管接嘴零件柔性加工工藝研究
2023-07-25 11:22:22羅賽南方樹言鄧云發
教練機 2023年2期
羅賽南,方樹言,鄧云發,宋 潔
(1.空裝駐南昌地區軍事代表室,江西 南昌,330095;2.航空工業洪都,江西 南昌,330096)
0 引言
隨著科學技術水平的發展迅速,在各工業領域中生產和使用的閥體和管路連接頭等零部件日益增多,這些零件包括直通管、直角彎頭、三通管、四通管等,過去對三通管生產方法多采用焊接、鑄造、機械加工的方式,并且在機械加工的過程中采用普通的配套工裝和夾具,這些都大大降低了零件的加工精度[1-2]。隨著加工水平的日益提高,針對管接嘴類零件的加工中,夾具在夾緊零件的過程中往往容易使工件變形,從而造成加工后的零件產生誤差[3-4]。因此,選擇合理的夾緊裝置尤為重要,這樣既能減少夾具的夾持面,又能保證所需的最大夾緊力,從而生產出合格的零件[5-6]。 在眾多夾緊裝置的選擇中,工件在裝夾過程中的變形規律需要研究,但以往文獻很少對該方面進行研究。以三通管為例,針對三通管典型的加工方案進行研究分析,為管接嘴類零件的加工提供高效快捷的加工方法。
1 零件裝夾方案設計和仿真分析
1.1 零件裝夾方案設計
對三通管進行夾緊變形的分析,利用分度卡盤來作為夾緊裝置,從而研究確定合理的裝夾方案。三通管坐標系如圖1 所示,以回轉中心軸線相交的點作為坐標原點o,其中,x 軸、y 軸分別表示管接頭的軸線,卡盤工作臺與回轉軸線重合的軸線表示為z 軸。另外,y 軸正向用1 端表示,x 軸負向用2 端表示,x 軸正向用3 端表示。
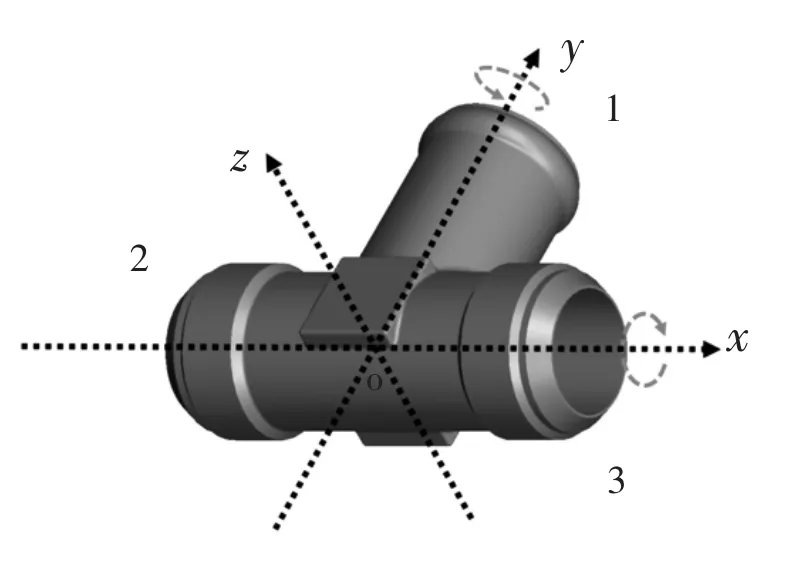
圖1 三通管坐標系
三通管裝夾在分度卡盤上的相對位置示意圖如圖2 所示,三通管裝夾時,z 軸方向表示卡盤零件相對位置,分度卡盤的下夾頭安裝在分度旋轉軸上,并且與其固聯,上夾頭安裝在夾頭座上且隨工件旋轉。
使用分度卡盤對零件進行加工時,其中,零件需要完全定位在下夾頭上。 在設計工件的下夾頭造型時,有兩種方式,分別為U 形夾頭與工件為面接觸方式和V 形夾頭與工件為線接觸方式,這兩種夾頭都限制了工件的六個自由度,而U 形夾頭與工件接觸面積較大。上夾頭可以采用與下夾頭相同的內腔面,也可以采用平壓頭,采用U 形或V 形上夾頭可以提高工件定位準確度,而平壓頭具有如下幾個優點:
1) 易于制備;
2) 適應范圍廣;
3) 由于上夾頭繞z 軸旋轉的自由度并未限制,因此使用平壓頭可以避免夾頭錯位壓傷工件表面。圖3 為四種裝夾方案示意圖,其中方案(a)為U 形下夾頭與平壓頭裝夾,方案(b)為U 形下夾頭與U 形上夾頭的裝夾,方案(c)為V 形下夾頭與平壓頭裝夾,方案(d)為V 形下夾頭與V 形上夾頭的裝夾。
1.2 零件裝夾仿真分析
采用Solid Works 軟件分別對工件和夾具建立模型并裝配,采用ABAQUS 軟件對工件裝夾變形進行仿真分析,圖4 表示對圖3 工件裝夾方案進行分析工件和夾頭的應力云圖輸出,發現上、下夾頭均為U形頭時,夾具與工件的接觸面積最大,此時的工件所受到的應力最小。
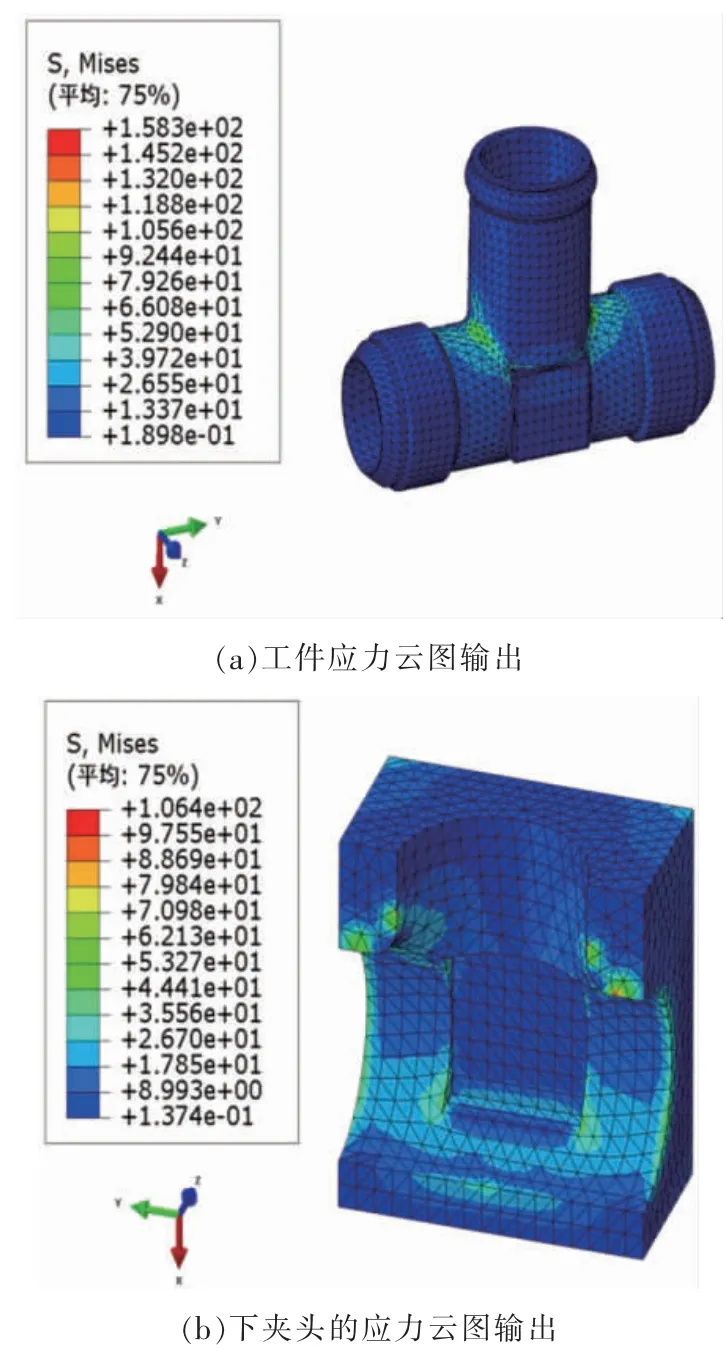
圖4 三通管在U 型下夾頭及平壓頭裝夾的應力變形仿真云圖
2 零件加工工藝研究分析
2.1 切削力、夾緊力作用下的加工誤差分析
管接嘴類零件的加工過程中,除了夾具在裝夾過程中的應力會給零件加工帶來誤差外,零件加工過程中的切削力也會影響零件的加工精度,加工過程中的切削力Fc來源于刀具在切削時受到工件的彈塑性變形力以及摩擦力,這些力可以分解為如圖5 所示相互垂直的三個分力,即進給抗力Fx(軸向力),切深抗力Fy(徑向力),主切削力Fz(切向力)。
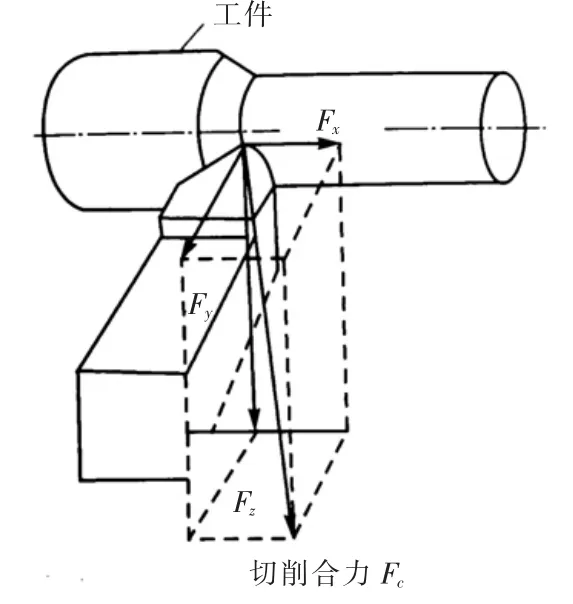
圖5 外圓車削時的切削力及其分解
影響切削力大小的因素包括工件材料、切削用量、刀具相關參數以及切削液等,其中切削用量主要包括切削深度ap、進給量f、切削速度vc。目前,常用經驗公式計算切削力,加工時,利用測力儀測出切削力,再將測得數據適當處理,得到切削力的經驗公式,其形式為:
式中, 系數CF取決于工件及刀具材料,xF、yF、zF是各切削用量的指數。
根據車削用量推薦表,選定外圓半精加工時的切削用量為:ap=1.5mm,f=0.18mm/r,vc=250m/min,代入經驗公式進行計算,則Fx=75N,Fy=74N,Fz=262N,為了方便不同切削力下的工件變形情況對比,按照表1中的切削力數值進行仿真計算。
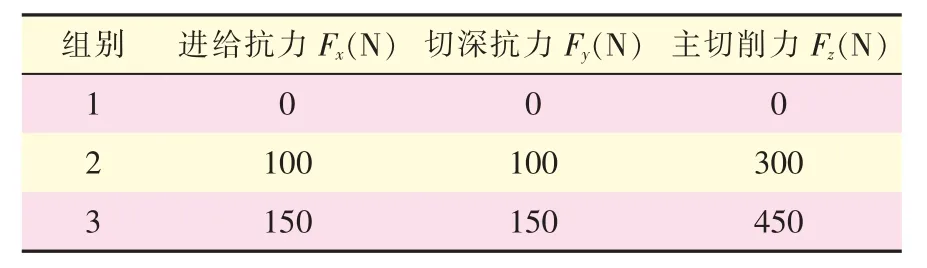
表1 仿真分析切削力數值選用表
圖6 所示為A、B、C、D 四個點所在橫截面,圖中外側虛線表示零件的原加工面,為標準圓;外側實線表示在夾緊力和切削力作用下變形的零件外圓面;內側虛線表示理想加工軌跡,為標準圓;內側紅色實線表示加工后發生回彈的零件外圓表面;圖中剖面線的區域表示加工中銑切的部位。

圖6 橫截面
零件外圓面的誤差值如表2 所示,其中正值代表預測值比理想值大。模型數據分析表明:零件加工過程中,直徑AC 方向所受切削力變化影響最大。

表2 零件外圓面的誤差值預測匯總表
2.2 加工離心力測試分析
液壓分度卡盤采用液壓油缸施加夾緊力,優點是可以獲得較大的、平穩的夾緊力,且操控簡單。但在加工過程中,油液壓力保持不變時,由于離心力的影響,實際施加的夾緊力會減小,當主軸轉速較低時,夾緊力減小量較少,通常可以忽略,當主軸轉速較高時,夾緊力減小量較大,影響切削效果,針對液壓分度卡盤夾緊力受離心力影響設計了一套夾緊力檢測系統,對夾緊力損耗進行量化分析。為獲取液壓卡盤旋轉狀態下的動態夾緊力,搭建無線測力系統,實現夾緊力的信號采集及數據的無線通訊。測力系統組成包括傳感器與測試工裝、信號處理與傳送模塊、供電模塊等。
傳感器外形尺寸如圖7 所示,其材質為不銹鋼,靈敏度為2mV/V,量程為1.5T。 為保證安全,根據液壓卡盤的接口尺寸為傳感器設計工裝夾具,下夾具尺寸如圖7 中(b)所示,上夾具尺寸如圖7 中(c)所示,圖7 中(d)為裝配完成后的實物圖。
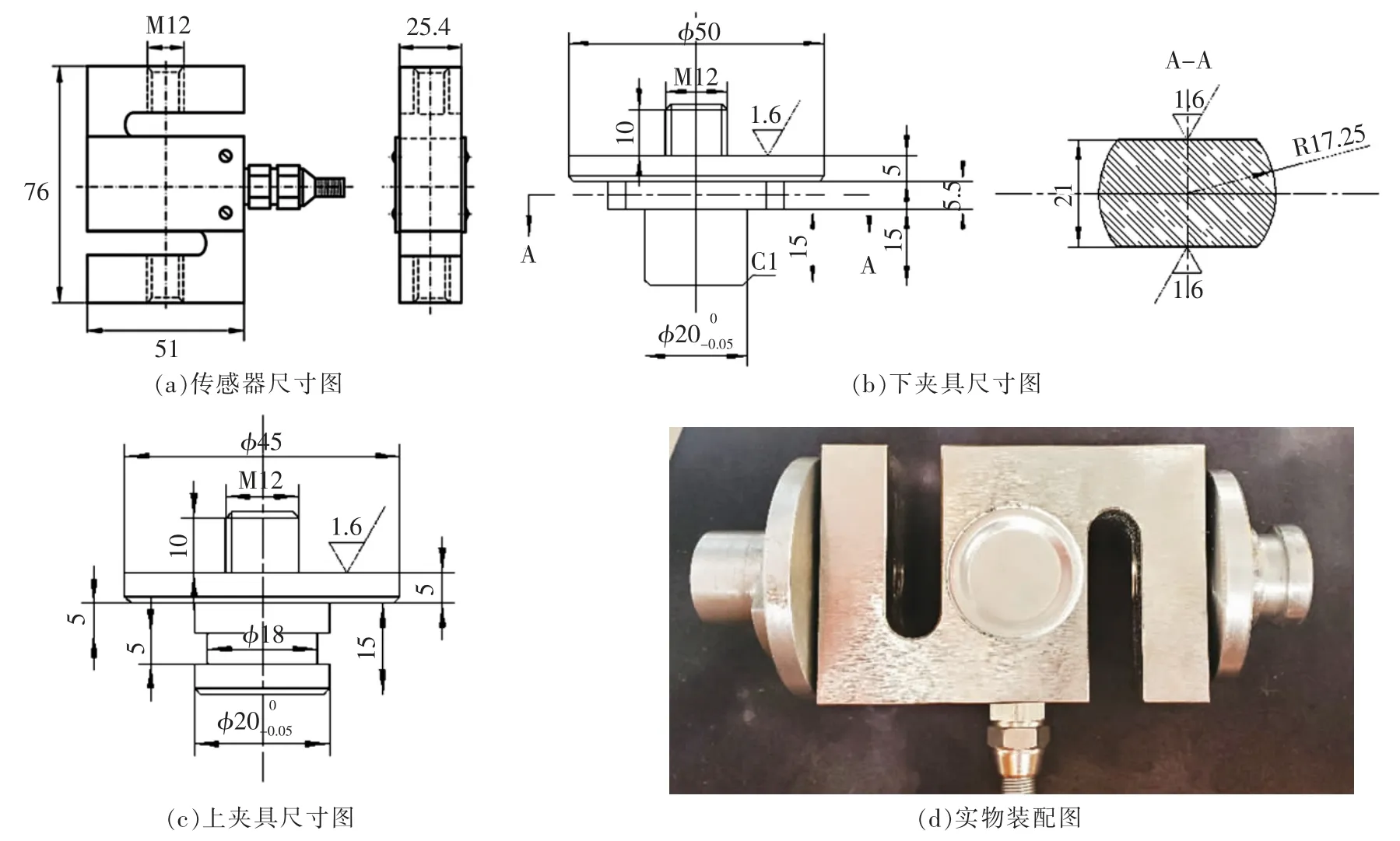
圖7 傳感器尺寸與實物圖
采用STM32F4 核心板作為系統處理器進行處理,其中模塊的采集電壓信號范圍0V~+3.3V,反饋電阻阻值選擇為330Ω,此時放大倍數約為304 倍;當傳感器5V 供電時,放大后的理論最大信號電壓為3.04V。將傳感器安裝到分度卡盤上,分別改變油液壓力、主軸轉速,并讀出夾緊力數值,分度卡盤夾緊力測試結果如表3,夾緊力與油液壓力之間的關系如圖8 所示,從中可知,油液壓力越大,夾緊力損失越小。表4 表示轉動狀態下卡盤夾緊力損失的數值,由此可知,夾緊力受離心力影響有一定損失,夾緊力損失隨轉速增大呈指數增大。

表3 分度卡盤夾緊力測試結果

表4 分度卡盤夾緊力損失匯總
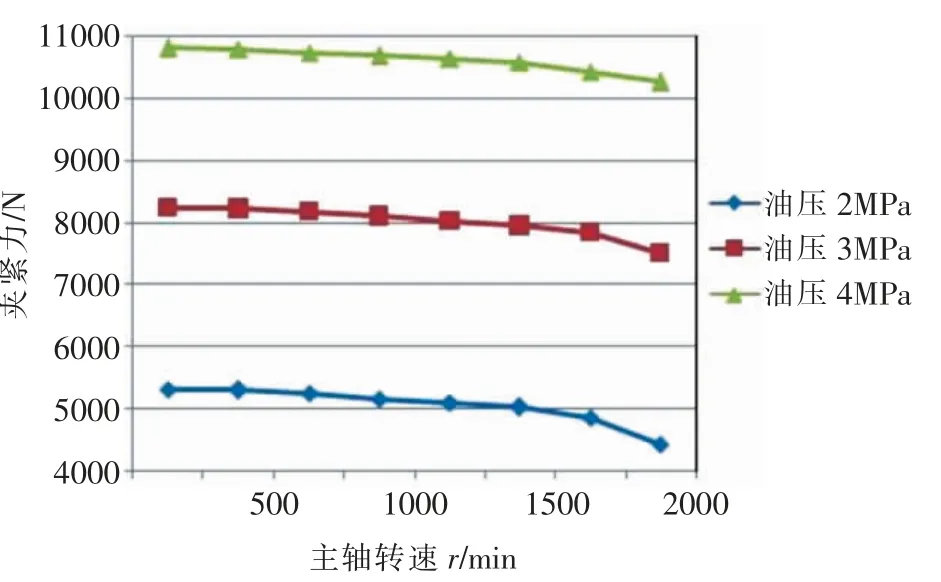
圖8 不同轉速下夾緊力折線圖
3 結論
1) 管接嘴零件的加工過程中,加工精度受到裝夾過程中的應力和切削力的影響;采用U 形上、下夾頭時,夾具與工件接觸面積最大,工件應力最小。
2) 工件受切削力加工時,徑向力工件影響較大。
3) 夾緊力受離心力影響有一定損失,夾緊力損失隨轉速增大呈指數增大;
4) 夾緊力損失跟油液壓力還有相關性,油液壓力越大,夾緊力損失越小。
