的各零件,減少焊接過程中如點焊鉗因為自身原因導致的焊接死角,增加焊接夾具動力源的種類,改進夾具結構、提高夾緊可靠度等是目前筆者了解到的需要解決的問題。本文以汽車的車門焊接為例,進行焊接夾具的設計,主要的研究內容包括:①增加夾具水平周轉運動的機構和自鎖功能,方便焊接,提高生產效率;②改變目前夾緊方式為純人工機械夾緊或氣壓控制的半自動化夾緊現狀,使焊接夾具動力源多元化并設計與之相匹配的夾緊機構;③改變夾具沒有合理的模塊化設計現狀,使在建造生產線及后續根據產品結構要求改變時,方便焊接夾具的裝拆、調試、檢修等問題。
1 焊接夾具的設計要求
夾具在實際生產當中需要承受一定的載荷,所以焊接夾具必須具有高強度、高剛度。焊接夾具需要有一定的靈活度,保證工人有一定的操作空間、焊接空間和視野。焊接夾具必須要方便裝拆,因為要考慮到被焊接件在焊接完成后,是否能順利從夾具上進行取件。焊接夾具必須要有一定的工藝性,方便焊接生產線的裝配調、檢修、維護等。
2 車門焊接工藝和點焊鉗
本文研究的是汽車車門與焊接件之間的定位、夾緊、焊接、張開的過程,具體包括車門與門窗加強板間、車門與防撞桿之間的焊接。車門焊接夾具在生產線上只占1 個工位,焊接夾具調試完成后處于張開狀態。首先車門要求被定位在夾具上,完成主定位;第二是焊接件經過定位銷定位在車門相應位置上;第三是焊接夾具進行車門和焊接件的夾緊固定,完成次定位;第四是點焊鉗定點焊接;最后夾具張開,等待工人檢測校核之后進入下一工序。
目前在汽車的制造業中白車身焊接主要有點焊、弧焊、激光焊等多種焊接工藝,工業機器人取代人工焊接得到了越來越廣泛的應用[1]。焊鉗的選型也是車門焊接前最重要的準備工作。根據板料厚度、板材用料、產品結構、作業習慣、合理的焊接工藝參數等選擇點焊鉗型號為QC25-430350D0F4。
3 定位基準和定位元件
針對低剛性的薄壁類零件,車門定位點選擇布置在面積最大的表面,即車門內板采用“N-2-1”過定位方式。定位銷是與車門上預先留出的定位孔相配合,完成車門的主要定位。然后是通過若干個定位塊、定位銷完成車門與焊接件的夾緊和位置配合,完成車門的次要定位。
某車型車門內板的材料選擇為St14,厚度t為1 mm,本文主要研究的是車門與焊接件之間的3 個焊接部位。焊接件有門窗加強板、防撞桿;焊接部位有車門內板與車門加強版、車門內板凸臺與防撞桿左支座、車門內板凸臺與防撞桿右支座。某型號汽車車門內板及焊接件模型如圖1 所示。

圖1 某型號汽車車門內板及焊接件模型
無論汽車門的結構形狀是什么樣的,都是通過對車門、車門內板和焊接件的局部的幾個區塊面進行定位、夾緊,從而完成整個車門的焊接。對于車門來說,按它的定位點形狀,可分為孔定位和面定位,在汽車焊接夾具的結構中對應的零件是定位銷和壓塊。
定位銷可分為圓柱銷和菱形銷,在通常情況下,每個車門或焊接件都至少有一個定位孔,而用定位銷去定位是決定車門、車門內板和焊接件位置精度、定位精度的主要定位方法。壓塊分為上壓塊和下壓塊,是通過與車門或焊接件的表面某塊區域相接觸配合,完成對車門及焊接件的定位。
4 主要零件設計說明
產品模塊化設計是將產品根據使用要求,分成若干個部分,即若干個模塊,每個模塊都是具有獨立功能的單元[2]。汽車車門焊接夾具結構包括夾緊機構模塊和旋轉機構模塊。夾緊機構模塊由若干夾緊機構部分和定位功能部分組成。其中,定位銷和壓塊都屬于夾緊機構的組成零件。
夾緊機構:夾緊機構模塊由若干夾緊機構部分和定位功能部分組成。夾緊機構部分包括L 形板、連接板、上壓塊、下壓塊、調整墊片、鉸鏈銷、定位銷、限位塊、連接塊、連接板、油缸等;定位功能部分包括支撐板、支撐柱、基板等部件。
L 形板:L 形板是通過螺栓固定在基板上,用以聯接連接板、上壓塊、下壓塊等零件。其豎板高度設計為300 mm,具有4 個螺孔和2 個銷孔。銷孔距離L 形板底250 mm,底板尺寸為14 mm×80 mm,螺、銷孔個數與豎板相同,銷孔距離L 形板前面100 mm。底板與豎板通過肋板聯接。
連接板:連接板與液壓缸、連接塊通過鉸鏈銷聯接起來;與L 形板通過螺栓固定連接,定位銷定位,連接板不參與任何工件的定位和夾緊。在不影響液壓缸和連接塊工作的情況下,連接板板型可調整,連接板所用材料為Q235。
上壓塊:上壓塊呈“L”形,通過螺栓與壓轉臂聯結,壓塊與壓轉臂間置有調整墊片。夾緊機構中的上壓頭要求能施加300 N 以上的夾緊力。而上壓頭壓力的動力源來自于液壓缸,通過簡單的鉸鏈四桿機構傳遞運動和動力。
壓頭夾緊面與焊接件或車門表面發生直接接觸,所以壓頭的形狀是根據車門或焊接件夾緊點處幾何特征三維建模出來的,形狀的配合度較高。若車門或焊接件結構形狀較為復雜,對于一個夾緊點處的單一夾緊機構有夾緊不可靠的問題,可以采用2 個夾緊機構相互疊加拼裝成新的夾緊機構,要求設計出來的夾緊機構可以模塊化組裝拼接,保證車門或焊接件夾緊的可靠度。
若采用2 個夾緊機構相互拼裝的形式,則會使用2個液壓缸,第一個液壓缸和第二個液壓缸的油缸直徑選擇為Ф63 mm 和Ф50 mm。但本論文只討論夾緊機構使用一個液壓缸的情況。通過查閱機床夾具設計手冊可知油缸缸徑選為Ф75 mm,而通常情況下液壓系統的工作壓力P為0.4 MPa,則油缸的效率為80%,查液壓缸選型手冊,油缸理論輸出力表如表1 所示。
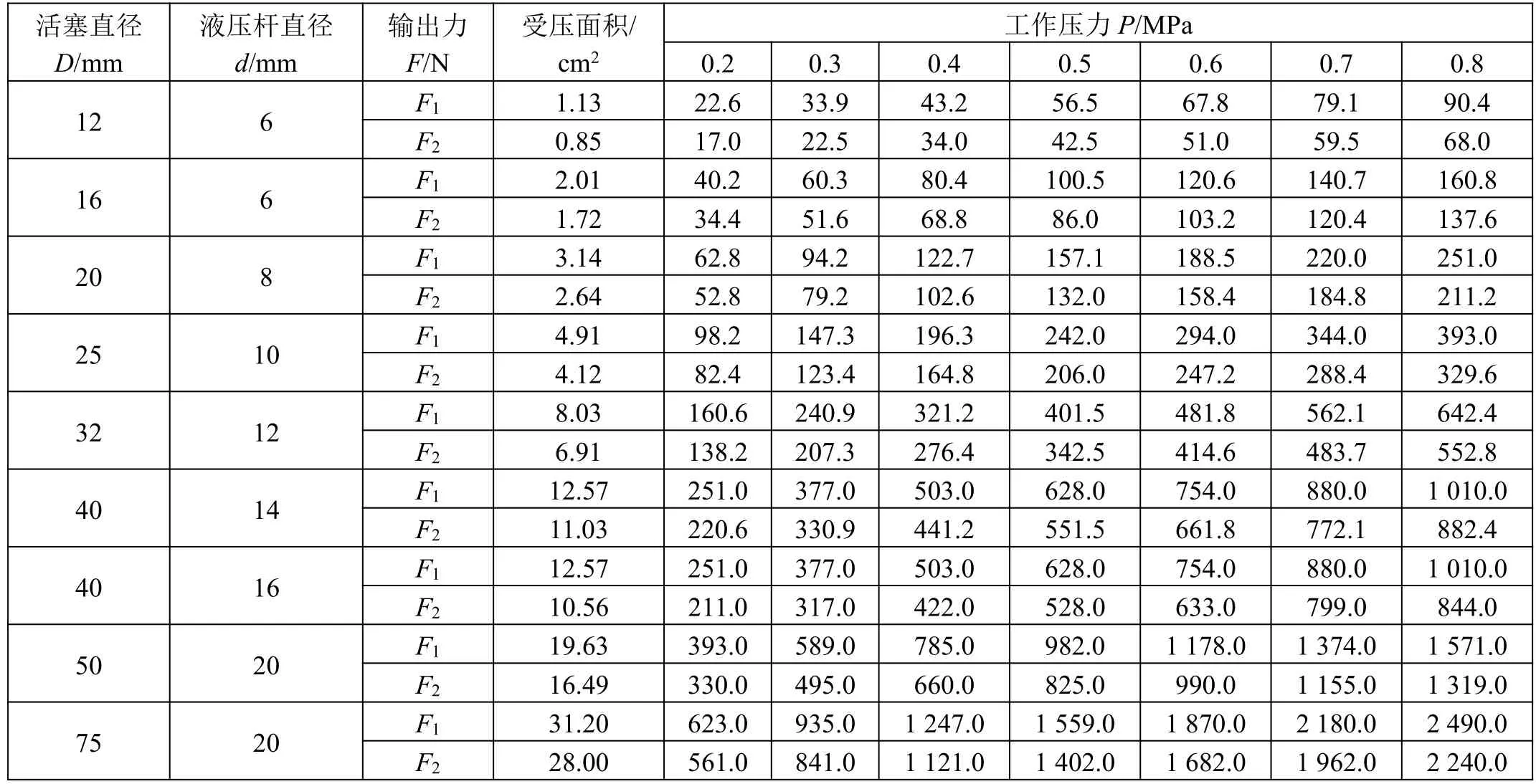
表1 油缸理論輸出力表
下壓塊:上、下兩壓塊的材料選擇45 號鋼,因為優質碳素結構鋼存在一定的塑韌性,防止夾傷車門或者焊件。壓塊需要經歷鑄造、表面高頻淬火等工序。完成熱處理工序后的硬度可達HRC32~35。但目前壓塊與焊接件等覆蓋件是面與面的直接接觸,為避免劃傷車門或焊件表面,下壓塊45 號鋼材料改為尼龍,厚度t為22 mm。
調整墊片及限位塊:調整墊片一般與限位塊或上、下壓塊配合使用。若與上、下壓塊一同使用,則為防止個別壓塊旋轉,需在調整墊片上加裝限位片。
定位銷:為保證焊接件或車門在夾具上的定位可靠度以及方便點焊鉗的焊接,車門焊接夾具上需要大量采用銷定位。通常情況下,一個焊接件與車門間采用2 個及以上的定位銷定位,保證焊接件的相對位置精度。但由于車門內板的強度、剛度較低,且板料具有一定的塑韌性,所以允許焊件板料個別的部位出現過定位的現象,而重復的定位對焊件及車門不會有太大的影響。對于車門的板面面積較大的情況,為保證定位的可靠性,定位孔的孔間距不能太小,所以要盡可能大點,而當兩孔間距較大時,其中一銷孔應采用菱形銷定位,防止車門板面變形。
基板:基板是由切割好的鋼板焊接而成,鋼板板材選擇45 號鋼,鋼板厚度t為20 mm,但是它是加工完成后基板板料的厚度。所以在選擇毛坯時,考慮到加工余量的問題,毛坯基板板料厚度t取25 mm。而基板長、寬尺寸選擇由車門的大小決定,因此長寬分別取1 141 mm、954 mm。
旋轉機構:旋轉機構模塊即旋轉機構。為了便于電焊鉗的焊接,提高生產率,故在焊接夾具中設置旋轉機構并增加了自鎖裝置。旋轉機構由上墊板、下墊板、分度盤、自鎖彈簧、自鎖鋼球、轉軸電磁拉桿、電磁裝置等組成,它可以使整套夾具在水平面上做360°周轉。這樣可方便點焊鉗少死角、無死角焊接,提高了點焊鉗使用的便捷性,再也不會因為點焊鉗連接電纜長度不夠無法焊接。帶有旋轉機構的夾具使焊點移動到焊鉗的工作區域進行焊接,既能方便焊接也保證了焊接質量。另外,旋轉機構還設置了自鎖裝置,若電磁裝置通電后會吸引電磁拉桿向下移動,鋼珠落下,基板就可正常旋轉。當電磁裝置斷電后,滾珠復位,當基板及基板下的分度盤轉至一定角度時,鋼珠就會嵌入分度盤卡槽中,完成自鎖。重復前面電磁裝置通電,鋼珠落下,則無自鎖作用。保證夾具可以水平多角度被點焊鉗及裝拆車門使用時能處于穩定狀況。夾具的旋轉機構示意圖如圖2 所示。
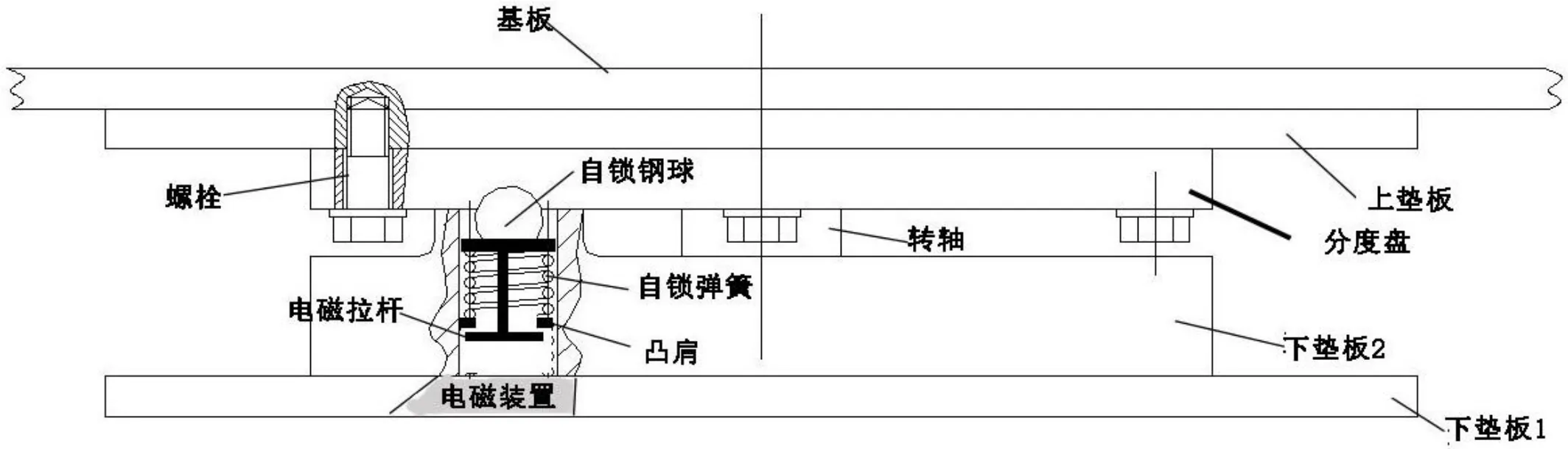
圖2 旋轉機構
支撐板:支撐板是焊接夾具中較為簡單的零件,它主要承擔車門和焊接件的大部分重量,整個支撐板呈矩形板狀,在與車門直接接觸的表面上設置有3 個定位銷,并為車門起到主要定位的作用,防止薄壁類車門發生變形,影響后序加工。除了定位銷孔,板面上還開有3 個螺栓孔,用于與支撐柱和基板之間的固定。
支撐柱:支撐柱屬于夾緊機構部分,包括柱體和底座,柱體上各有一個螺孔,與支撐板連接;底座上的螺孔用于與基板固定連接。支撐柱的主要作用是保持支撐板在一定高度,承受支撐板、車門、焊接件的重量。這樣的設計可保證車門和焊接架空時的穩定性,防止車門及焊接件因自身負載導致變形。
5 相關計算
5.1 壓轉臂張開角計算
壓轉臂是夾緊機構的基本組成,它與液壓桿、上壓塊、連接塊、限位塊、連接板通過鉸鏈銷連接,形成鉸鏈四桿機構,夾緊機構張開狀態及夾緊狀態圖如圖3 所示。

圖3 夾緊機構張開狀態及夾緊狀態
當液壓缸進油,推動活塞液壓桿向上直線移動,此時液壓缸會繞鉸鏈銷點B擺動。液壓桿推動壓轉臂通過連接塊繞鉸鏈銷點A順時針轉動,壓塊與壓轉臂落下,對焊件夾緊,同理當液壓缸出油時,壓轉臂繞鉸鏈銷點A逆時針運動,壓塊與壓轉臂一同向上移動并松開,它的機構運動簡圖為擺動導桿機構。
圖中AC1B是活塞液壓桿伸出時且上壓塊處于夾緊狀態,AC2B是液壓桿收縮時且上壓塊處于松開狀態。當活塞液壓桿收縮時,BC2沿液壓桿方向的距離值為106 mm。BC1取決于液壓缸的行程S。因此,設液壓缸的工作行程為S,因為液壓缸夾緊時需預留5 mm的行程來保證液壓缸的輸出力,液壓缸的工作行程S為70 mm,壓轉臂繞鉸鏈銷點A回轉,所以AC1=AC2,∠C1AC2為壓轉臂的工作角度。設∠C1AC2為θ,A、B之間的水平和垂直間距為X和Y,X=36 mm,Y=112 mm,相關公式如下:
式(4)中,θ是夾緊機構中要確定的一個關鍵參數,它的數值影響了夾緊機構的工作狀態和夾具張開的角度大小。θ值越大,夾緊機構趨于張開狀態,張開角度也越大,則方便焊接件取件和上件留有足夠的空間;θ值的大小也受到鉸鏈銷點A尺寸位置和液壓缸行程影響。
5.2 油缸夾緊力計算
液壓夾緊是利用液壓油作為工作介質,通過液壓缸驅動,機構傳遞動力夾緊焊接件的過程。在液壓缸選型后,要對夾緊機構上壓塊處夾緊力進行計算。列力矩平衡方程,對B點取矩。
式(5)(6)中:T為夾緊力;F為液壓缸作用力,F=P·A;P為液壓缸的實際工作壓力;D為活塞直徑。
焊接上每個夾緊點的夾緊力T受到板材厚度t和貼合間歇δ的影響,通過查焊接夾具設計手冊可知:當t≤1.2 mm,δ≤0.8 mm 時,T=300~750 N;當1.5 mm≤t≤2.5 mm,δ≤1.5 mm 時,T=500~3 000 N。
以液壓缸活塞直徑D=75 mm 為例,液壓缸通常情況下工作壓力P取0.4 MPa,所以P=0.4 MPa。已知AB=114 mm,BC=76 mm。由公式(5)可得出:T=F1·(BC/AB)=831.3 N。為方便實現工件夾緊,盡量保證焊接件或車門厚度t在1.5~2.5 mm,貼合間歇δ≤1.5 mm。
6 展望
汽車車門焊接夾具涉及了機械、車輛、液壓等多學科領域,是將專業理論知識和行業工作經驗相結合的一門工程設計。在現實生活中,一扇車門完整的焊接過程需要多個焊接工位,它們是焊接裝配生產線的基本組成,包括點焊、包邊等多道工序。而工序與工序之間一體相關性、柔性化的焊接夾具等都是可以進行深入研究的。
