基于物聯(lián)網(wǎng)技術的生產(chǎn)線實時監(jiān)測系統(tǒng)設計及測試
2023-07-20 22:27:44龐廣富
無線互聯(lián)科技 2023年9期
關鍵詞:物聯(lián)網(wǎng)
龐廣富

摘要:自動化生產(chǎn)線處于無人監(jiān)管狀態(tài),一旦發(fā)生異常工況將對產(chǎn)品質(zhì)量和生產(chǎn)安全帶來負面影響,所以采取遠程實時監(jiān)測尤為必要。文章首先介紹了生產(chǎn)線實時監(jiān)測系統(tǒng)的硬件設計,包括CC2530芯片的電路設計、終端節(jié)點和網(wǎng)關節(jié)點的設計等。隨后概述了系統(tǒng)軟件部分的組成,包括SQL數(shù)據(jù)庫、ZigBee節(jié)點等。最后在實驗室進行了系統(tǒng)測試,結(jié)果表明該系統(tǒng)能準確采集生產(chǎn)線現(xiàn)場的溫濕度值與煙霧濃度值,并且根據(jù)采集的數(shù)據(jù)在監(jiān)測平臺上以數(shù)據(jù)和曲線兩種方式呈現(xiàn),方便管理人員及時掌握生產(chǎn)線的實時狀況。
關鍵詞:物聯(lián)網(wǎng);生產(chǎn)線實時監(jiān)測系統(tǒng);ZigBee;溫濕度傳感器
中圖分類號:TP31
文獻標志碼:A
0 引言
自動化生產(chǎn)線是物聯(lián)網(wǎng)與工業(yè)、制造業(yè)融合應用的成果之一,它不僅能顯著提高生產(chǎn)效率,還能在批量化生產(chǎn)的過程中保證產(chǎn)品質(zhì)量[1]。本文設計了一種基于物聯(lián)網(wǎng)技術的生產(chǎn)線實時監(jiān)測系統(tǒng),可利用傳感器獲取生產(chǎn)線現(xiàn)場的溫濕度與煙霧濃度等信息,并在監(jiān)測平臺上直觀地呈現(xiàn),方便管理人員遠程監(jiān)控生產(chǎn)線。
1 生產(chǎn)線實時監(jiān)測系統(tǒng)的硬件設計
1.1 系統(tǒng)硬件的整體結(jié)構(gòu)
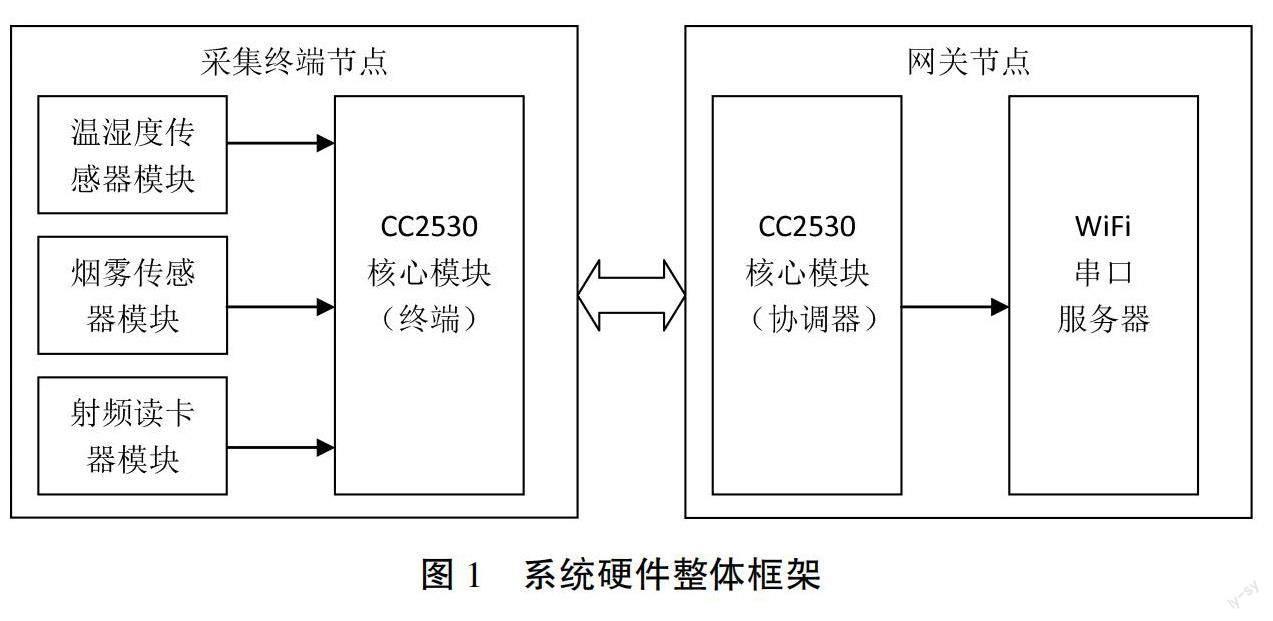
本文設計的生產(chǎn)線實時監(jiān)測系統(tǒng),硬件部分由終端節(jié)點和網(wǎng)關節(jié)點兩部分構(gòu)成。其中,終端節(jié)點負責收集生產(chǎn)線現(xiàn)場的環(huán)境信息,包括溫度、濕度、煙霧濃度等。對于采集到的實時數(shù)據(jù),使用CC2530芯片進行處理;對于處理后的環(huán)境信息、產(chǎn)品加工信息,借助ZigBee無線傳感網(wǎng)絡將其上傳至網(wǎng)關節(jié)點。為了提高通信速率,保證現(xiàn)場環(huán)境信息能夠同步在人機交互界面上呈現(xiàn),在網(wǎng)關節(jié)點中設置了CC2530的協(xié)調(diào)器。最終前端環(huán)境信息經(jīng)WiFi串口服務器到達遠端的監(jiān)測平臺。系統(tǒng)的硬件結(jié)構(gòu)如圖1所示。
1.2 終端節(jié)點和網(wǎng)關節(jié)點設計
根據(jù)實現(xiàn)功能的不同,本系統(tǒng)設有兩個終端節(jié)點。1#終端節(jié)點用于采集生產(chǎn)線的現(xiàn)場環(huán)境信息,2#終端節(jié)點用于獲取產(chǎn)品加工信息。其中,1#終端節(jié)點中又包含了兩種傳感器,其一是DHT11溫濕度傳感器,內(nèi)置電阻式感濕元件和NTC感溫元件,采集生產(chǎn)線現(xiàn)場環(huán)境的溫濕度值后,將模擬信號轉(zhuǎn)化為數(shù)字信號。其二是MQ2煙霧濃度傳感器,當生產(chǎn)線現(xiàn)場環(huán)境中可燃氣體或煙霧的濃度升高時,MQ2傳感器的輸出電壓也會發(fā)生相應的變化,CC2530芯片可根據(jù)傳感器當前的電壓值求得環(huán)境中可燃氣體或煙霧的濃度。2#終端節(jié)點的核心設備為射頻讀卡器,利用RFID射頻識別器讀取產(chǎn)品標簽信息,將識別到的信息上傳至監(jiān)測平臺[2]。
該系統(tǒng)的網(wǎng)關節(jié)點可實現(xiàn)兩種功能:其一是無線傳感功能,用于接收由終端節(jié)點傳輸?shù)臄?shù)據(jù);其二是實時顯示功能,讓管理人員能夠遠程了解生產(chǎn)線現(xiàn)場情況。在網(wǎng)關節(jié)點的結(jié)構(gòu)組成上,也包含了兩個核心部分,即CC2530協(xié)調(diào)器與WiFi串口服務器。相比于傳統(tǒng)的串口服務器,WiFi串口服務器不需要布線,降低了操作難度,避免了接觸不良導致系統(tǒng)運行異常的問題。
2 生產(chǎn)線實時監(jiān)測系統(tǒng)的軟件設計
2.1 實時監(jiān)測軟件設計
在設計實時監(jiān)測系統(tǒng)的登錄界面時,為保障系統(tǒng)運行安全采用登錄訪問安全認證設計,用戶需要提供配對的賬號與密碼,才能通過驗證并跳轉(zhuǎn)到檢測軟件的主界面。成功登錄后,監(jiān)測軟件的主界面提供4個選項,分別是系統(tǒng)設置、閾值設置、實時數(shù)據(jù)以及歷史數(shù)據(jù)。為了提高數(shù)據(jù)的傳輸效率,本文選擇串口通信的方式,實現(xiàn)監(jiān)測軟件與網(wǎng)關之間的雙向通信。每次打開串口前,都需要進行初始化,將串口各項參數(shù)(如波特率、數(shù)據(jù)位等)復位。系統(tǒng)接收到傳感器反饋的數(shù)據(jù)信息后,啟動“Chart”控件,將數(shù)據(jù)自動轉(zhuǎn)化成曲線,可在監(jiān)測軟件的“實時數(shù)據(jù)”界面上動態(tài)呈現(xiàn)溫度、濕度、煙霧濃度3種變化曲線[3]。
2.2 ZigBee節(jié)點設計
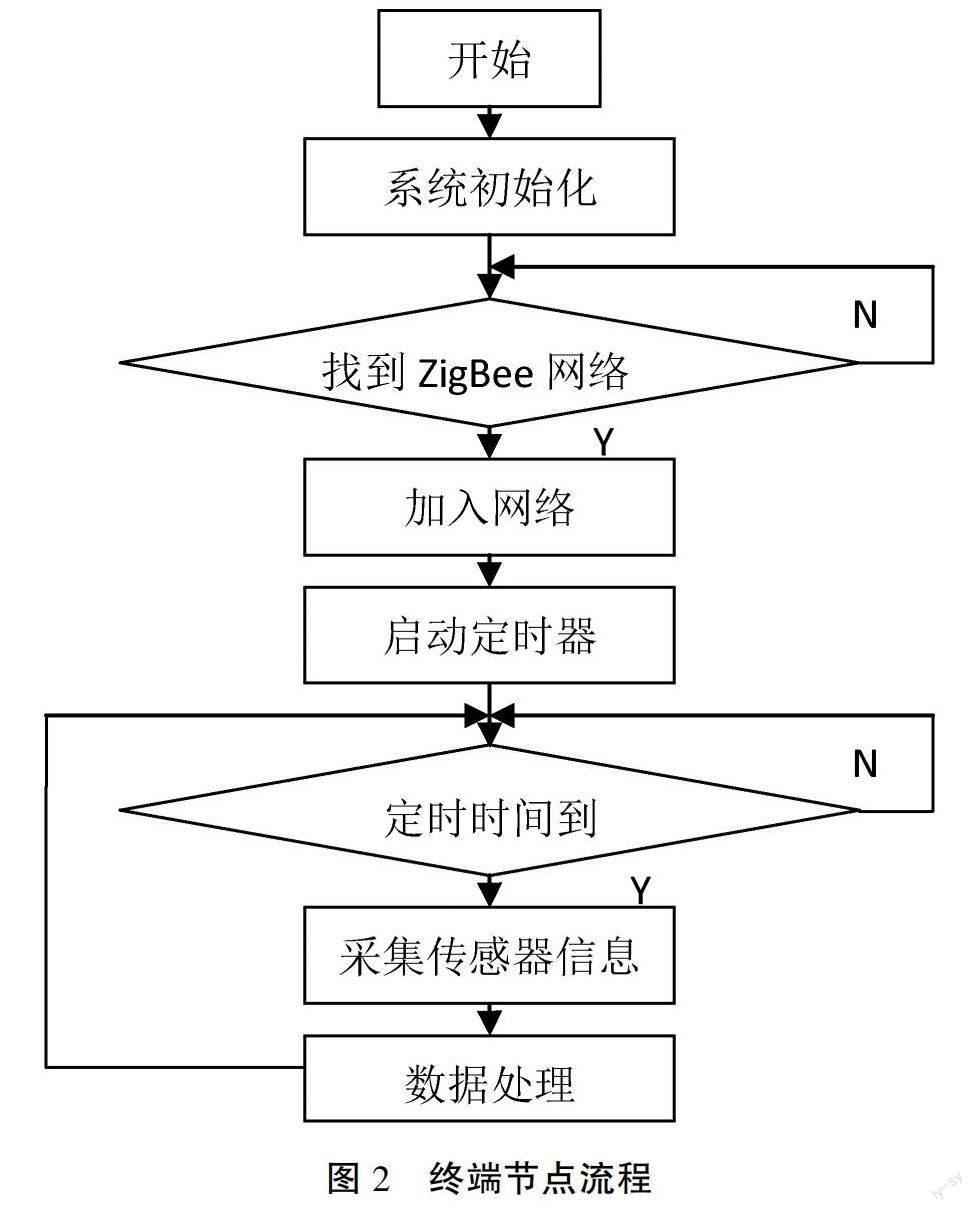
本系統(tǒng)中包含兩個采集終端節(jié)點,其中1#節(jié)點的作用是監(jiān)測生產(chǎn)線環(huán)境,可人為設置采樣周期,每個周期向系統(tǒng)傳輸一次數(shù)據(jù);2#節(jié)點的作用是在射頻讀卡器讀取產(chǎn)品信息后,向協(xié)調(diào)器發(fā)送標簽卡信息。終端節(jié)點的信息處理流程如圖2所示。
系統(tǒng)運行后首先運行初始化程序,完成初始化后檢測周圍ZigBee網(wǎng)絡。執(zhí)行一個判斷程序“是否找到ZigBee網(wǎng)絡?”,如果未找到網(wǎng)絡,則重新尋找,直到檢索到網(wǎng)絡后加入此網(wǎng)絡。成功接入ZigBee網(wǎng)絡后,在該系統(tǒng)中添加一個定時器,并自定義定時器的值。例如設定值為5,則終端節(jié)點每5 s獲取一次前端傳感器信息。終端節(jié)點每秒刷新一次判斷程序“是否到達定時時間?”,若判斷結(jié)果為“是”,則采集并處理數(shù)據(jù)。當前數(shù)據(jù)處理完畢后,返回定時時間的判斷程序,重復此流程[4]。
3 生產(chǎn)線實時監(jiān)測系統(tǒng)的測試
3.1 系統(tǒng)硬件測試
生產(chǎn)線實時監(jiān)測系統(tǒng)中可以直接獲取環(huán)境信息的前端傳感器共有兩類,分別是溫濕度傳感器和煙霧傳感器。在系統(tǒng)搭建完畢后,對這兩類傳感器硬件的功能實現(xiàn)情況展開測試,這里以溫濕度傳感器為例,測試情況如下。
為驗證本系統(tǒng)使用的DHT11溫濕度傳感器的測量精度,設置了對照試驗。一組使用DHT11溫濕度傳感器,另一組使用實驗室標準電子測試儀。在生產(chǎn)線上隨機選擇4處位置,用兩種儀器測量溫度與濕度。對比結(jié)果如表1所示。
對比表1數(shù)據(jù)可以發(fā)現(xiàn),DHT11溫濕度傳感器測量的溫度、濕度結(jié)果,與實驗室標準電子測試儀的測量結(jié)果十分接近,誤差均在1 ℃(溫度)和1%(濕度)之內(nèi),說明DHT11溫濕度傳感器的測量精度較高,能夠滿足生產(chǎn)線實時監(jiān)測系統(tǒng)在工程環(huán)境中的使用需求[5]。
3.2 系統(tǒng)軟件測試
管理員正常登錄生產(chǎn)線監(jiān)控系統(tǒng)后,從系統(tǒng)主界面的左上角選擇“閾值設定”選項,跳轉(zhuǎn)至相應的二級頁面。在該頁面上設置溫度、濕度、煙霧濃度的上、下限,如圖3所示。
各項參數(shù)設置完畢后,即可利用溫濕度傳感器、煙霧傳感器實時獲取生產(chǎn)線數(shù)據(jù)。系統(tǒng)接收前端反饋數(shù)據(jù)后,能夠以“數(shù)字”和“曲線”兩種方式進行呈現(xiàn),以便于管理員直觀地了解生產(chǎn)線的環(huán)境狀況。對于系統(tǒng)接收的數(shù)據(jù),默認為每5 s存儲一次,以“天”為單位保存成txt格式文件。后續(xù)管理人員可從系統(tǒng)的主界面點擊“歷史查詢”選項,在二級頁面中勾選日期,查看每日的詳細記錄。
4 結(jié)語
在制造業(yè)生產(chǎn)線向生產(chǎn)自動化、管理智能化轉(zhuǎn)型
的背景下,設計一種可以實時監(jiān)測生產(chǎn)線現(xiàn)場環(huán)境的遠程監(jiān)測系統(tǒng)十分必要。利用功能各異的傳感器實時采集現(xiàn)場環(huán)境信息,經(jīng)過傳輸、處理后,管理人員可在遠端的監(jiān)測平臺上直觀地掌握生產(chǎn)線的實施情況,在提高生產(chǎn)效率、確保生產(chǎn)安全等方面發(fā)揮重要作用。
參考文獻
[1]姜闊勝,范再川,侯佳淑.自動化生產(chǎn)線的數(shù)字孿生可視化監(jiān)測系統(tǒng)研制[J].安陽工學院學報,2022(2):21-22.
[2]李作康,王禹林,劉璐,等.基于B/S架構(gòu)的數(shù)控加工設備遠程監(jiān)測系統(tǒng)[J].組合機床與自動化加工技術,2019(8):46-47.
[3]陳宇寧,吳建民,劉麗敏.脈動裝配生產(chǎn)線物流管控及其精準配送系統(tǒng)設計[J].物流工程與管理,2022(4):44-45.
[4]賈昆,華成,楊小兵.OIS狀態(tài)監(jiān)測系統(tǒng)在爐卷軋機生產(chǎn)線中的應用[J].山東冶金,2021(7):47-48.
[5]吳飛燕.基于窄帶物聯(lián)網(wǎng)工業(yè)生產(chǎn)線溫度監(jiān)測系統(tǒng)研究[J].科學技術創(chuàng)新,2021(21):21-22.
(編輯 沈 強)
Design and test of real-time monitoring system for production line based on Internet of Things technologyPang Guangfu
(Guangxi Vocational & Technical Institute of Industry, Nanning 530001, China)
Abstract: Since the automatic production line is in the unsupervised state, the occurrence of abnormal working conditions will bring serious negative impact on product quality and production safety, so it is particularly necessary to adopt remote real-time monitoring. This paper firstly introduces the hardware design of the real-time monitoring system of the production line, including the circuit design of CC2530 chip, the design of terminal node and gateway node, etc. Then it Outlines the components of system software, including SQL database, ZigBee node and so on. Finally, the system test was carried out in the laboratory. The results show that the system can accurately collect the temperature, humidity and smoke concentration of the production line, and according to the collected data, it can be presented on the monitoring platform in two ways: data and curve, which is convenient for managers to timely grasp the real-time condition of the production line.
Key words: Internet of Things; production line real-time monitoring system; ZigBee; temperature and humidity sensor
猜你喜歡
軟件導刊(2016年9期)2016-11-07 21:56:29
軟件導刊(2016年9期)2016-11-07 21:32:45
中國科技博覽(2016年22期)2016-11-01 15:02:01
中國科技博覽(2016年22期)2016-11-01 13:21:09
中國科技博覽(2016年19期)2016-10-19 14:58:22
電腦知識與技術(2016年21期)2016-10-18 22:33:02
科技視界(2016年22期)2016-10-18 17:23:30
中國新通信(2016年16期)2016-10-18 11:01:39
中國新通信(2016年16期)2016-10-18 11:00:54
科學與財富(2016年28期)2016-10-14 01:24:06
