某型飛機發動機排氣管斷裂故障分析及改進
2023-07-25 11:22:18龍思海彭志軍張海東
教練機 2023年2期
龍思海,彭志軍,李 彬,張海東
(航空工業洪都,江西 南昌,330024)
0 引言
排氣管是發動機系統的重要部件之一,它的工作情況直接關系到發動機的工作可靠性、耐久性、動力性和廢氣排放情況[1]。此外發動機排氣溫度較高,排氣管長期處于高溫下工作,排氣管還需要承受在飛機機動載荷下的自身重量產生的載荷作用。當前,發動機排氣管使用的材料主要集中在鑄鋼、鑄鐵以及不銹鋼等,這些材料均具備較好的耐熱特性,但是在這種日趨惡劣的工作環境下,排氣管仍然會出現疲勞失效風險,這些風險主要表現為應力過于集中和疲勞開裂等[2-4]。
1 故障情況
某型飛機晝間飛行時,發生發動機轉速下降,無法維持飛行狀態,導致場內迫降的飛行事故征候。 經檢查分析,判定故障原因為:發動機第5 號氣缸排氣管焊縫處疲勞斷裂,進氣溫度從35 度急劇上升到150 度,高溫廢氣噴入發動機左進氣口,燒熔進氣加溫盒濾網框架,熔融物堵塞汽化器濾網,導致進氣溫度急增,進氣量急降,發動機富油燃燒轉速下降,飛機難以保持姿態,發生場內迫降。排氣管裂紋故障如圖1 所示。

圖1 排氣管裂紋故障圖
2 結構簡介
某型飛機發動機排氣總管由右排氣總管和左排氣總管兩個單獨部分組成,將廢氣從飛機下部排出。右排氣總管由右部的四段排氣管組成,相應與發動機的五個氣缸相連接;左排氣總管由左部的四段排氣管組成,相應與發動機的四個氣缸相連接,見圖2。
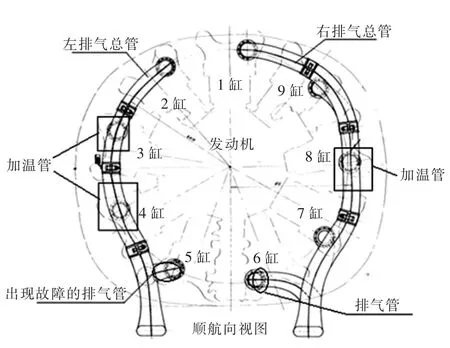
圖2 排氣管安裝示意圖
某型飛機發動機第5 號氣缸排氣管整體由0.8mm的不銹鋼1Cr18Ni9Ti 焊接而成,為“Y”字形管,與加溫管連接端焊有環狀法蘭,與發動機氣缸連接端焊有帶坡度喇叭口,與第5 號氣缸連接的排氣管結構圖見圖3。
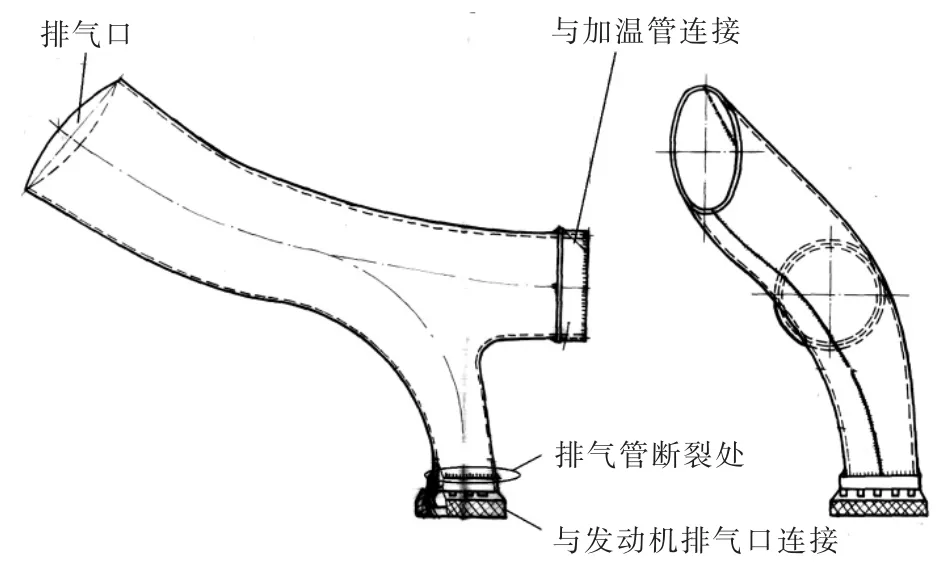
圖3 第5 號氣缸排氣管結構示意圖
3 裂紋失效分析
針對斷裂故障件開展了失效分析,失效分析表明造成排氣管疲勞斷裂的主要原因是:排氣管靠發動機側的接管嘴與管體周向搭接焊縫焊趾處存在較大的裝配彎曲應力;焊縫處存在漏焊、寬度超差等焊接缺陷從而降低了焊趾處疲勞強度,促進了疲勞裂紋的產生,結論為疲勞斷裂。
4 制造裝配分析
4.1 制造分析
排氣管斷裂處焊縫結構為空間變截面組合焊接的支管插入球面管嘴形成的搭接焊縫,支管橢圓度允許不大于3mm,搭接焊縫焊接前焊接間隙延圓周存在不均勻情況,當制造過程中校正不到位時,局部(圖4)會存在超出1.5mm 乃至2mm 以上的情況,焊接后會造成連接兩構件的焊縫與母材出現劇烈過渡的情況,構件在使用過程中會出現應力集中的現象,進而造成疲勞斷裂。 同時搭接焊縫背面焊漏未去除,會進一步加大應力集中的趨勢。

圖4 搭接焊縫截面
4.2 裝配分析
安裝排氣管以及外場更換其中一段排氣管的過程中,由于排氣管屬焊接件,互換性較差,如果各排氣管先剛性固定與各氣缸接頭,再安裝各排氣管之間的金屬石棉墊并用卡箍裝緊,則可能會出現支管軸線超過2mm 偏心的情況。 此種情況將在排氣管與發動機氣缸連接處產生較大裝配應力,導致使用過程中故障件斷裂位置出現疲勞斷裂。
5 結構受力狀態及應力分析
5.1 有限元模型
根據制造分析結果可知,排氣管在制造過程中容易出現偏差,為分析制造偏差對排氣管受力的影響,建立了兩個排氣管有限元分析模型。模型1 中考慮發動機氣缸連接處環向焊縫階差2mm,過渡區域5mm;模型2 中考慮發動機氣缸連接處環向焊縫階差3mm,過渡區域3mm。為模擬可能存在的強迫裝配對排氣管強度的影響,在排氣管與加溫管連接口中心施加不同的強迫位移,以便分析強迫裝配的影響趨勢。
排氣管采用殼單元模擬,約束排氣管與發動機氣缸連接處節點局部坐標系下X、Y、Z 三個方向的平動自由度和X、Y 兩個方向的轉動自由度,在排氣管與加溫管連接口中心建立一個加載節點,采用RBE2 單元將節點與管口周圍節點耦合在一起,加溫管慣性載荷和強迫位移均施加在這個節點上。排氣管本體厚度為0.8mm,與發動機氣缸和加溫管連接端頭處局部為1.6mm,排氣管材料為1Cr18Ni9Ti,彈性模量為196000MPa,泊松比為0.3,密度為7.9×103kg/m3,有限元模型見圖5。
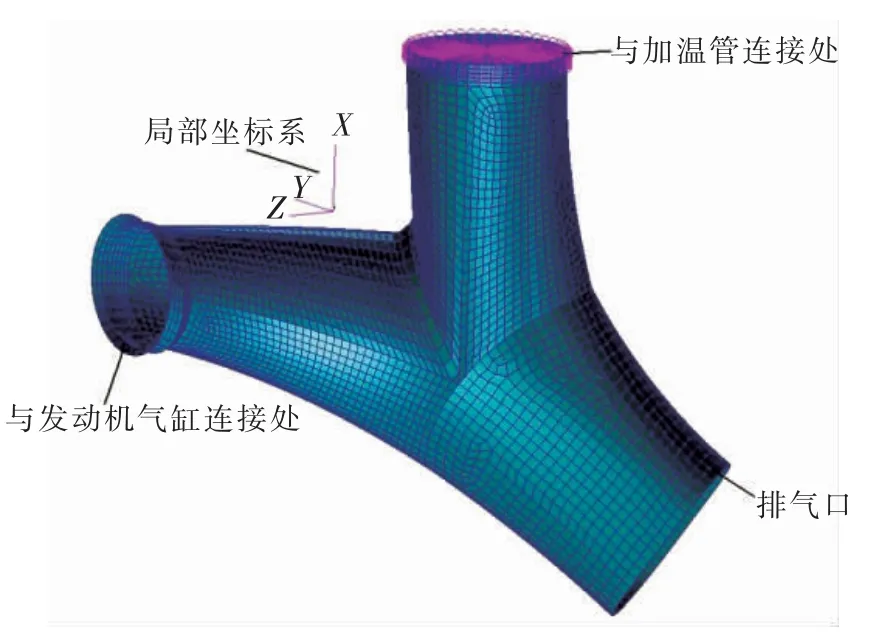
圖5 第5 號氣缸排氣管有限元模型示意圖
材料1Cr18Ni9Ti 在不同溫度下的力學性能見表1,排氣管采用氬弧焊的焊接方法,焊后不進行熱處理,考慮0.6 的焊縫削弱系數,發動機排氣溫度約500℃,焊縫處的實際強度極限值σb=441×0.6=265MPa。
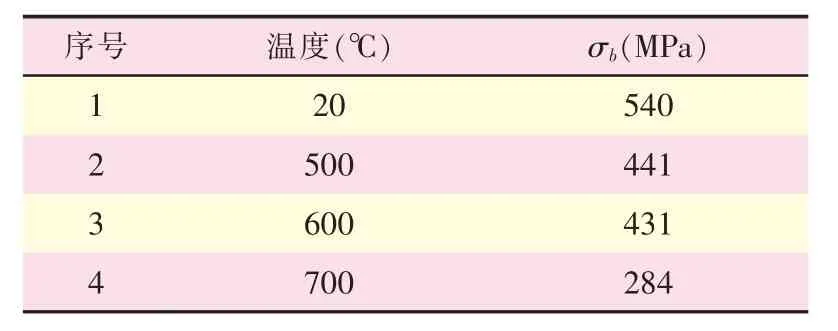
表1 不同溫度下1Cr18Ni9Ti 的材料性能
5.2 載荷情況
有限元應力分析的載荷情況見表2。

表2 有限元應力分析載荷情況
5.3 計算結果及分析
各載荷情況下排氣管與發動機氣缸連接段有限元計算結果見圖6,圖6(c)為施加1mm 強迫位移的計算結果,其他位移的計算結果見表3。
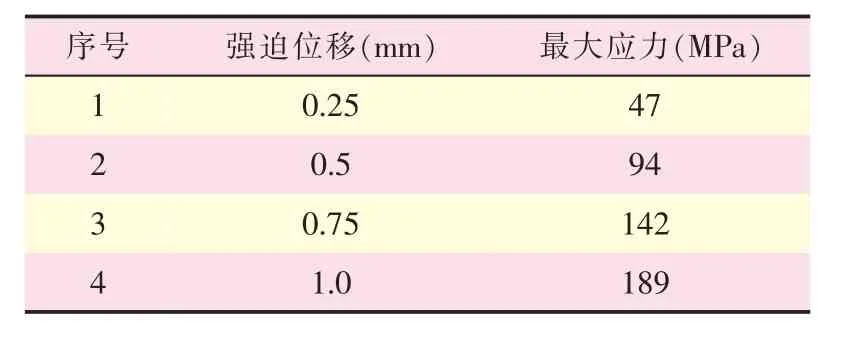
表3 載荷情況3 在施加不同強迫位移情況下排氣管最大應力計算結果
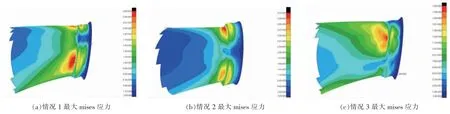
圖6 有限元計算結果
由上述計算結果可以得到以下結論:
1) 從圖6(a)可以看到,當焊縫階差為2mm 時,在最大當地過載的慣性載荷作用下,排氣管與發動機氣缸連接處應力僅為25.5MPa,應力水平遠小于排氣管焊縫處的實際強度極限值265MPa;
2) 圖6(b)給出了在相同受載條件下,焊縫階差為3mm 的排氣管與發動機氣缸連接處應力為42.1MPa ,這表明焊縫階差越大,排氣管焊縫處的應力集中越大,應力水平越高;
3) 圖6(c)給出了1.0mm 的強迫裝配位移下,排氣管與發動機氣缸連接處的應力為189MPa,小于強度極限值265MPa,但應力水平明顯大于正常受載情況下的應力水平,表明強迫裝配對排氣管的強度影響較大;
4) 在安裝排氣管時,如果存在強迫裝配,排氣管與發動機氣缸連接處的應力會隨著強迫位移的增大而明顯增大。
6 優化改進措施
在確定了排氣管斷裂原因的基礎上,制定了如下優化改進措施[5-6]:
1) 將排氣管管口環向焊縫由原來的搭接焊縫改為對接,可以有效避免由焊縫與母材劇烈過渡而導致的應力集中,改進后焊接形式見圖7;
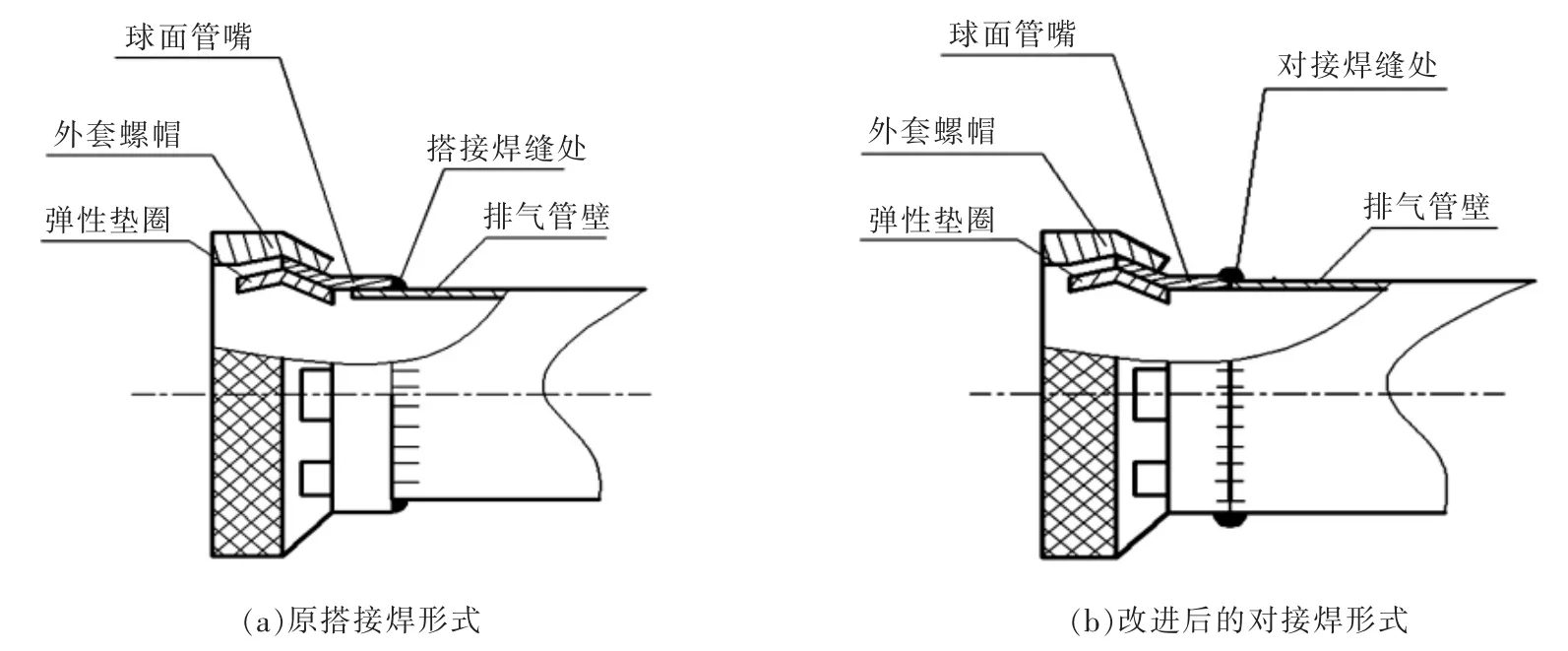
圖7 焊接形式對比圖
2) 對于排氣管的裝配工藝也進行了優化, 明確了排氣管拆裝時應在松開所有與氣缸相連接的螺套狀態下調整連接各段排氣管對接部位,盡量避免強迫裝配。
7 結論
針對發動機排氣管斷裂故障,從制造、裝配、結構受力狀態與應力水平分布和失效等方面進行了分析,結果表明,產生裂紋的主要原因是:
1) 排氣管管口環向焊縫與母材劇烈過渡,焊縫尺寸不均勻,背面焊漏未打平,造成應力集中,局部應力增大;
2) 排氣管裝配過程中偏差過大,存在強迫裝配,造成排氣管管口焊接區域承受附加應力;
3) 在以上兩種因素及交變載荷的作用下,排氣管管口環向焊縫出現了疲勞裂紋并最終發生斷裂。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
汽車與新動力(2015年1期)2015-02-27 12:11:01
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
船海工程(2013年6期)2013-03-11 18:57:27
