CVT 輸入壓板反擠壓精鍛工藝研發(fā)應(yīng)用
2023-07-20 10:24:44王子孝吳江楊象勇浙江萬里揚精密制造有限公司
鍛造與沖壓 2023年13期
文/王子孝,吳江,楊象勇·浙江萬里揚精密制造有限公司
本文主要介紹一種CVT 輸入壓板反擠壓精鍛工藝的研發(fā)應(yīng)用,原常規(guī)正擠壓鍛造工藝存在諸多問題,無法批量生產(chǎn),通過對原工藝存在的問題進行深入剖析,提出一種反擠壓精鍛新工藝。通過對反擠壓工藝分析研究后,制定實施了反擠壓精鍛模具和工藝設(shè)計關(guān)鍵點控制方案,經(jīng)過反擠壓精鍛工藝驗證表明,該反擠壓精鍛工藝解決了原工藝存在的所有問題,實現(xiàn)了批量自動化生產(chǎn)應(yīng)用,創(chuàng)造了良好的經(jīng)濟效益。
CVT 是一種汽車用無級變速器,輸入壓板是CVT 變速器的重要核心零件之一。
本文主要對一種CVT 輸入壓板反擠壓精鍛工藝進行研發(fā)應(yīng)用。原常規(guī)正擠壓鍛造工藝存在諸多問題,且無法批量生產(chǎn),此次主要是研發(fā)一種反擠壓精鍛新工藝,包括原常規(guī)正擠壓工藝存在的問題剖析、反擠壓精鍛工藝分析、反擠壓精鍛模具和工藝設(shè)計要點、反擠壓精鍛工藝試驗,力求解決原工藝存在的所有問題,實現(xiàn)批量自動化生產(chǎn)應(yīng)用。
原常規(guī)正擠壓工藝存在的問題
原常規(guī)正擠壓工藝產(chǎn)品和模具圖見圖1,本研究中的CVT 輸入壓板按常規(guī)鍛造工藝設(shè)計,碗口朝下,鍛造時該部位在下模,型腔A/B 中的金屬由上往下正擠壓填充(金屬流動方向與上模運動方向一致為正擠壓)。該產(chǎn)品材質(zhì)為20CrMnTiH2,最大外徑φ168mm,高度為67mm,下料重量為5.5kg。工藝流程:加熱(1200℃)→預(yù)鍛→精鍛(螺旋壓機)→沖孔。實際生產(chǎn)中存在的主要問題如下:
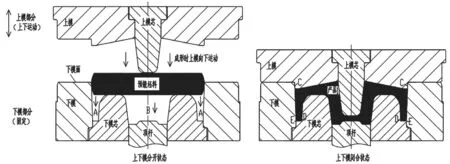
圖1 原常規(guī)正擠壓工藝產(chǎn)品和模具圖
⑴產(chǎn)品飛邊大。主要原因是將預(yù)鍛坯料放于下模型腔之后,還有一半高出下模面,當上模往下運動時,高出的部分金屬溢出下模型腔,在C 部位擠滿了縱向飛邊,甚至在下模面上產(chǎn)生較大的橫向飛邊。
⑵產(chǎn)品粘上模。由于較大的縱向橫向飛邊緊緊包裹在上模凸出部位所導致。
⑶產(chǎn)品頂出變形。縱向橫向飛邊冷卻快粘性大,緊緊粘在下模型腔壁,中間頂桿用力頂出時,兩邊卡滯,導致產(chǎn)品變形。
⑷產(chǎn)品填充不足。填充不足的部位主要是下模型腔最深處的D/E 位置,容易形成R(5 ~10)mm 的大圓角,導致產(chǎn)品報廢。主要原因是部分金屬外溢導致坯料不足,同時有氧化皮和脫模劑等殘渣堆積在該深腔處。
⑸成品率低。由于粘模和變形,以及填充不足的產(chǎn)品較多,廢品率達10%。
⑹生產(chǎn)效率低。主要由于粘模導致反復(fù)拆裝模具,班產(chǎn)量不足500 件。
⑺不能實現(xiàn)自動化生產(chǎn)。工藝不成熟,無法實現(xiàn)機械手搬運,需5 人操作。
反擠壓精鍛工藝分析
通過上述分析,發(fā)現(xiàn)其根源在于預(yù)鍛后的坯料高出下模面,過早溢出下模型腔導致飛邊大、粘上模、頂出變形等一系列問題。經(jīng)過逆向思考,提出將產(chǎn)品倒過來,碗口朝上鍛造,相比于原產(chǎn)品,除了形狀倒過來以外,還在F 處做出一個小臺階,節(jié)省部分原材料。
如圖2 所示,該反擠壓精鍛工藝成形正好和原工藝相反,也就是型腔H/J 里面的金屬從下往上反擠壓填充(金屬流動方向與上模運動方向相反為反擠壓)。
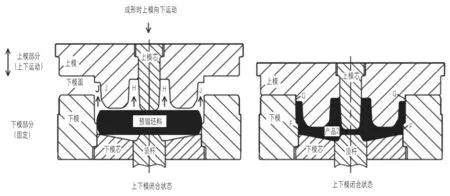
圖2 反擠壓新工藝產(chǎn)品和模具圖
該反擠壓工藝優(yōu)點在于:⑴預(yù)鍛后的坯料放在下模型腔中就完全在型腔里面,不會過早溢出到模具型腔之外,從根源上杜絕原工藝一系列問題的產(chǎn)生。⑵較深的型腔H/J 位于上模,不存在氧化皮和脫模劑殘渣堆積的問題。
反擠壓模具和工藝設(shè)計要點
模具設(shè)計要點
⑴型腔內(nèi)部結(jié)構(gòu)發(fā)生了徹底改變,下模型腔變深,具有深腔的部分被設(shè)計到上模。
⑵該反擠壓模具型腔側(cè)面接觸熱鍛件的面積,上下模比值為1.2:1(原正擠壓僅為1:10),如按常規(guī)設(shè)計,大概率粘上模,需將拔模斜度中的上模適當放大,下模適當減小,這是該模具設(shè)計的關(guān)鍵核心,既要保證產(chǎn)品不粘上模,又要保證產(chǎn)品留在下模,頂出不變形。
工藝設(shè)計要點
⑴模具噴淋需要做特殊調(diào)整,上模多噴下模少噴,調(diào)整好劑量。
⑵選用合適的脫模劑,保證產(chǎn)品不粘模具。
⑶調(diào)整設(shè)備合適的打擊能量,保證產(chǎn)品正好能成形即可。
反擠壓精鍛工藝試驗
經(jīng)過現(xiàn)場工藝驗證,該產(chǎn)品通過反擠壓精鍛工藝獲得成功,反擠壓產(chǎn)品3D 造型圖和產(chǎn)品實物見圖3。試驗結(jié)果如下:
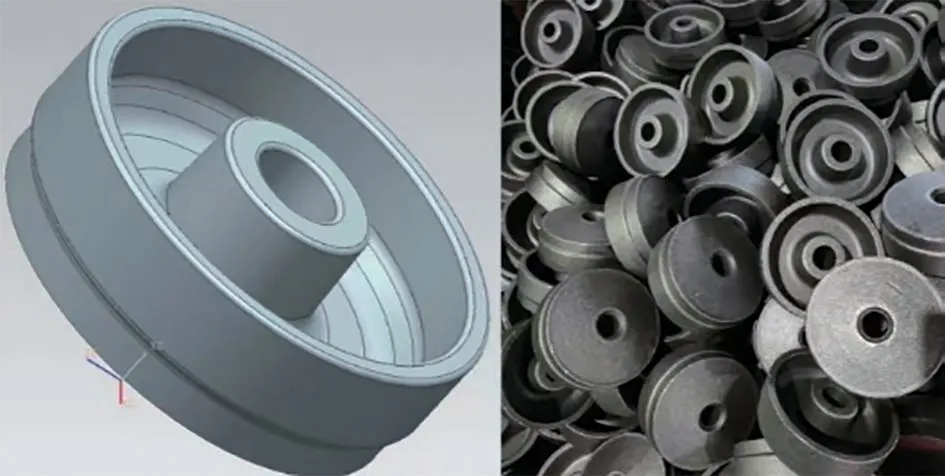
圖3 反擠壓產(chǎn)品3D 造型圖和產(chǎn)品實物
⑴下料重量由5.5kg下降到5.3kg,價值1元以上;每年可節(jié)材上百萬元。
⑵解決了原工藝存在的產(chǎn)品飛邊大、粘上模、頂出變形、填充不足等問題。
⑶經(jīng)過數(shù)萬件批量生產(chǎn)統(tǒng)計,廢品率由原來的10%下降到0.2%。
⑷班產(chǎn)量由原500 件提升到1500 件。
⑸實現(xiàn)了機械手自動化生產(chǎn),單班節(jié)省操作工4名。
結(jié)論
⑴CVT 輸入壓板反擠壓精鍛工藝,通過模具和工藝設(shè)計控制是完全可行的。
⑵CVT 輸入壓板反擠壓精鍛工藝,經(jīng)過批量驗證是穩(wěn)定可靠的,經(jīng)濟效益可觀,在類似產(chǎn)品中具備推廣應(yīng)用價值。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
