某車型翼子板模具典型問(wèn)題的整改方法
2023-06-03 10:00:18劉玉山查向陽(yáng)趙雷濮丹丹奇瑞商用車安徽有限公司
鍛造與沖壓 2023年10期
關(guān)鍵詞:質(zhì)量
文/劉玉山,查向陽(yáng),趙雷,濮丹丹·奇瑞商用車(安徽)有限公司
本文重點(diǎn)對(duì)汽車鈑金覆蓋件(翼子板)模具影響裝車質(zhì)量及扣分值的典型問(wèn)題進(jìn)行分析。通過(guò)對(duì)模具的改進(jìn)、維修,使制件滿足質(zhì)量要求,問(wèn)題的解決過(guò)程可以為現(xiàn)場(chǎng)維修人員在應(yīng)對(duì)該類問(wèn)題時(shí)提供一定的借鑒。
左/右翼子板在汽車覆蓋件開發(fā)中的難易程度僅次于側(cè)圍外板,由于屬于活裝件在整車匹配中與前大燈、前保險(xiǎn)杠、發(fā)蓋、側(cè)圍及前門等制件匹配,對(duì)制件的尺寸及面品有非常高的要求,尤其是制件的尖角部位是最易產(chǎn)生問(wèn)題且難以解決的。
由于翼子板的結(jié)構(gòu)特性,模具開發(fā)過(guò)程中在SE分析、工法及結(jié)構(gòu)設(shè)計(jì)上要重點(diǎn)考慮這些拐角處的質(zhì)量,后期鉗工調(diào)試整改的技能也會(huì)導(dǎo)致該處質(zhì)量問(wèn)題產(chǎn)生。下面就列舉2 處影響整車裝配(AUDIT 審核B類問(wèn)題)整改的方法。翼子板單件問(wèn)題點(diǎn)及整車匹配實(shí)物缺陷見(jiàn)圖1。
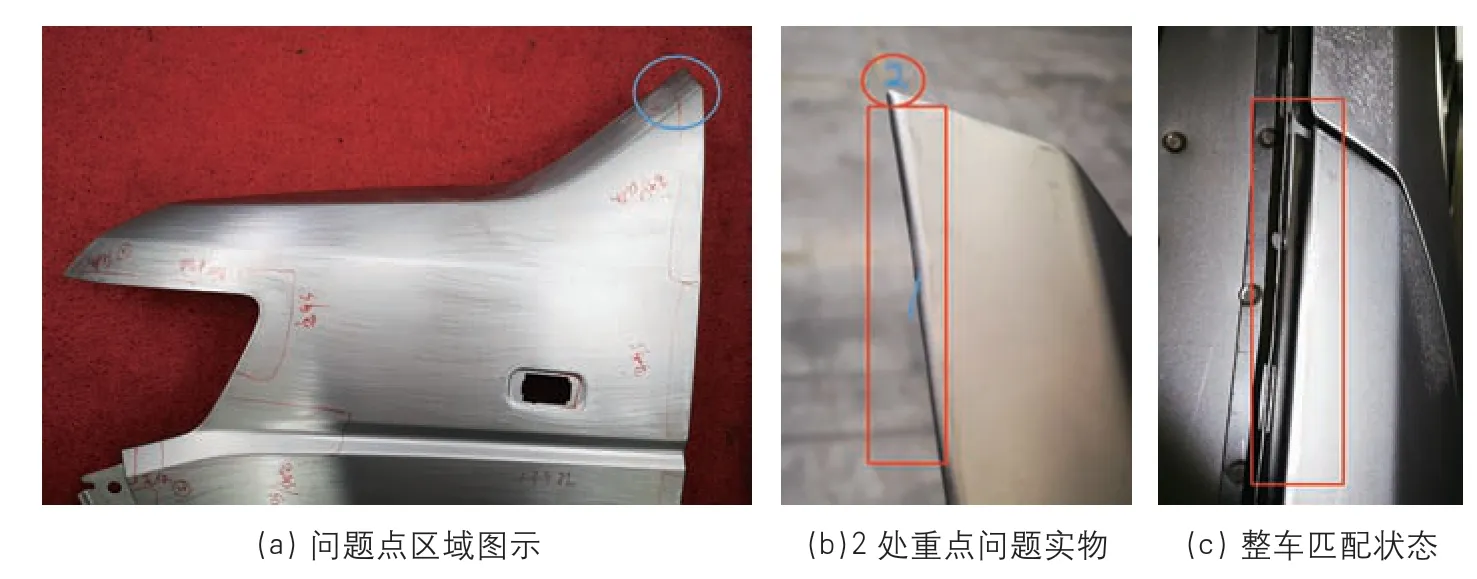
圖1 翼子板單件問(wèn)題點(diǎn)及整車匹配實(shí)物缺陷
問(wèn)題點(diǎn)1:具體產(chǎn)生的原因及整改方法
問(wèn)題描述:制件棱線不順,圓角大小不一致,影響美觀,翼子板棱線不順實(shí)物缺陷見(jiàn)圖2。
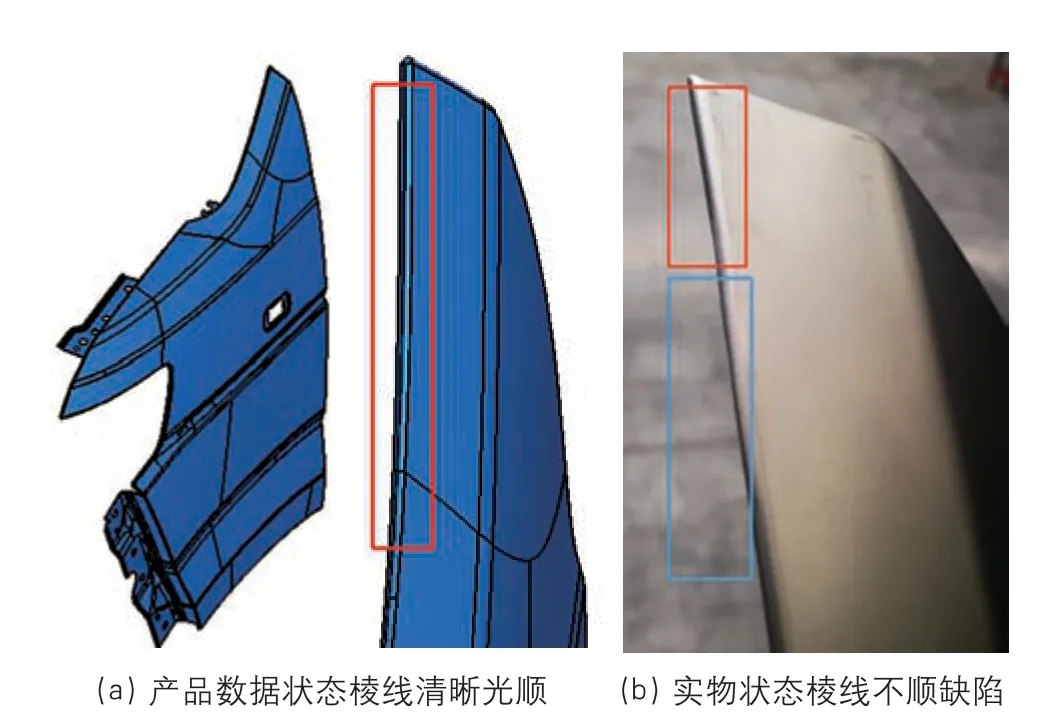
圖2 翼子板棱線不順實(shí)物缺陷
從圖3 所示的模具工藝及結(jié)構(gòu)可以看出,產(chǎn)生棱線不順的問(wèn)題主要是由于OP30 側(cè)翻邊與OP50 側(cè)翻邊的交刀處的兩道工序的棱線錯(cuò)位造成,通過(guò)對(duì)現(xiàn)場(chǎng)模具的實(shí)物測(cè)量,OP50 棱線圓角達(dá)到1.8mm(OP30翻邊凸模圓角為0.85mm),兩道工序的圓角在尺寸上存在差異。
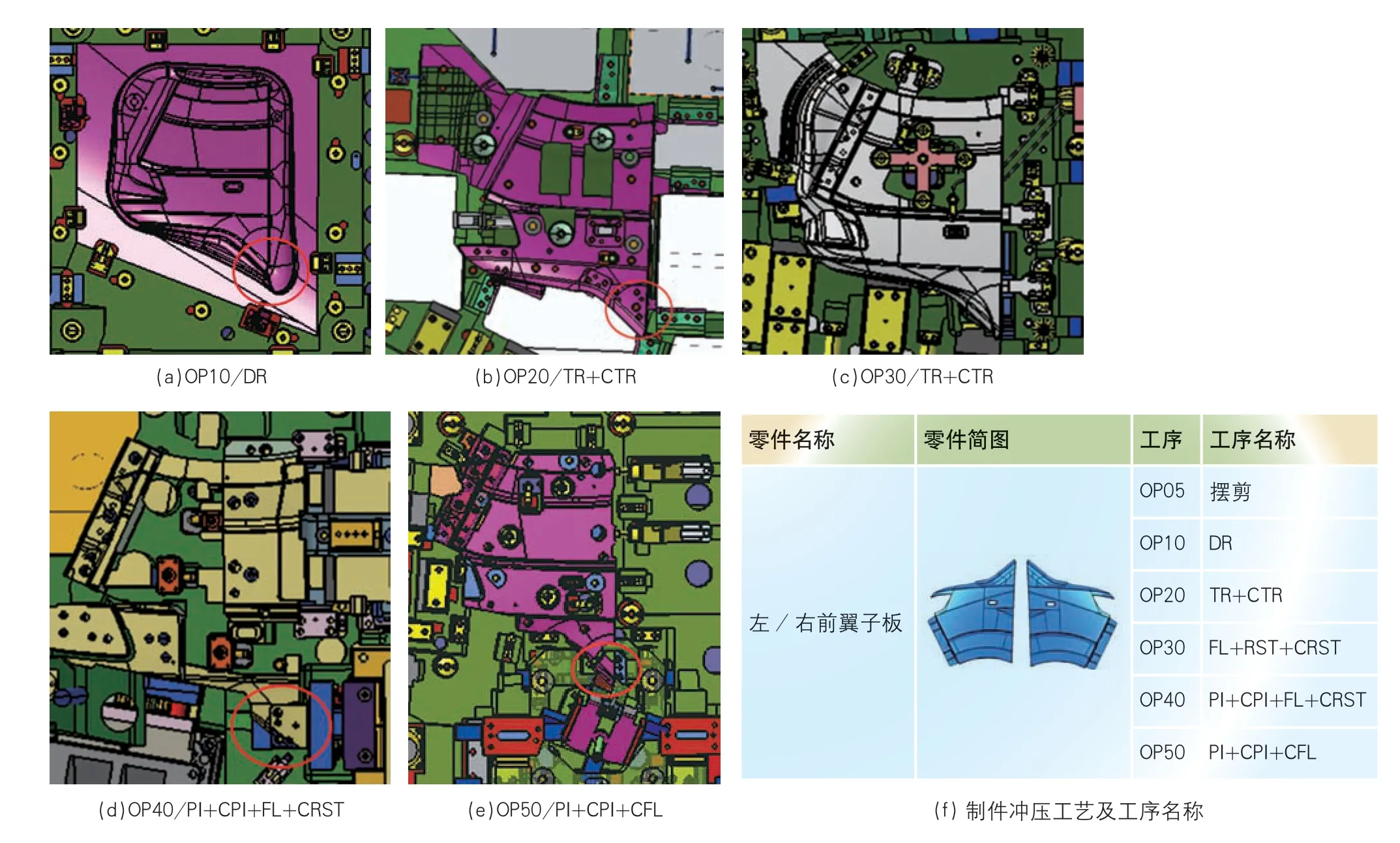
圖3 模具各工序結(jié)構(gòu)
現(xiàn)場(chǎng)整改方案
⑴對(duì)OP50 凸模R 角進(jìn)行補(bǔ)焊維修,確保OP50的R 角與OP30 一致(注意,目前線下焊接主要為兩種:電弧焊與氬弧焊,由于電弧焊的電流大,使焊接容易出現(xiàn)塌角及砂眼,且焊接R 角的質(zhì)量不容易控制;氬弧焊由于氬氣的保護(hù),能夠更好地控制焊接質(zhì)量,所以這里首選氬弧焊),這里重點(diǎn)要注意兩道工序的R 角大小要一致。圖4 為OP50 翻邊棱線凸模補(bǔ)焊維修后照片。

圖4 OP50 翻邊棱線凸模(補(bǔ)焊維修后)
⑵線下將OP30 工序件放在OP50 模具凸模上(將斜楔推到工作狀態(tài)),研配兩道工序的接刀,如圖5所示。
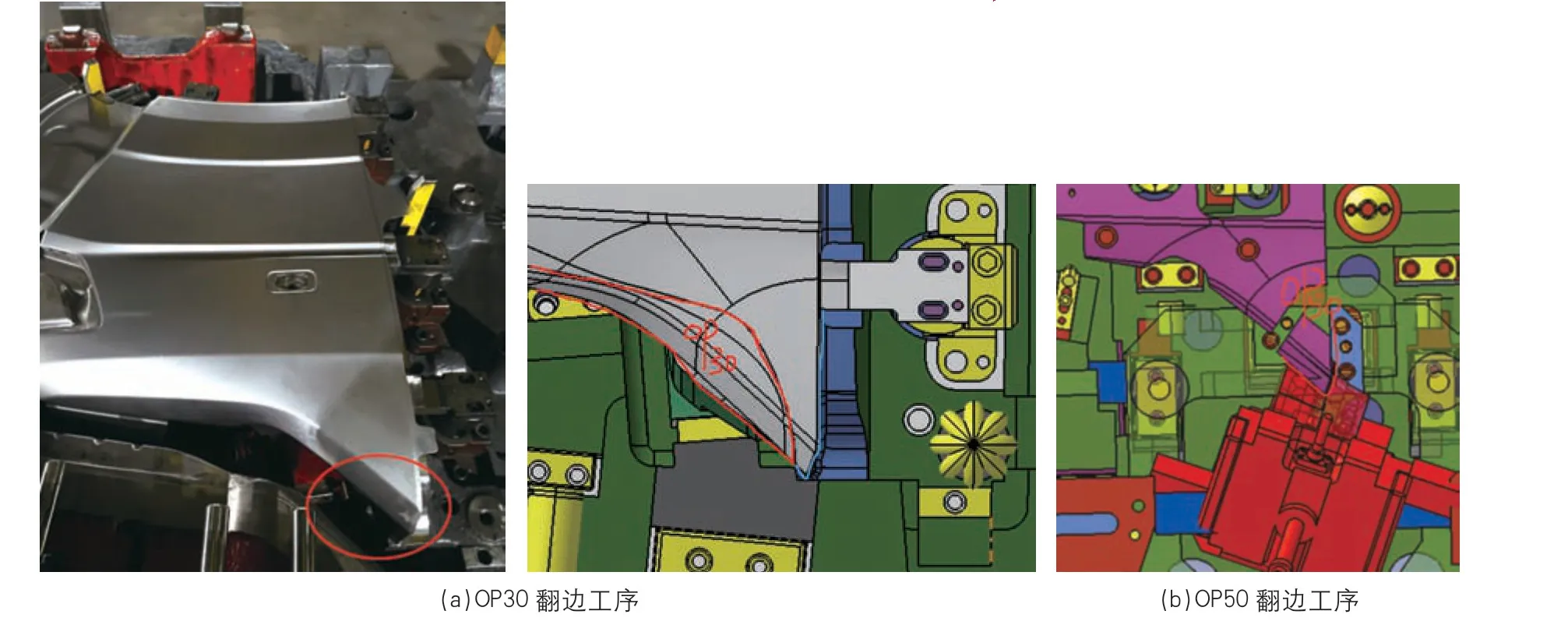
圖5 翻邊棱線兩序結(jié)構(gòu)
通過(guò)對(duì)OP30、OP50 工序凸模R 角及交刀部位的維修,研合制件棱線使質(zhì)量滿足產(chǎn)品要求,如圖6所示。
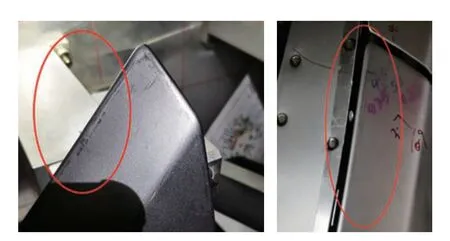
圖6 零件更改完成后滿足質(zhì)量要求
問(wèn)題點(diǎn)2:制件圓角處過(guò)尖,影響匹配質(zhì)量及美觀;
問(wèn)題描述:如圖7 所示,制件圓角處過(guò)尖,影響匹配質(zhì)量及美觀。

圖7 圓角處包邊尖角缺陷

圖8 制件尖角問(wèn)題模具維修
通過(guò)圖3 所示的模具工藝及結(jié)構(gòu)可以看出,包邊尖角的問(wèn)題主要是由于OP20 修邊與OP50 包角產(chǎn)生。料邊的多少對(duì)能不能包成圓角至關(guān)重要,同時(shí),OP50 包角尺寸及間隙直接影響包邊的美觀及圓角的尺寸。
針對(duì)該類問(wèn)題,我們首先維修OP50 包邊的間隙及包邊圓角兩側(cè)的尺寸,確保圓角兩側(cè)間隙均勻,且能夠包出漂亮的圓角(模具補(bǔ)焊選用氬弧焊);在OP50 工序維修合格后,再調(diào)整OP20 的修邊料邊尺寸,通過(guò)補(bǔ)焊刀口,并調(diào)整圓角兩側(cè)及尖頭的料邊,確保翻邊時(shí)不多料、少料(圖7 出現(xiàn)的尖角問(wèn)題主要是OP20 少料導(dǎo)致,圓角尖端少料導(dǎo)致兩側(cè)翻邊后前端無(wú)法翻邊無(wú)法觸料,導(dǎo)致圓角不順)。
如圖9 所示,通過(guò)對(duì)OP20 修邊線的更改及OP50包角間隙的調(diào)整,制件圓角滿足質(zhì)量及裝車匹配的要求。

圖9 模具維修后的制件包邊滿足質(zhì)量要求
結(jié)束語(yǔ)
中國(guó)汽車行業(yè)在不斷的發(fā)展中,車輛的造型越朝著更新、大膽、前衛(wèi)等方向變化,對(duì)車身的外覆蓋件尺寸、外觀要求就更多,目前的開發(fā)中除了在SE 階段、模具工法、模具結(jié)構(gòu)上不斷控制,同時(shí),數(shù)控加工的精度、模具裝配、研合及后期的鉗工調(diào)試也是相當(dāng)重要,對(duì)于尺寸穩(wěn)定、外觀質(zhì)量滿足要求的沖壓件,需要每個(gè)環(huán)節(jié)共同努力才能完成。
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
