
H13鋼擠壓筒、模具磨損失效行為分析
2023-07-11 09:44:10陳明
甘肅科技縱橫 2023年2期
陳明


摘要:難變形合金熱擠壓過程中H13鋼擠壓筒和模具表面發生了嚴重的磨損失效。采用掃描電子顯微鏡、電子能譜和光學顯微鏡技術對擠壓筒和模具表面形貌、截面特征、成分變化、金相組織進行了表征,對 H13鋼的磨損失效原因進行了綜合分析。結果表明:熱擠壓過程中 H13鋼擠壓筒和模具表面具有不同的磨損行為,擠壓筒磨損機制為磨料磨損、犁溝磨損、氧化磨損,而模具表面沒有磨料磨損,但出現了疲勞磨損;熱擠壓過程中H13鋼亞表面發生了內部氧化,氧化層分為兩層; H13鋼表面在熱擠壓過程中表層晶粒發生了細化,晶界為內氧化和裂紋的萌生擴展提供了形核點。
關鍵詞:H13鋼;熱擠壓;磨損機制;氧化
中圖分類號:TG375+.4???????????????????????? 文獻標志碼:A
0引言
H13鋼由于具有優異的高熱強度、疲勞性、韌性及耐磨性、耐回火等屬性,被廣泛用于制造業中成形各種金屬產品的熱擠壓模具和熱鍛模等[1-5]。熱擠壓過程中材料首先受到三向壓應力而填充滿型腔,然后在持續壓力的條件下坯料與擠壓筒和模具發生相對運動,由于熱擠壓過程中坯料和擠壓筒、模具接觸界面之間具有很高的應力,因此模具表面材料受到很大的機械破壞作用[6,7]。此外,由于熱擠壓過程中坯料溫度達到再結晶溫度以上,尤其是難變形合金,比如不銹鋼和高溫合金等,坯料溫度通常都超過了1000℃,在熱擠壓過程中坯料與擠壓筒、模具會發生顯著的熱交換,從而導致表面溫度升高,因此擠壓筒和模具表面會受到強的應力和高溫狀態,這導致了擠壓筒和模具表面發生嚴重高溫磨損[8]。然而,航天航空、汽車、軌道交通等先進工業的迅猛發展,對熱擠壓工件的表面形貌,尺寸精度提出了更高的要求。同時,這也就對熱擠壓成形模具表面磨損和輪廓尺寸有了更高的要求。
在過去的二十年里,國內外研究者對 H13模具鋼用于輕質合金熱擠壓過程中表面磨損失效進行了大量研究[9-11]。如國內具有代表性的李落星等人系統的研究了鋁合金熱擠壓過程中界面摩擦磨損行為[9];并且歸納了熱擠壓過程中界面摩擦邊界條件的等效表征方法,包括圓環壓縮試驗、塊盤試驗、球盤試驗。但是在輕質合金中,比如鋁、鎂合金等,在熱擠壓過程中由于溫度較低、坯料-模具界面壓力較小,對模具表面的損傷較小。然而在高溫難變形金屬中,比如不銹鋼、高熵合金、高溫合金等熱擠壓過程中,H13鋼擠壓筒和模具受到強的壓力和高的溫度,這會導致其表面發生嚴重磨損,造成擠壓筒和模具失去原有的表面形貌特征和輪廓尺寸精度,導致成形的工件表面質量差,尺寸控制難,以及模具的提前磨損失效會顯著提升制造成本。盡管玻璃潤滑劑的使用促進了不銹鋼和高溫合金熱擠壓工藝的進行,但是由于難變形金屬變形抗力大、溫度高,在擠壓過程中模具表面受到的熱-力-化效應顯著,這導致了模具的提前失效[12-14]。研究表明,鎳基高溫合金熱擠壓過程中,H13鋼模具通常只能使用一次,這極大地限制了熱擠壓工藝的發展[15]。
綜上,研究難變形合金熱擠壓過程中 H13模具鋼的磨損失效行為對促進模具鋼表面強化技術的發展,提高工件的表面精度具有重要意義。因此本論述為了查清 H13鋼用于擠壓筒和擠壓模具時表面磨損本質及失效原因,對難變形合金熱擠壓過程中 H13鋼擠壓筒和模具的表面形貌、成分特征,以及截面組織進行了分析。
1試驗過程
1.1熱擠壓
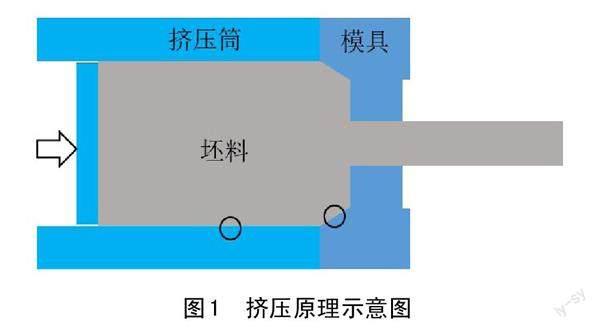
如圖1所示為不銹鋼熱擠壓棒材的原理示意圖,擠壓坯料溫度為1050℃,模具預熱溫度為350℃。熱擠壓過程中選擇了符合擠壓溫度區間的玻璃潤滑劑進行潤滑。擠壓過程中,擠壓墊在受到力的作用后對坯料首先施加力,使坯料填充滿型腔,隨后,在持續力的作用下坯料流經模具表面,從擠壓通道流出。在擠壓過程中坯料與 H13鋼擠壓筒和模具表面發生了相對位移,坯料與擠壓筒、模具表面發生磨損。
1.2表面形貌及組織分析
利用電火花線切割機在圖1中黑色圓圈處切割出尺寸為20×20×15mm 的方塊,用來觀察擠壓筒和模具表面形貌和截面特征。為了真實的觀察擠壓筒和模具表面的磨損形貌特征,首先將其在丙酮溶液中進行超聲波清洗10 min,隨后在酒精溶液中清洗10 min,最后吹干備用。擠壓筒和模具截面特征觀察之前,首先采用砂紙將其打磨,其次在酒精潤濕下進行拋光至鏡面。擠壓筒和模具表面、截面形貌特征觀察采用 JSM-7610FPlus 型掃描電子顯微鏡(SEM)。對磨損表面和截面典型位置進行成分的小范圍面掃和線掃測試。將拋光好的試樣在4%的硝酸酒精溶液中進行腐蝕,腐蝕時間大約為30 s,最后利用蔡司光學顯微鏡觀察基體、擠壓筒及模具截面的金相組織結構。
2分析與討論
2.1表面形貌
盡管擠壓過程中坯料與擠壓筒、模具界面之間的摩擦磨損行為不能直接觀察,但是磨損失效后的形貌特征為了解磨損機制建立了橋梁。如圖2所示為擠壓筒和模具表面形貌的SEM 照片。為了更好的理解擠壓筒和模具表面磨損行為,圖中每張照片中顯示了擠壓方向(粗箭頭所示)。由圖2可知,擠壓筒和模具表面形貌存在很大的不同。擠壓筒表面有大量的磨損顆粒聚集,在局部區域有明顯的劃痕特征。一方面由于材料表面微凸體的存在,在相對運動過程中,微凸體會對擠壓筒表面造成犁削,從而產生顆粒。另一方面,由于實驗過程中,界面不可避免的夾雜物顆粒也會參與磨損。因此擠壓筒表面發生了磨料磨損和犁溝磨損機制。模具表面沒有顆粒的存在,說明沒有發生磨料磨損,但是劃痕區域明顯比擠壓筒增大,說明模具表面有很強的犁溝磨損。此外,模具還出現了裂紋和凹坑,說明發生了疲勞磨損。金屬與金屬之間由于金屬鍵的相同容易發生粘著磨損,由于玻璃潤滑劑的使用有效的阻礙了直接接觸,因此在難變形合金熱擠壓過程中,擠壓筒和模具表面沒有發生危害較大的粘著磨損。
為了更好地理解擠壓筒和模具表面的磨損行為,對典型區域進行成分測試,見表1所列。擠壓筒表面所選區域包括了存在大量顆粒和有微小劃痕的表面,可以發現相比于原始基體的成分,O 含量顯著增大,達到31.4 wt%,這說明在熱擠壓過程中擠壓筒表面或亞表面元素與空氣中的氧氣發生了氧化反應,生成了以 C、Si、 Cr、Mo、V 為主的氧化物。此外,由于 H13鋼基體中Fe 占比很高,在熱擠壓過程中 Fe 肯定也參與了氧化反應,生成了 Fe 的氧化物。陳康敏等人研究表明:H13鋼在高溫摩擦過程中產生最多的氧化物為 Fe3O4和 Fe2O3,而且磨損表面上 Fe3O4最多,并且該氧化物隨著溫度的升高而增加[16]。模具表面所選區域為劃痕部位,從表1中可以看出 O 含量達到25.2 wt%,比擠壓筒表面的顆粒部位氧含量有所下降,說明模具表面氧化反應相對擠壓筒表面較弱。但是生成的氧化物同樣是 Fe、C、Si、Cr、 Mo、V 的氧化物。究其原因是因為熱擠壓過程中,在熱-力-化的作用下,C、Si、Cr、Mo、V 元素向表面析出。因此氧化反應的產生導致擠壓筒和模具表面發生氧化磨損,氧化反應改變了擠壓筒和模具表面的材料結構,形成了氧化層,氧化層在熱擠壓過程中會發生剝落而導致表面失效。
2.2截面特征
在熱擠壓過程中,擠壓筒和模具表面一定范圍內的基體微觀組織結構會受到摩擦剪切力、正壓力、高溫和空氣環境的共同作用,因此磨損失效造成的破壞不僅僅是表面質量的降低和粗糙度的增大,還會對擠壓筒和模具亞表面一定深度范圍內造成破壞。因此本小節分析討論了模具截面的形貌特征、表層成分變化及金相組織。如圖3所示為擠壓筒和模具表層的形貌特征,由圖3(a)可知擠壓筒亞表面大約100μm 的深度發生了變化,在表面30μm 范圍內,出現很多的黑點和凹坑,黑點是由于發生了內部氧化造成的。從截面上可以看出擠壓筒表面基本保持平行,沒有明顯的因磨損導致的材料剝落。相比于擠壓筒,模具表面破壞深度較淺,但是模具表面沿著擠壓方向出現了明顯的臺階和裂紋,臺階厚度最大達5μm,這說明在熱擠壓過程中模具表面有大量的材料發生了轉移。對比兩張圖片可以看出在熱擠壓過程中,擠壓筒氧化深度較深,但是表面磨損較少,在模具表面盡管氧化較淺,但是磨損嚴重,這也證實了擠壓筒和模具表面氧化機制不同。
在熱擠壓過程中,擠壓筒表面的磨損對工件的影響不是很大,這是因為工件在未最終擠壓成型之前,坯料處于塑性流動狀態,擠壓筒表面磨損形貌對工件的損傷在型腔中可以修復,因此擠壓筒表面的磨損對其影響較小。但是模具表面的形貌和輪廓尺寸精度對工件的表面質量和粗糙度有決定性的影響,因此模具表面的磨損應該被更加關注。
如圖4所示,為圖3(b)中白色箭頭所示的線掃(主要成分變化曲線),從圖4可以看出在模具亞表面材料中,元素發生了明顯的變化。基體中主要為 Fe 元素,在距離表面大約24μm 處Fe 含量瞬間發生了下降,隨后又逐漸開始升高,在距離表面大約10μm 處,Fe 含量又開始下降。Fe 含量的降低,必然會導致其他元素含量的升高。可以發現當 Fe 含量降低后,O 含量開始升高,并且強度僅次于 Fe 含量,在局部區域甚至高于 Fe 含量,說明在熱擠壓過程中 H13鋼擠壓筒和模具不僅僅是表面發生氧化,而且這種氧化延伸到一定深度的基體中,這被稱為內氧化。在距離表面大約10μm ~24μm 范圍內,氧化物主要為 Fe 的氧化物,偶爾會出現 C 的氧化物。在距離表面0μm ~10μm 的范圍內不僅僅有Fe 的氧化物,還出現了 Si、Cr 的氧化物。說明在熱擠壓過程中 H13鋼表層材料會發生至少兩種不同的氧化機制,從而形成雙層氧化層結構。
如圖5所示,為 H13鋼基體、擠壓筒及模具亞表面區域內的金相組織。從圖5可以看出,擠壓筒和模具表面相比于基體出現了很多小晶粒,說明熱擠壓過程中 H13鋼表面受到應力而發生了晶粒細化。這是由于熱擠壓過程中 H13鋼表面受到很大的界面壓力,包括摩擦力和正壓力,從而導致表面材料發生塑性變形形成新的小晶粒。在氧化嚴重的擠壓筒表面,還可以看出裂紋沿著晶界延伸,這是由于 H13鋼的晶界有脆性的氮化物[17],這為裂紋的萌生和擴展提供了形核點。由于金屬材料的晶界為其參與氧化反應的元素擴散提供了通道,因此熱擠壓過程中氧化反應首先在晶界處發生。同樣,表面的氧原子很大可能也是通過晶界而導致內氧化的發生。
3結論
對難變形合金熱擠壓過程中 H13鋼擠壓筒和模具的表面磨損行為進行了研究,分析了磨損表面形貌、截面特征、成分演變及金相觀察,得到以下結論:
(1)熱擠壓過程中H13鋼擠壓筒和模具表面磨損機制不同,擠壓筒表面發生了磨料磨損、犁溝磨損和氧化磨損;模具表面發生了犁溝磨損、氧化磨損和疲勞磨損。
(2) H13鋼亞表面發生了氧化,氧化層分為兩層,第一層為 Si、Cr、Fe 復雜氧化物,第二層主要為 Fe 的氧化物。
(3)H13鋼擠壓筒和模具在受到熱-力作用后晶粒發生了細化;H13鋼表面裂紋和內氧化首先是沿著晶界進行的。
參考文獻:
[1] 王穩,程曉農,韋家波,等.等溫球化退火溫度對超細化 H13鋼組織與力學性能的影響[J].金屬熱處理,2019,44(9):161-165.
[2] 劉義,胡晏明.載荷和溫度對 H13鋼摩擦磨損性能的影響[J].熱加工工藝,2020,49(9):89-91.
[3] 佟倩,馬躍,孫齊松,等.國內外 H13鋼組織和性能對比分析[J].上海金屬,2020,42(1):55-59.
[4] 段明偉. H13鋼表面激光熔覆合金工藝、組織及磨損性能的研究[D ].鎮江:江蘇大學,2019.
[5] 陳建禮,張曉琨. H13鋼熱鍛模開裂失效原因分析[J].鍛壓技術,2019,44(12):109-113.
[6] 高鑫. GH3625合金管材熱擠壓加工工藝的數值模擬研究[ D ].蘭州:蘭州理工大學,2017.
[7] 劉長勇.重型鋼絲纏繞黑色金屬擠壓筒及擠壓工藝研究[D].北京:清華大學,2011.
[8]? Qing Fan,Dali Zhou,Lei Yang,et al. Study on the oxidationresistance and tribological behavior of glass lubricants used in hot extrusion of commercial purity titanium[J]. Colloids and Surfaces A,2018(559):251-257.
[9] 劉志文,李落星,張明,等.鋁合金熱擠壓過程中界面摩擦的研究進展[J].中國有色金屬學報,2017,27(7):1311-1322.
[10] 王軍社.鋁合金熱擠壓過程中界面摩擦的研究進展[J].中國金屬通報,2017(9):74-75.
[11]? Yucel Birol. Analysis of wear of a gas nitrided \\{H13\\} toolsteel? die? in? aluminium? extrusion [J]. Engineering? Failure Analysis,2012(26):203-210.
[12]? 王寶順,林奔,張麥倉,等. G3鎳基耐蝕合金管材熱擠壓工藝潤滑行為研究Ⅰ.玻璃潤滑膜厚度模型建立及應用[J].金屬學報,2011,47(3):367-373.
[13] 王寶順,林奔,張麥倉,等.Hastelloy G3管材熱擠壓模具磨損有限元分析[J].北京科技大學學報,2010,32(9):1209-1214.
[14]? 王寶順,林奔,羅坤杰,等.玻璃潤滑劑在鋼熱擠壓工藝中的應用[J].世界鋼鐵,2010,10(3):44-50.
[15] 林奔,王寶順,張麥倉,等. G3鎳基耐蝕合金管材熱擠壓工藝潤滑行為研究Ⅱ.玻璃潤滑劑黏度-成分計算方法及應用[J].金屬學報,2011,47(3):374-379.
[16] 陳康敏,王蘭,王樹奇,等. H13鋼氧化磨損行為的研究[J].摩擦學學報,2011,31(4):317-322.
[17]? 孫曉林. H13鋼中碳氮化物生成機理及高溫演變規律[D ].北京:北京科技大學,2017.
