一種車輪鍛造模具正面模芯高度檢測裝置
2023-07-20 10:24:54馬紹明李凱王震李健楊金嶺中信戴卡股份有限公司
鍛造與沖壓 2023年13期
文/馬紹明,李凱,王震,李健,楊金嶺·中信戴卡股份有限公司
車輪鍛造模具正面下模芯或低壓鑄造模具正面下模芯都是成形車輪輪輻正面的旋轉體,由于此模芯正面都具有一個中心孔和多個凹凸不平的輪輻和筋部的旋轉體,從而測量中心孔凸臺到模芯各個點的高度就是檢驗模具模芯尺寸合格與否的依據。由于模具表面凹凸點較多,使用普通檢驗工具無法檢測,用三坐標檢測比較麻煩和費時費力,故全新設計了一種鍛造車輪模具模芯高度檢測裝置,如圖1 所示。
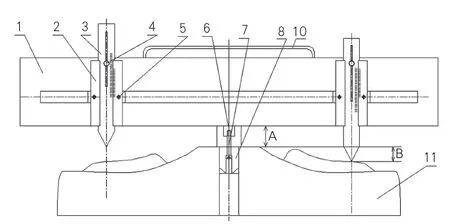
圖1 模具模芯高度檢測裝置示意圖
結構特征介紹
結合圖1、圖2 所示,檢具主體1 與定位銷軸6通過鉚接或焊接成為一體;游標固定尺示意圖見圖3,零件配合關系示意圖見圖4,游標固定尺2 與背板9通過緊固螺釘5 固接;游標固定尺2 的凸起與背板9配合,可以在檢具主體水平槽中左右滑動,從而實現量取不同節圓直徑的模具模芯凹凸表面深度;游動標尺3 置于游標固定尺2 的槽中并可在其內上下滑動,游動標尺3 本身具有上下長槽,可以通過置于背板9上的鎖緊螺釘4 對其實現鎖緊;量具把手10 為隔熱材料與檢具主體1 固接;游動標尺3 底部為尖端,材料為工具鋼。
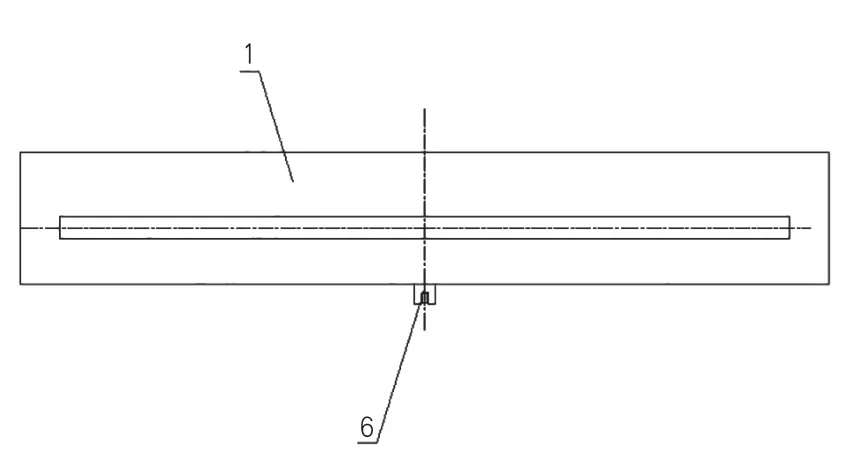
圖2 定位銷軸和檢具主體示意圖

圖3 游標固定尺示意圖
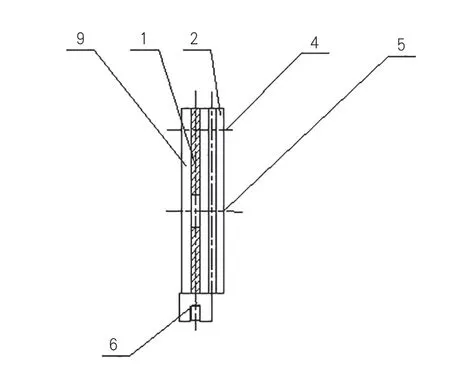
圖4 零件配合關系示意圖
如圖5 所示,游動標尺3 的刻度和游標固定尺2的刻度完全按標準卡尺來設計和度量,即游動標尺3相當于游標卡尺的尺身部分刻度、游標固定尺相當于游標卡尺的游標尺部分刻度。
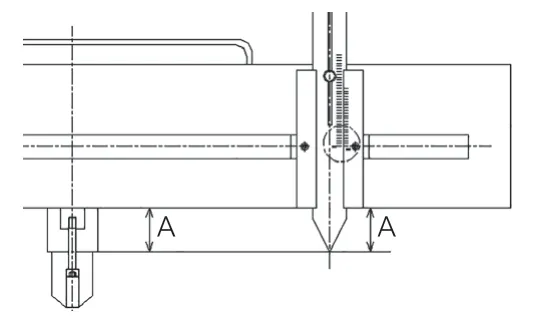
圖5 游標固定尺、游動標尺的刻度0 對0 示意圖
如圖6 所示,以準確到0.1mm 的標尺為例,游動標尺3 上的最小分度是1mm,游標固定尺2 上有10個小的等分刻度,總長為9mm,每一分度為0.9mm,比游動標尺3 上的最小分度相差0.1mm。量爪并攏時,游動標尺3 和游標固定尺2 的零刻度線對齊,他們的第一條刻度線相差0.1mm,第二條刻度線相差0.2mm。以此類推,第10 條刻度線相差1mm,即游標固定尺2 的第10 條刻度線恰好與游動標尺3 的9mm 刻度線對齊。
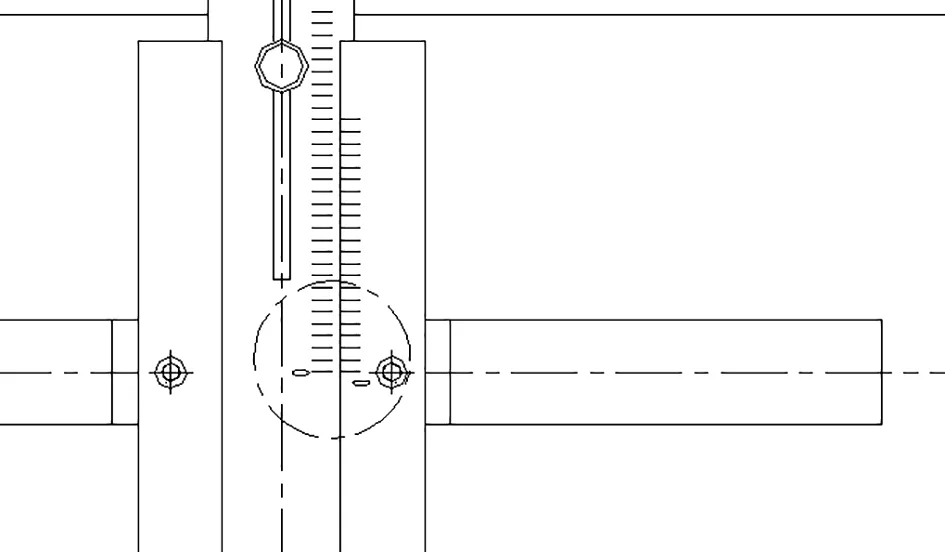
圖6 工作原理示意圖
具體實施方式
游動標尺3 的底部為尖端,材料為工具鋼。如圖7 所示,游標固定尺2、游動標尺3 刻度0 對0 時,游動標尺3 頭部伸出尺寸A 即為可換直徑定位銷軸8,高度A 作為游動標尺3 的零基準,所以其伸出的超出A 的部分即為其讀取數值B,就是模芯孔凸臺與模芯正面的高度。游動標尺3 刻度和游標固定尺2 刻度,即完全按標準卡尺刻度形式來設計和度量。
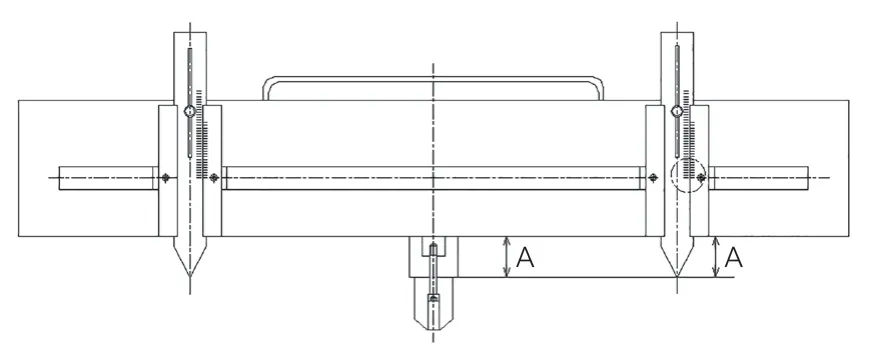
圖7 測量檢具游標固定尺、游動標尺的基準0 對0 示意圖
將可換直徑定位銷軸8 插入被檢模具的模芯中心孔中,對檢具主體1 起到定位作用。而且可以根據不同模芯中心孔直徑,可更換不同直徑的定位銷軸8,但其高度A 始終不變,實現一個量具測量多個鍛造車輪模具模芯的要求。并且整個裝置以可換直徑定位銷軸8 為軸旋轉,實現整個裝置量取不同節圓直徑或一個平面不同角度和深度的模具芯軸表面,保證測量準確性。
鎖緊螺釘4、緊固螺釘5 分別保證測量后,其在鉛垂方向和水平方向活動部件的緊固,保證測量數據的讀取準確性。
在一條直線上,2 個游動標尺3 測量頭同時測量,減少了測量時間,并對一條線上對稱模具模芯測量尺寸的測量結果起到校對作用。
本裝置特點和優勢
該裝置結構特點主要體現在以下幾點:
鍛造車輪模具下模芯或低壓鑄造模具下模芯都是成形車輪輪輻正面的模芯,由于此模芯正面都具有一個中心孔和多個凹凸不平的輪輻,從而測量中心孔凸臺與模芯各個點的高度就是檢驗模具模芯尺寸合格與否的依據。用通用的檢具沒有辦法量取多個凹凸位置的尺寸,故此設計了一種鍛造模具模芯高度測量裝置,其便于人工操作、實用性強、使用簡便,能實現其他通用的檢具結構無法量取的功能。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
