O 形密封圈高壓咬傷問題研究及改進
2023-07-04 04:39:44馬良冬從德勝鮑益東唐斌朱強強
粘接 2023年3期
馬良冬 從德勝 鮑益東 唐斌 朱強強
摘要:為解決飛機液壓系統高壓油濾螺紋連接結構產生的 O形密封圈咬傷滲漏問題,通過對產品內外螺紋軸向間隙和安裝端面間隙計算,觀察密封圈損傷特點、失效分析硬度檢測,結合有限元分析模擬,確定膠圈硬度數值偏下限、端面間隙較大等是導致膠圈咬傷的主要原因。經試驗論證,可通過采取在接頭密封端面加工氟塑料圈安裝槽裝配氟塑料保護圈方式規避膠圈咬傷問題。
關鍵詞:密封圈;間隙測量;硬度檢測;有限元分析;氟塑料保護圈
中圖分類號:TQ336.8????????????? 文獻標志碼:A???????? 文章編號:1001-5922(2023)03-0001-04
Research? and improvement? on high pressure bite of 0-shape sealing ring
MA Liangdong,CONG Desheng,BAO Yidong,TANG Bin,Zhu Qiangqiang
(1. College of Mechanical and Electronic Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China;2. State-owned Wuhu Machinery Factory,Wuhu 241000,Anhui China)
Abstract: In order to solve the problem of bite and leakage of 0-shaped sealing ring caused by connecting structure of high-pressure oil filter thread of aircraft hydraulic system,the axial clearance of internal and external threads and the clearance of installation end face of the product were calculated,the main features,failure analysis and hard- ness testof rubber ring bitewere observed. Based on the finite element analysis model,the lower limit of rubber ring hardness and large end clearance were determined to be the main causes of rubber ring bite. Through the experi- ment,it is proved that the problem of rubber ring bite can be avoided by machining the fluorine plastic ring installa- tion groove on the sealing face of the joint and assembling the fluorine plastic ring protection ring.
Keywords: sealing ring;gap measurement;hardness test;finite element analysis;fluorine plastic protective ring
近年來,航空航天領域螺紋連接松動帶來的質量問題越來越多,尤其是運載火箭、載人飛船、戰斗機、衛星、導彈等任務工作異常復雜化,那么螺紋連接可靠性尤為重要[1-2]。如何提高螺紋連接有效性、延緩或者杜絕螺紋連接松動導致的滲漏油等問題,已成為航天型號可靠性研究的重要工作[3]。液壓類產品螺紋連接主要依靠安裝O形圈并通過密封圈的壓縮變形填充安裝間隙,進而堵塞油液通過低壓區最終實現密封[4]。飛機產品修理中經常用到O形圈,但是鑒于飛機長期工作帶來的磨損以及修理后容差間隙變大、飛機高頻振動等等問題,密封圈咬傷導致產品滲漏油問題屢見不鮮[5-6]。
結合外場發現的故障情況,從產品密封圈槽安裝間隙、硬度檢測以及仿真模擬等內容進行針對性分析密封圈損傷原因,制定專項解決措施并開展試驗驗證論證技術的可行性[7]。
1 問題提出
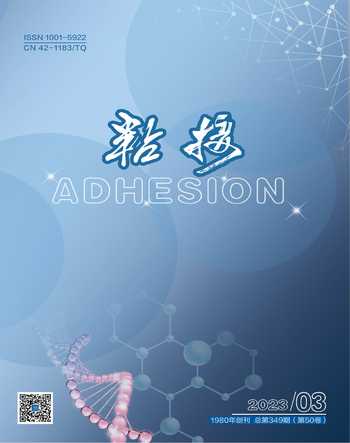
部隊巡檢時發現某型飛機左尾梁Ⅰ系統高壓油濾入口接頭與油濾頂蓋下方結合部位三分之一圈范圍內有黑色碎屑狀堆積物,具體如圖1所示。經檢測判定,該堆積物來自產品接頭安裝的密封圈,材料為丁腈橡膠2-5013。
2 材料分析
產品裝配時按照工藝要求需施加(78.4±7.84)N·m 力矩擰緊接管嘴,采用塞尺測量殼體與接管嘴間隙值小于等于0.01 mm。
2.1? 內外螺紋軸向間隙
油濾頂蓋進出口螺紋設計尺寸均要求為M42×1.5,接頭螺紋設計尺寸要求為 M42×1.5,根據 GB/T 192—2003《普通螺紋基本牙形》及GB/T 2516—2003《普通螺紋極限偏差》,頂蓋內螺紋及接頭外螺紋牙形尺寸及公差,具體如圖2所示[8],所以該螺紋配合的徑向偏差。
已知螺紋為標準螺紋,螺紋夾角 a為60。,因此軸向間隙Δx 可計算得出,計算公式:
因此,經理論計算,軸向間隙。
2.2 安裝端面間隙
安裝端面間隙——接頭、頂蓋端面尺寸設計要求,如圖3所示。
從圖3可以看出,接頭端面以M42×1.5-6e螺紋為基準的跳動量為0.08 mm,頂蓋端面以 M42×1.5-5H6H螺紋中徑方向為基準的垂直度公差值為0.08 mm。在不加壓情況下,二者之間理論間隙最大為0.16 mm。
產品裝機飛行800h后測量間隙值在0.06~0.1mm,間隙范圍較大。
2.3 密封圈損傷分析
2.3.1 外觀觀察
對故障部位分解后檢查發現密封圈有不同程度的損傷掉塊,約占密封圈周長的三分之一。密封圈損傷具有明顯的不對稱性,一側損傷較為嚴重且從接頭六方螺母與密封圈接觸的端面開始并具體如圖4所示[9]。
2.3.2 硬度檢測
后續對失效密封圈進行硬度對比分析[10]。取2件使用過的密封圈和2件新密封圈分別編號為F5、S3、 X1和X2,每件密封圈硬度檢測6次,結果如表1所示。
按照Q/IS 243—2005《圓截面橡膠密封圈通用技術條件》,該密封圈IRHD(國際微型硬度)單位硬度規定為68~83。上述4件密封圈硬度均符合標準,但數值均偏低,尤其是新件,硬度已達標準范圍下限。
2.4 有限元分析
使用參數化螺紋建模程序構建模型,簡化后裝配關系及相互作用設定如圖5所示[11-12]。對殼體固定并在耦合點施加角度、力矩約束,使得扭矩達到78.4 N·m,隨后對螺紋及接頭與液壓油接觸部位施加28 MPa壓力。
密封圈在殼體倒角處應力最大,長時間受壓工作,擠入倒角的密封圈基體發生變形[13]。反復供壓后擠入端面間隙,泄壓后密封圈發生咬傷;損傷原因示意圖如圖6所示。
由橡膠硬度測量以及仿真模擬分析可知,密封圈硬度偏低接近標準范圍下限,而密封圈又是在高壓、高溫工作環境,密封圈的硬度對間隙擠出現象具有明顯的影響。橡膠硬度越低,間隙擠出現象會越嚴重。當液壓系統壓力較高,故障部位間隙增大,密封圈邊緣被高壓液壓擠入端面間隙;當壓力降低,故障部位間隙減小,擠入密封圈邊緣彈性回復速度小于間隙的變化速度,被接頭與頂蓋配合端面擠壓和咬傷。經過長時間間隙咬傷累積后,密封圈壓縮量不斷縮減從而導致油液泄漏。密封圈間隙咬傷示意圖,如圖7所示。
3 方法改進
當O形圈膠料硬度低于72 HA,工作壓力為10 MPa 或者根據HB/Z4—995規定,當工作壓力大于15 MPa 時有可能發生間隙咬傷,此時應選擇減小配合公差或增加保護圈的方式[14]。因制造公差及螺紋受力不可避免且二者端面配合間隙無法減小,故擬采用在接頭安裝保護圈的方式解決密封圈擠出咬傷問題。
在接頭密封端面加工氟塑料墊圈安裝槽,并加裝氟塑料墊圈[15]。加氟塑料墊圈是防止密封圈間隙咬傷的有效辦法,但要根據具體密封結構尺寸進行設計,原理就是通過兩彈性體之間的擠壓,使氟塑料墊圈變形并填充間隙,可保護密封圈不擠入間隙。氟塑料墊圈防間隙咬傷示意圖如圖8所示。
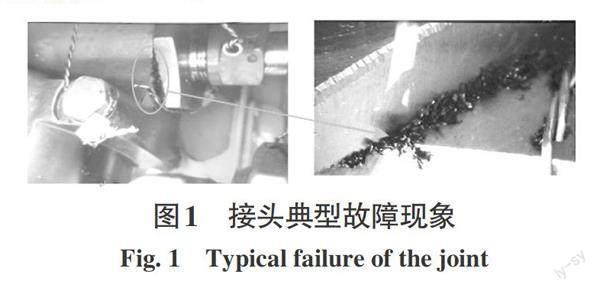
氟塑料墊圈厚度大于安裝槽深度,氟塑料墊圈具有一定的安裝壓盈量,部分壓盈量可填充端面裝配間隙,其余的壓盈量受壓后與未受壓的氟塑料墊圈形成一個過渡臺階,起到一定的物理阻隔作用如圖9所示。
供壓時,在液壓力作用下密封圈會擠壓氟塑料墊圈,由于密封圈與氟塑料墊圈的接觸面積大于氟塑料墊圈與上殼體端面的接觸面積,氟塑料墊圈受到擠壓后,再次填充端面間隙,達到消除端面間隙的目的[16]。
4 結果驗證
4.1 試驗要求
(1)在非壓力沖擊狀態下,將壓力沖擊試驗臺壓力調整至28 MPa;
(2)將配套特制直通接頭的高壓液壓油濾安裝在壓力沖擊試驗臺上,內部充滿15號航空液壓油,堵住高壓液壓油濾出口;
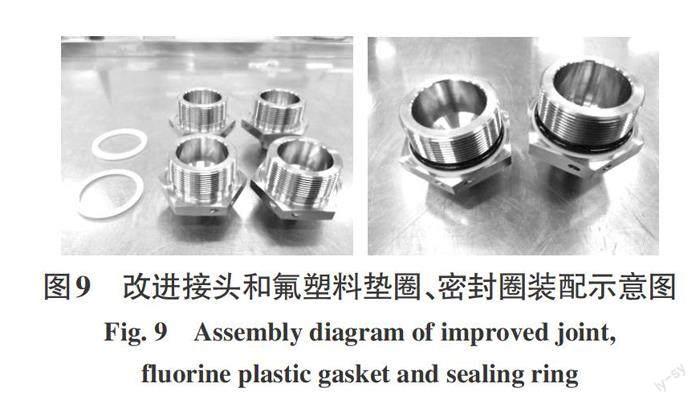
(3)調整壓力沖擊試驗臺的沖擊壓力,使沖擊壓力從不大于0.5 MPa上升到額定工作壓力,然后再降至不大于0.5 MPa,每次壓力沖擊所達到的最大壓力沖擊峰值為35.84~42 MPa,壓力沖擊曲線示意圖如10所示;
(4)進行高溫壓力沖擊試驗100000次,其中試驗油溫為90~125℃時,沖擊75000次;試驗油溫為125~150℃時,沖擊25000次。安裝一件接頭改進后的產品,進行高溫壓力沖擊試驗100000次,其中試驗油溫為90~125℃時,高溫壓力沖擊75000次;試驗油溫為125~150℃時,高溫壓力沖擊25000次。試驗結束后對產品進行28 MPa的密封性試驗5 min,接頭安裝部位不允許出現滲漏油。
4.2 試驗結果
試驗結束后檢查產品配套接頭處,外觀正常,未出現滲油現象;進、出口接頭與上殼體端面結合部位,未出現密封圈擠出現象;分解檢查產品配套接頭,密封圈表面質量完好,未出現咬傷現象。
5 結語
通過對高壓液壓油濾密封圈間隙咬傷預防技術研究,確定了故障改進方法,固化了改進圖樣、新編了零部件制造工藝規程和產品修理工藝規程;改進零件通過了各項試驗驗證,產品修理質量有保證,風險可控;采取預防措施后,可有效降低高壓液壓油濾密封圈間隙咬傷故障率,達到該項目預期的目標,形成高壓液壓油濾密封圈間隙咬傷預防技術。
【參考文獻】
[1] 代曉瑛,雷興平.丁腈橡膠O形密封圈失效原因分析[J].橡膠科技,2020,18(1):17-22.
[2] 王占彬,范金娟,肖淑華,等.橡膠密封圈失效分析方法探討[J].失效分析與預防,2015,10(5):314-319.
[3] 拓川,尹志福,馬振鵬,等.高強度特殊螺紋油管接頭有限元分析[J].化學工程與裝備,2016(5):132-135.
[4] 梅杰,李冠東,黃嘉煒,等.某密封件基于公差配合的仿真研究[J].農業裝備與車輛工程,2021,59(6):117-120.
[5] 鄭文明,劉雨,劉森.淺談O形密封圈管理[J].液壓氣動與密封,2021,41(8):64-68.
[6] 潘帥,楊張義. O型橡膠密封圈的失效及預防探討[J].中國設備工程,2020(19):132-133.
[7] 王會,王迪,張紅.防止O形密封圈出現安裝損傷的措施與方法[J].機械工程師,2021(5):157-159.
[8] 梅杰,李冠東,黃嘉煒,等.某密封件基于公差配合的仿真研究[J].農業裝備與車輛工程,2021,59(6):117-120.
[9] 郭建偉,張佳林,王海濤,等.基于有限元分析的 O 形圈密封高壓咬傷問題研究[J].液壓氣動與密封,2018,38(7):76-79.
[10] 吳梵,宋世偉.材料硬度對C形密封圈密封能力的影響研究[J].船舶工程,2010,32(6):68-71.
[11] 李玉,李璐,徐偉,等.基于不同環境的氟橡膠O形密封圈失效行為[J].合成材料老化與應用,2021,50(6):100-101.
[12] 楊春明,謝禹鈞.基于Ansys的橡膠O形密封圈的密封性能有限元分析[J].彈性體,2010,20(3):49-52.
[13] 劉興玉,張新奇,余巍,等. O形圈密封設計[J].液壓氣動與密封,2013,33(6):73-75.
[14] 黃榜,魯德發,折世強,等.不同硬度圓形密封圈靜密封特性仿真[J].裝備制造技術,2021(11):92-96.
[15] 趙黎明,宋順利,郭建偉,等.某液壓缸內置通油管處 O 形密封圈漏油問題的解決[J].液壓氣動與密封,2022,42(6):51-53.
[16] 李姝,高慧,陳大野.對O形密封圈最大密封間隙的探討[J].機械工程師,2015(2):248-249.