車用鋁合金薄板激光深熔焊工藝參數研究
2023-07-05 11:06:00王健強趙而遠李家曙
合肥工業大學學報(自然科學版) 2023年6期
關鍵詞:焊縫
王健強, 趙而遠, 李家曙, 邢 健
(合肥工業大學 機械工程學院,安徽 合肥 230009)
0 引 言
輕量化作為最直接的、最有效的節能減排措施,是汽車發展的主要趨勢之一[1]。由于鋁合金具有比強度較高、耐蝕性良好、相對密度小、可塑性及韌性良好等優點,目前鋁合金替代鋼材成為實現汽車輕量化的重要途徑之一[2-3]。激光焊接是利用高能量密度激光束作為熱源的一種高效精密焊接方法,已廣泛地應用于航空航天領域及汽車制造領域等[4]。鋁合金激光焊接技術的發展和應用受到多方面因素的影響,包括鋁合金材料的發展、激光焊接工藝的成熟度、激光焊接設備的發展和激光的發射形式等[5]。而且鋁合金因其高導熱性及高反射率的特點,不能充分利用激光能量,易出現熔深不夠大、力學性能不滿足工業生產要求的現象[6]。
鋁合金激光焊在汽車領域能得到廣泛的應用,離不開國內外學者的深入研究。文獻[7]研究了激光-MIG電弧復合焊接工藝參數對焊縫的影響,發現激光電弧的交互作用在一定的焊接工藝條件下有利于增加熔深,負作用于熔寬的增加;文獻[8]對不銹鋼激光焊接中激光光束的不同擺動方式進行了研究,發現順時針環形、逆時針環形、直線形、8字形及無限符形5種激光光束擺動方式焊接均有利于疊焊板結合面熔寬的增加;文獻[9]對10 mm厚的A5083鋁合金在不同壓力條件下的激光焊接進行了比較研究,得出常壓下熔深為4.9 mm,而10 Pa壓力條件下最大焊接深度可達8.7 mm;文獻[10]通過對激光功率和焊接速度的單一因素變化的數值模擬,得出隨著激光功率增大,溫度場升高,熔深和熔寬增大,而隨著焊接速度增大,溫度場降低,熔深和熔寬減小。但目前對于薄板鋁合金激光焊接的研究較少,且基于正交試驗法分析不同工藝參數對激光焊接質量的影響也鮮有報道。
為了綜合比較不同工藝參數對焊接質量的影響,本文采用正交試驗法,研究焊接激光功率、焊接速度、激光光束線性擺動時的擺動頻率等因素對厚度為1.5 mm的鋁合金薄板的焊縫成形及焊接質量的影響規律,旨在為S600鋁合金薄板激光焊接提供一定的參考,有利于汽車輕量化工業應用。
1 試驗與數據處理方法
1.1 試驗材料及裝置
本試驗所用材料為1.5 mm厚的S600鋁合金板,樣片尺寸為40 mm×100 mm,焊前使用有機溶液清洗樣件表面,用以去除其表面油污,清洗后將樣件置于干燥箱進行干燥處理。S600鋁合金樣件中其他金屬元素及其質量分數見表1所列。
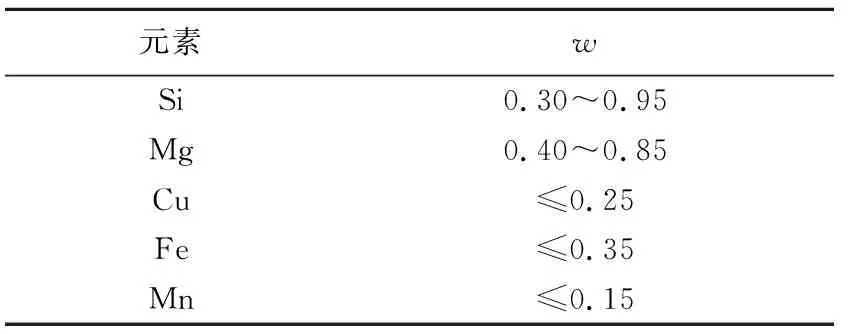
表1 S600鋁合金中其他金屬元素及其質量分數 %
試驗采用KUKA六軸機器人,其額定負載60 kg,最大作用范圍為2 033 mm;采用卡門哈斯生產的激光焊接頭,可以控制激光光束沿焊縫線性擺動;選取C6000X激光發生器,最大輸出功率為6 kW,激光波長為(1 080±5) nm,采用芯徑為0.1 mm光纖進行傳輸。
焊接板件搭接形式為上層板S600/1.5 mm+下層板S600/1.5 mm,如圖1所示,焊接時板件夾持如圖2所示。
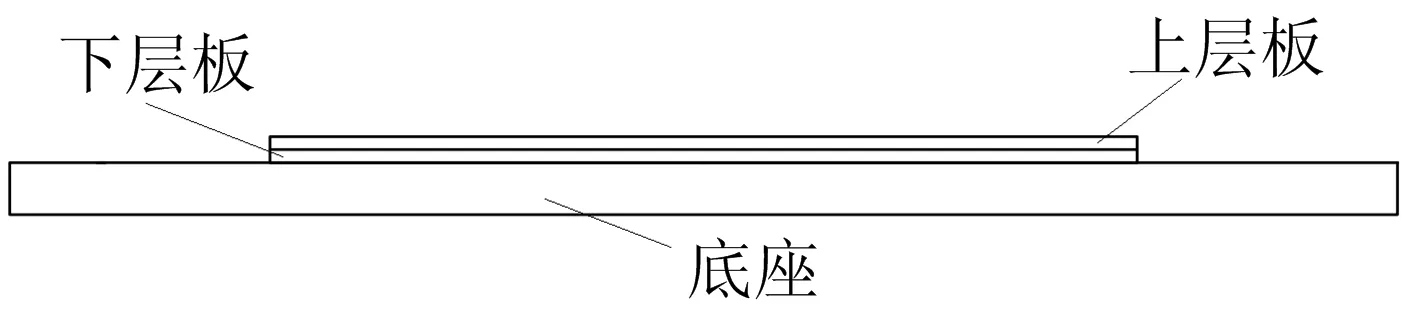
圖1 板件搭接方式

圖2 板件夾持裝置
1.2 試驗及數據處理方法
為探究不同因素對焊縫成形及焊接質量的影響程度,本文設計了三因素三水平正交試驗,3個主要因素(激光功率、焊接速度、激光光束線性擺動頻率)及其水平見表2所列。

表2 試驗因素及水平
根據試驗因素個數及各因素水平數,正交試驗設計見表3所列。為保證試驗時不受其他可變因素影響,其余試驗參數均保持不變。
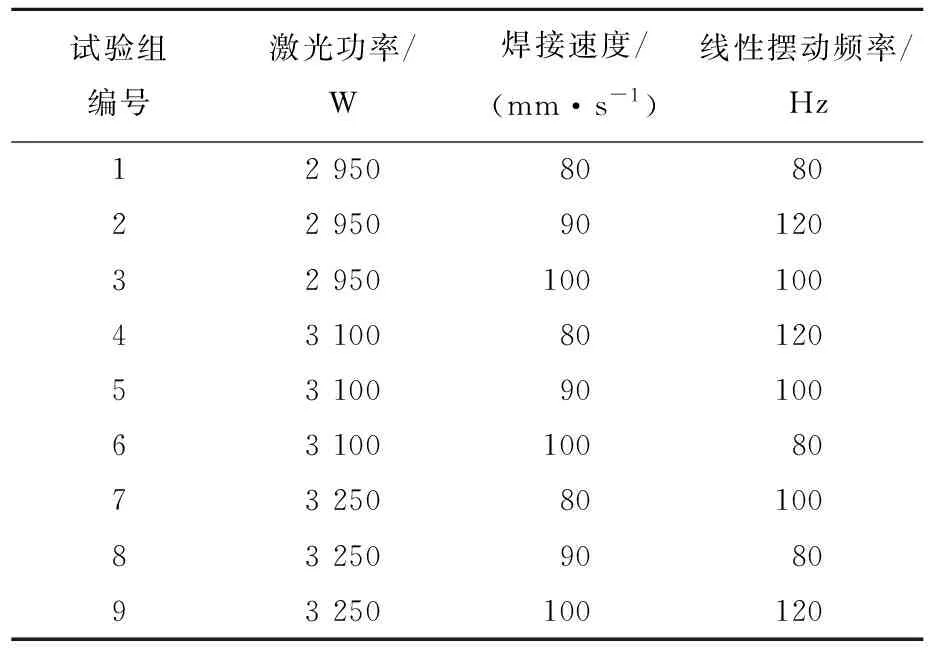
表3 正交試驗設計
根據以下參數對正交試驗結果進行評估:
(1) 各因素各水平下的指標均值Ki。Ki反映該因素下各水平對試驗結果的影響狀況。
(2) 各因素平均值的最大差值,即極差R。R值越大,代表該因素對指標的影響越大。
(3) 各因素的方差分析。用于判斷各因素對試驗指標的影響是否顯著(按P=0.05的檢驗水準)。
本次正交試驗的結果評價指標包括上層板與下層板接合面的熔寬、下層板的熔深、深寬比,并對試驗樣件進行拉力測試作為焊接質量的評價指標。
2 試驗結果與分析
2.1 試驗數據處理
根據正交試驗表進行激光深熔焊試驗,每組工藝參數進行3次試驗,避免出現偶然性因素。本次設計試驗中,9組工藝參數共27次試驗,焊接樣件外觀均良好,且無背透現象。
對試驗樣件進行切割、預磨、NaOH溶液浸泡5 min、風干等處理,然后利用VMM2.2C視覺測量系統對處理后的試驗樣件進行金相觀察,對每組工藝參數下的3次試驗得到的熔深、熔寬、深寬比進行統計,并計算其平均值,得到的結果見表4所列。
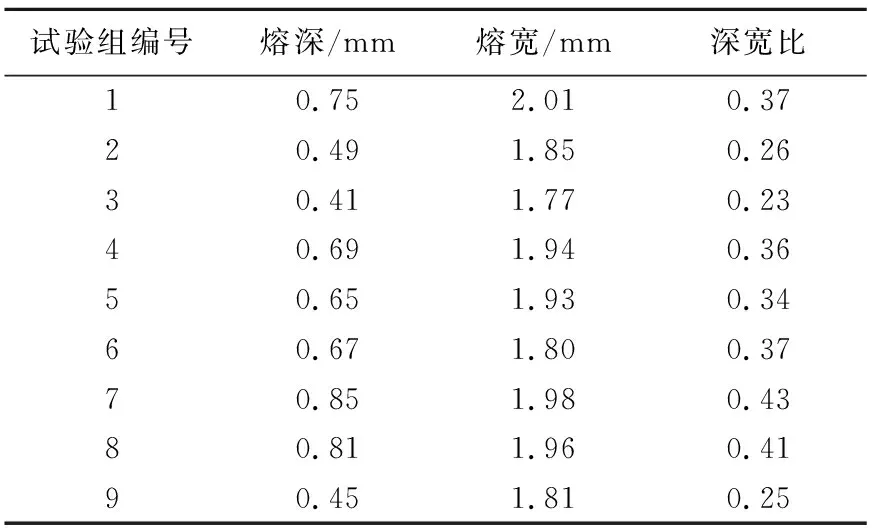
表4 9組工藝參數下的熔深、熔寬及深寬比
對表4中的試驗數據進行處理,分別計算同一因素下不同水平的焊接熔深均值K1、K2、K3,并利用Origin繪圖軟件繪制散點圖,結果如圖3所示。

圖3 不同因素對焊接熔深的影響
從圖3可以看出焊接熔深隨著激光功率、焊接速度及線性擺動頻率變化的趨勢。當激光功率從2 950 W增加到3 250 W時,焊接熔深隨著激光功率的增大而增加;當焊接速度從80 mm/s增加至100 mm/s時,熔深隨著焊接速度的增大而減小;當激光光束線性擺動頻率從80 Hz增加至120 Hz時,對焊接熔深有一定的反作用,熔深有一定的減小。
計算各因素下熔深均值的極差R可得:焊接速度的R值最大,為0.253 mm;其次是線性擺動頻率的R值,為0.2 mm;焊接功率的R值最小,為0.16 mm。
利用SPSS數據分析軟件對表4中數據進行方差分析,所得結果見表5所列。
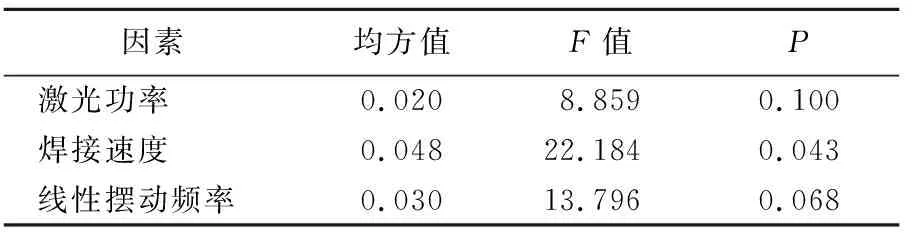
表5 不同因素對焊接熔深的方差分析結果
由表5方差分析結果可知,影響因素中焊接速度對焊接熔深具有顯著性影響(P<0.05)。3個因素對焊接熔深的影響大小依次為焊接速度、線性擺動頻率、激光功率,這與用極差分析得到的結果相一致。
利用表2中的數據計算出同一因素下不同水平的深寬比均值L1、L2、L3,并利用Origin繪制點線圖,結果如圖4所示。
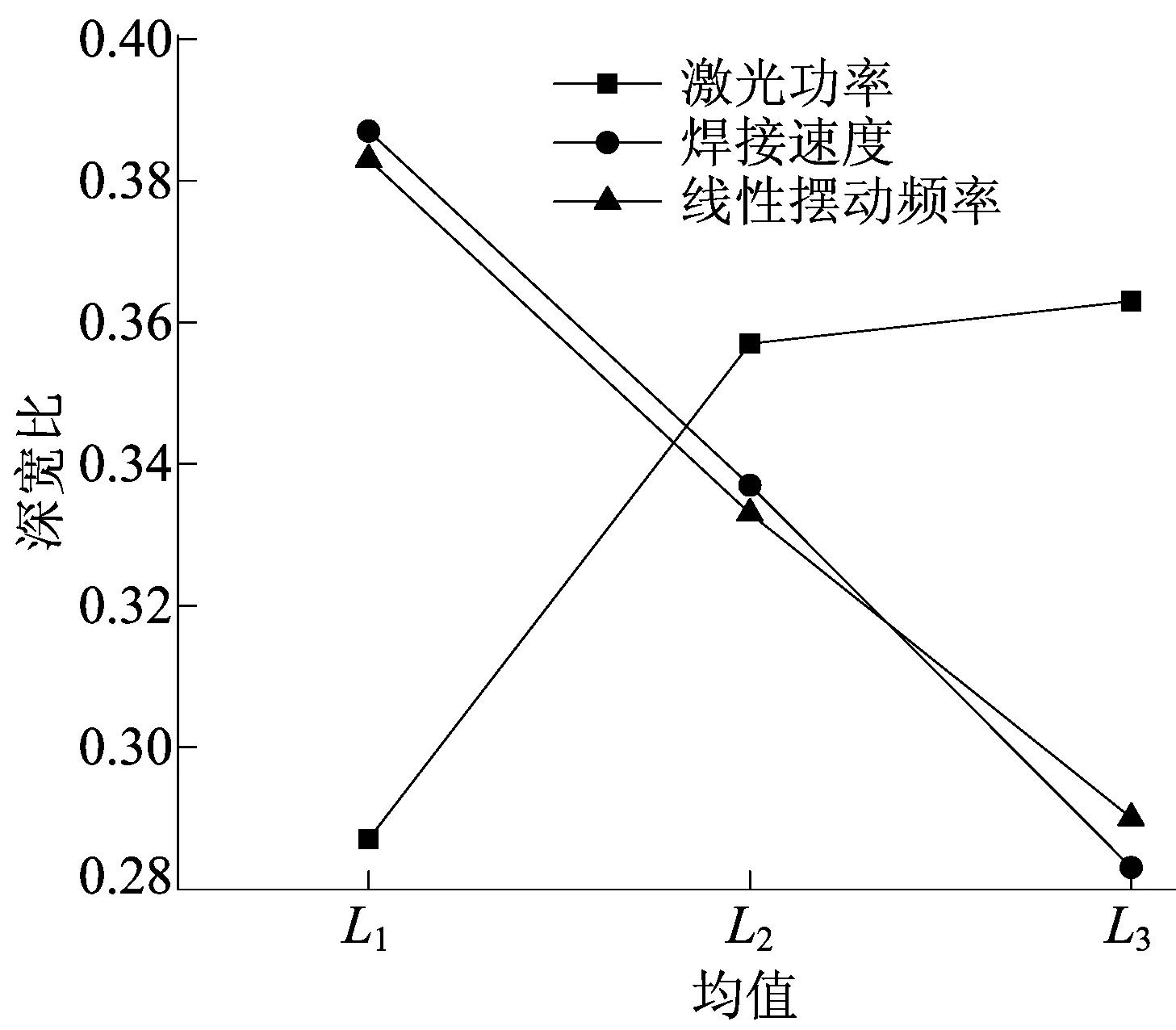
圖4 不同因素對焊接樣件深寬比的影響
從圖4可以看出:當激光功率從2 950 W增加到3 100 W時,深寬比增加較快,隨后增加至3 250 W時,深寬比略微增加;焊接速度和線性擺動頻率對深寬比的影響趨勢一致,隨著焊接速度或線性擺動頻率的增加,深寬比減小。
計算各因素下深寬比均值的極值R可得:焊接功率的R值為0.076;焊接速度的R值為0.104;線性擺動頻率的R值為0.093。通過比較可以看出,相較于另外2種因素,激光功率對試驗樣件的深寬比影響最大。
2.2 試驗結果分析
(1) 焊接功率對焊縫成形的影響。試驗結果表明,隨著功率的增加,鋁合金焊接熔深和深寬比會有相應的增加。激光功率增加,激光的能量密度增大,從而熔深增加。激光焊接中存在一個與工件材料有關的激光能量密度閾值,只有當工件上的激光能量密度超過這一閾值時,等離子體才會產生,標志著激光深熔焊的進行。隨著激光功率的增大,焊接工件表面熔池氣化產生的蒸氣羽煙和等離子體增多,可以有效增加工件對激光能量的吸收,但在一定程度上增加了焊接過程中工件對激光的反射和折射現象,減緩了熔深的增加。隨著蒸氣羽煙和等離子體的增加,迫使熔融的金屬向兩邊擴散,焊縫表面熔寬增大,因此即使深寬比會隨著功率的增加而增大,其值的變化也較小(R=0.076)。
(2) 焊接速度對焊縫成形的影響。試驗結果表明,隨著焊接速度的增加,焊接熔深和深寬比均有一定量的減小。當焊接速度增加時,激光能量不能被焊接工件充分吸收,焊件表面激光功率密度減小,熔池減小,焊接過程中氣化產生的蒸氣羽煙和等離子體減少,熔深與深寬比相應減小。
(3) 線性擺動頻率對焊縫成形的影響。試驗結果表明,激光光束線性擺動頻率的增加會負作用于焊接熔深和深寬比的增加。隨著激光光束擺動頻率的增加,雖然不影響激光能量密度,但單位面積上焊縫單次所接受的熱輸入相應減少,焊接熔深和深寬比也會隨之減小。
3 拉力測試及參數優化對比
對正交試驗表中的9組試驗進行拉力測試,作為焊接質量的判斷依據,焊縫長度為25 mm。拉力測試采用WDW-50微機控制電子式萬能試驗機,工件裝夾方式如圖5所示。

圖5 工件裝夾方式
對各焊接件拉力測試的最大峰值進行統計,結果見表6所列。
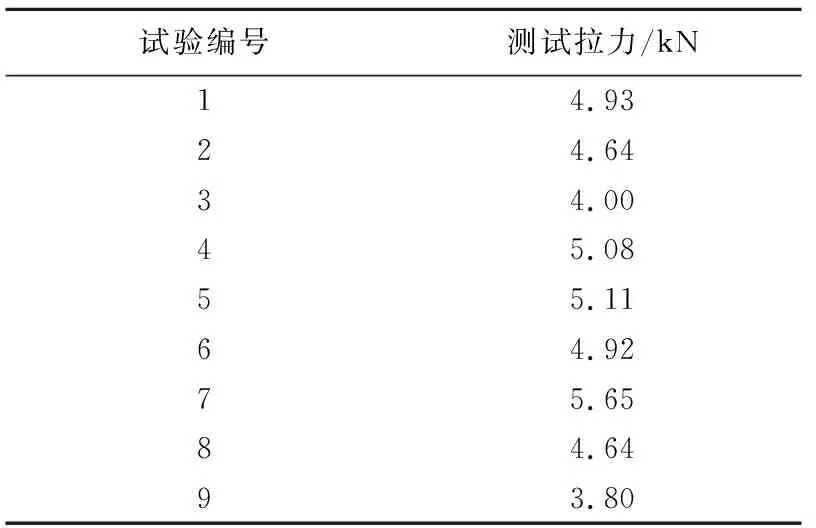
表6 拉力測試結果
由拉力測試結果可以判斷焊接質量的優劣。根據實際工業生產要求,在焊接件板材確定、保證焊接件不出現背透的情況下,要保證焊接樣件的拉力值盡可能大,以便于滿足實際應用。根據上述3種因素對熔深、深寬比的影響規律,選取激光功率3 250 W、焊接速度80 mm/s、激光光束線性擺動頻率80 Hz作為本次正交試驗的工藝參數優化結果。工藝參數優化后,得到的焊接樣件熔深為0.92 mm,熔寬為1.82 mm,拉力測試的峰值達到6.12 kN。
參數優化后的拉力曲線如圖6所示。與9組正交試驗中的最大拉力峰值5.65 kN相比,參數優化后拉力性能提升了8.32 %。
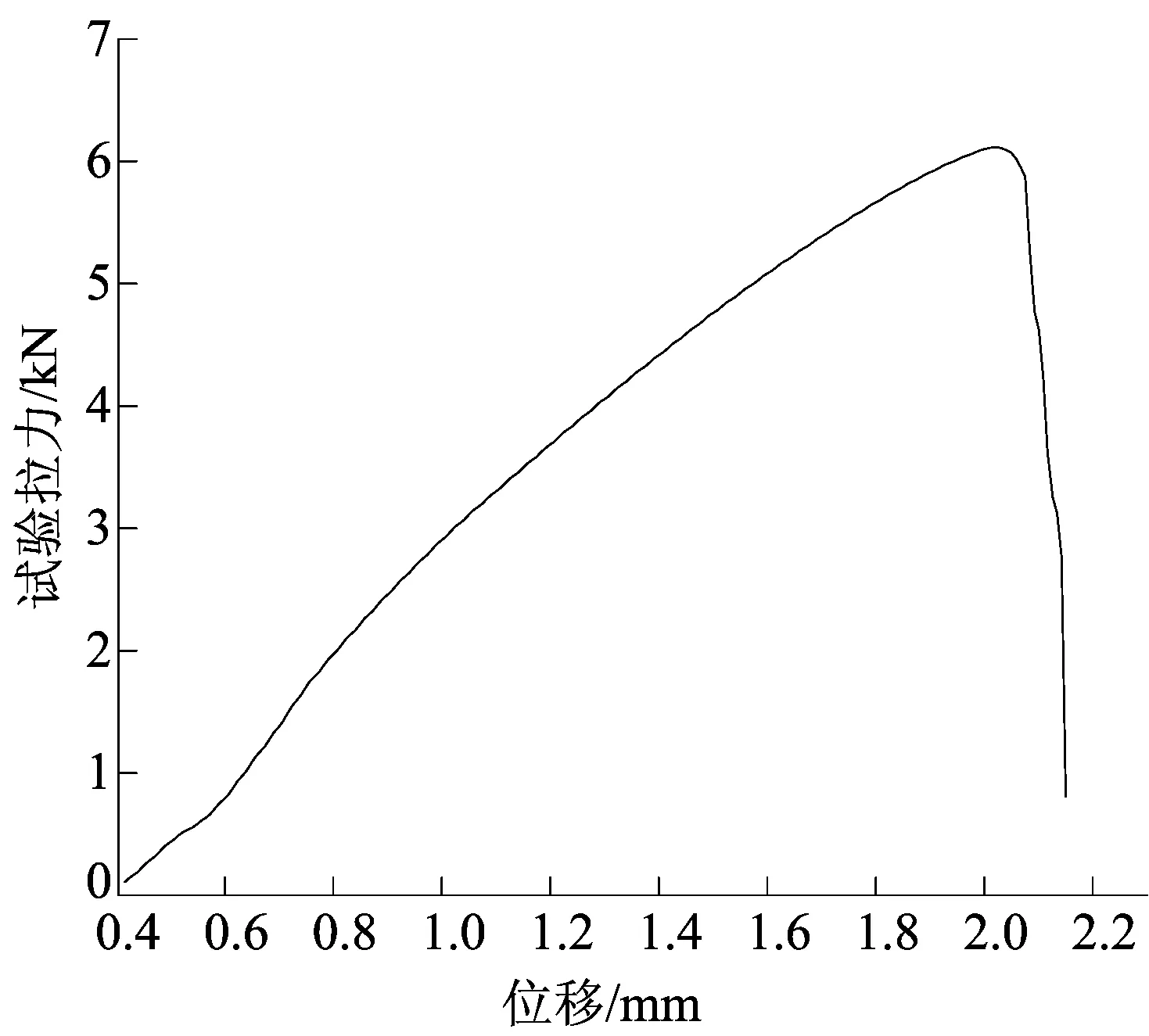
圖6 參數優化后的拉力曲線
4 結 論
本文采用S600鋁合金1.5 mm厚的板材進行試驗,研究了激光功率、焊接速度、激光光束擺動頻率對鋁合金激光深熔焊焊縫成形及焊接質量的影響;通過正交試驗分析了在一定參數范圍內這3個因素對熔深、深寬比的影響趨勢,并根據拉力測試結果對焊接質量進行評估,得到以下結論:
(1) 激光功率、焊接速度、激光光束線性擺動頻率對焊縫成形均有一定的影響。正交試驗結果表明,激光功率的增加有利于焊接熔深和深寬比的增加;隨著焊接速度和激光光束線性擺動頻率的增加,焊接熔深和深寬比會有一定的減少。
(2) 根據正交試驗結果的極差R值計算及方差分析可得,3個因素對焊接熔深的影響大小依次為焊接速度、線性擺動頻率、激光功率。
(3) 根據正交試驗結果對工藝參數進行優化,選取激光功率3 250 W、焊接速度80 mm/s、激光光束線性擺動頻率80 Hz為參數優化結果。在該優化參數下,焊接樣件熔深為0.92 mm,熔寬為1.82 mm,拉力測試峰值為6.12 kN,與正交試驗表中拉力最高的第7組拉力5.65 kN相比,拉力性能提升8.32 %。
本文研究工作可為汽車輕量化全鋁車身連接中的激光焊接提供一定的參考。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07