基于雙向耦合作用流場中異形筘內緯紗運動穩定性分析
2023-07-31 05:07:08肖世超方敬兵沈敏沈忱王真
科學技術與工程 2023年20期
關鍵詞:變形
肖世超,方敬兵,沈敏,沈忱,王真
(武漢紡織大學湖北省數字化紡織裝備重點實驗室,武漢 430200)
噴氣織機具有速度快、產品適應性廣及標準化的運轉管理等優點,在無梭織機中占有不可替代的地位[1]。噴氣織機的主、輔助噴嘴產生高速射流在異形筘槽內匯合,牽引緯紗纖維在異形筘道內飛行,緯紗頭端波動太大碰到筘道斷緯造成停機,直接影響織機效率及織物質量[2]。緯紗在氣流載荷作用下會產生運動和變形,并且緯紗的運動反過來又會擾動引緯氣流。因此,基于雙向耦合作用研究柔性緯紗在異形筘道內流場的運動穩定性,對于提高噴氣織機引緯速度、織物質量具有重要理論和工程價值。
流場和柔性纖維的耦合作用一直都是紡織機械研究領域的關鍵和難點問題,中外學者開展了大量研究。姚學昊等[3]針對涉及結構變形的流固耦合(fluid-structure interaction,FSI)問題,提出一種基于虛粒子和排斥力的近場動力學(peridynamics,PD)-光滑粒子動力學(smoothed particle hydrodynamics,SPH)耦合方法,提高計算精度。趙冉等[4]采用有限差分法模擬單根柔性纖維在剪切流中的運動,纖維在3種多場耦合模型中會呈現穩態運動的特性。未志杰等[5]建立了基于全隱式的有限差分法數值模擬器,以此證實了全流固耦合模型的準確性和可靠性。Tomohiro等[6]將纖維運動狀態類比成二維風中旗幟進行有限有限元流固耦合仿真,很好地模擬出纖維的不同狀態。Koohyar等[7]通過格子玻爾茲曼法數值模擬了纖維和流場間的相互作用。Pei等[8]采用N-S(Navier-Stokes)方程和任意拉格朗日-歐拉(arbitrary Lagrangian-Eulerian,ALE)方程,研究了纖維的運動變形,但對纖維的本構方程、纖維的變形等都沒有詳細的剖析。Shen等[9]建立了經紗軸向和徑向的運動方程,運用分離變量將時間變量與空間變量分離,給出了引緯過程中經紗的波動方程。陳雪善等[10]采用高速攝影系統拍攝了紗線在異形筘槽內流場中的運動狀態,發現緯紗頭部在行進中呈現旋轉、卷曲波動狀態。朱文靜等[11]使用高速相機對緯紗在筘槽內運動進行了測試,表明紗線越細,飛行狀態越穩定。金玉珍等[12]建立了二維的纖維與氣流耦合方程,采用相容時間積分與迭代耦合算法,數值模擬了纖維在主噴嘴流場中的運動狀態,表明紗線在氣流作用下產生拉伸彎曲變形,自由端的彎曲變形明顯比約束一端的大。李炯等[13]建立了二維纖維-氣流耦合模型,數值模擬得到了不同時刻纖維的運動狀態。郭臻等[14]建立了三維纖維-流場耦合模型,基于任意拉格朗日-歐拉法,數值模擬了纖維尾端在噴氣渦流紡流場中的運動軌跡。
然而,現有研究局限于氣流對柔性紗線的影響,并沒有詳細剖析纖維的運動變形對于流場的擾動,迄今為止,對于氣流和柔性緯紗耦合作用機理尚未弄清。鑒于此,為研究柔性纖維與流場擾動耦合作用的機理,先構建單根緯紗纖維束本構模型,再建立氣流-柔性纖維雙向耦合的控制方程,采用拉格朗日-歐拉法數值模擬得到了柔性纖維在異形筘道內合成氣流中的運動軌跡,討論了輔助噴嘴不同出口形狀、尺寸參數對紗線運動特性和異形筘道中合成瞬態氣流的影響規律,可為流體動力型紡織機械的優化設計和工藝參數的設定提供理論參考。
1 柔性纖維-流場耦合動力學模型
1.1 柔性纖維本構方程
緯紗是由圓柱狀的滌綸材料構成,由于紗線纖維束具有彈性,在引緯氣流場中會發生拉伸、彎曲和扭轉變形,紗線楊氏模量小,柔彈性好,常用本構模型可表示為
(1)
式(1)中:σ11、σ22為纖維束的主應力;ε11、ε12為纖維束受力產生的正應變;σ12為纖維束受到的切應力;γ12為切應變;kij為材料的剛度,可以用彈性模量和泊松比等參數進行調整。
緯紗纖維束在高速氣流產生的摩擦力作用下產生位移,將紗線纖維束細分為若干個微元段,由兩個剛性圓通過球窩關節連接而成(圓i和圓i+1纖維束),由牛頓第二定律得到微元段的方程為
(2)
式(2)中:m為圓的質量;t為時間;Xi為圓i的位置矢量;Xi+1為圓i+1的位置矢量 ;Fqi為微元段上的氣流對紗線的牽引力;Fvi為球窩關節的黏彈力;Gi為微元段的重力。
1.2 氣流-纖維束耦合控制方程
紗線在異形筘槽內流場中運動時,高速氣流對纖維束的摩擦力,使得纖維束發生變形;然后,纖維變形反過來也會影響高速氣流運動。因此,基于雙向耦合方法數值求解氣流-纖維束相互作用,采用N-S方程加入ALE方程作為控制方程迭代耦合。
(3)

氣流和纖維模型耦合界面上的結點同時滿足運動學和動力學條件。
df=ds
(4)
nσf=nσs
(5)
式中:df和ds分別為纖維和氣流在流固界面上的位移;σf和σs分別為流固交界面上的應力;n為界面上的法向向量。
2 柔性纖維-流場耦合動力學模型
2.1 柔性纖維本構方程
現有的輔助噴嘴主要有圓孔、三角形孔和星形孔等。根據現有的輔助噴嘴幾何參數,建立輔助噴嘴三維幾何模型,單圓孔、正三角形孔和星形孔輔助噴嘴幾何模型,如圖1所示。
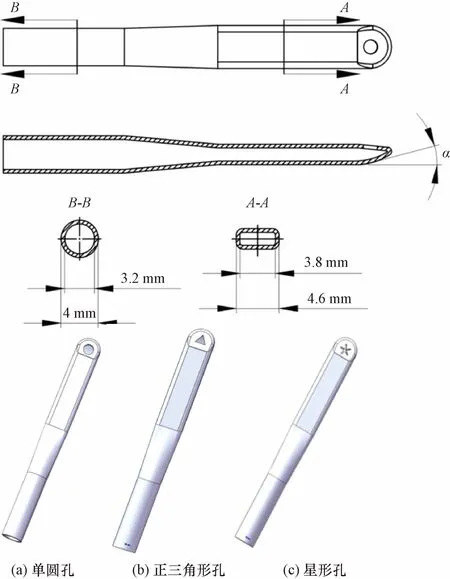
α為噴向角圖1 不同出口輔助噴嘴3D模型Fig.1 3D Models of auxiliary nozzles with different outlet
輔助噴嘴圓管區長度為12 mm,過渡區長度為10 mm,扁管區長度為18 mm。單圓孔直徑為2.0 mm,入口直徑為3.2 mm,壁厚0.4 mm。正三角形孔邊長都為2 mm。入口直徑為3.2 mm,壁厚0.4 mm。星形孔輔助噴嘴的結構,共由5排小圓孔組成,圓孔的直徑為0.3 mm,由中心沿直線向外陣列,單排圓孔數為3個,共5排,每排相隔的角度為72°。
圖2為氣流-纖維束耦合作用的幾何模型,定義氣流場區域和紗線固體區域,流場區域包含3個輔助噴嘴射流匯入異形筘的區域,輔助噴嘴都具有相同參數,噴射角為6°、噴向角8°和輔助噴嘴間隔60 mm。異形筘流場內部的圓柱體代表紗線所占據的固體區域,引緯時紗線左端用攜紗器將其夾持,所以對左端面進行固定約束,紗線頭端在空間上可以自由運動。
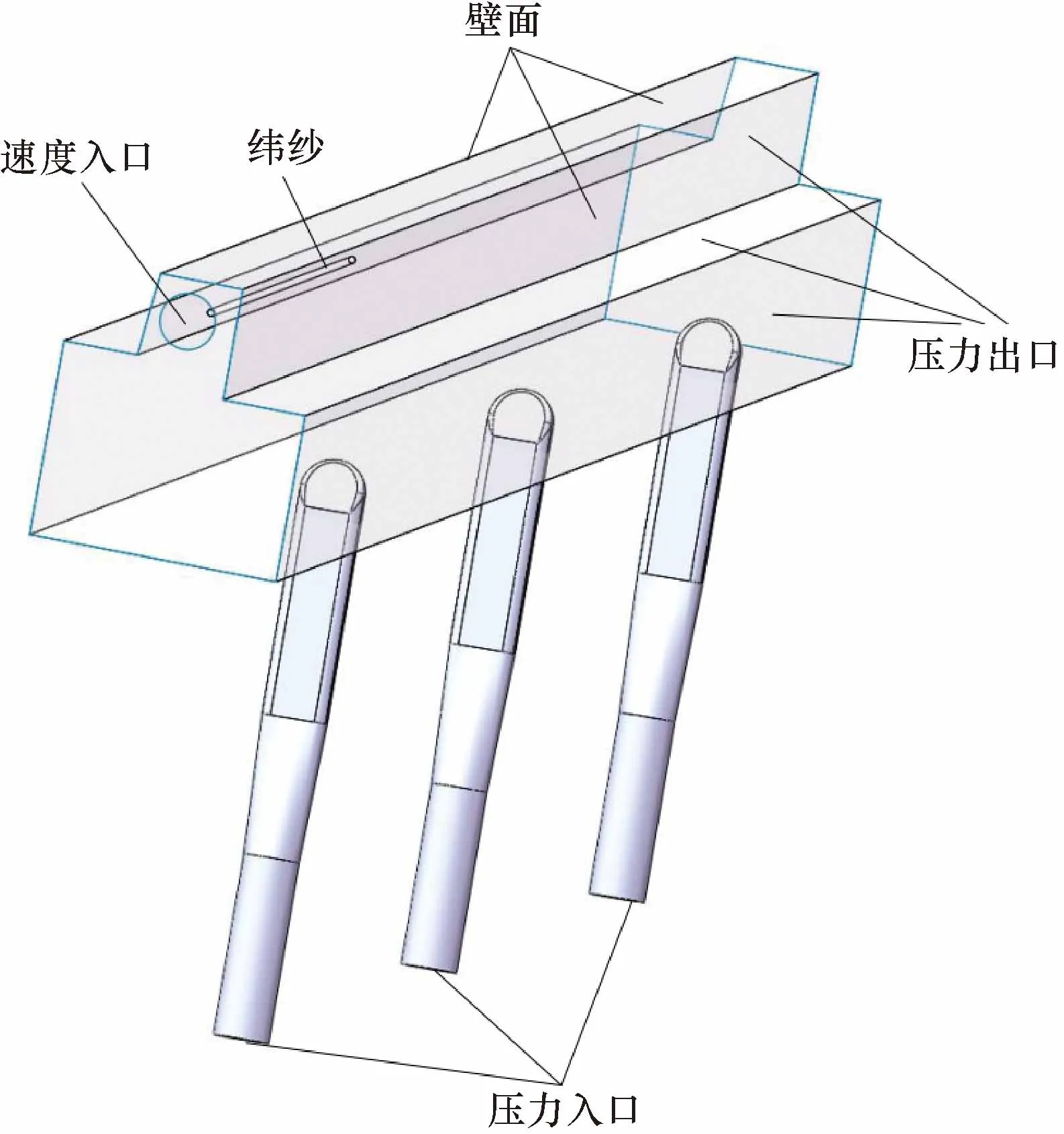
圖2 紗線-流場耦合幾何模型Fig.2 Geometric model of the flow field of three auxiliary nozzles converging into the reed
2.2 氣流-紗線雙向耦合方程數值求解
采用ICEM軟件對異形筘內三維流場進行網格劃分,數值計算氣流-紗線耦合作用,既要考慮異形筘微小流道內網格大畸變而導致計算的終止,又要考慮計算成本和結果精度,將輔助噴嘴入口流道劃分為六面體結構網格,異形筘流道流域較為復雜采用四面體網格劃分并加密,含有1.32×106個網格,保證流場各個網格單元密度大小相對勻稱,緯紗纖維為具有較大長徑比的圓柱體,用8結點六面體單元結構化網格,最終數量為1×105個,如圖3所示。流場采用雷諾平均方程,選用k-ε湍流模型(k為湍動能,ε為耗散率),采用剛性壁面,氣流入口壓力0.3 MPa,出口壓力為標準大氣壓,氣流場主要數據如表1所示。利用FLUENT分析獲得的數據設置為瞬態計算的初始條件,主要參數如表1所示。

表1 氣流場主要參數Table 1 Main Parameters for air flow field
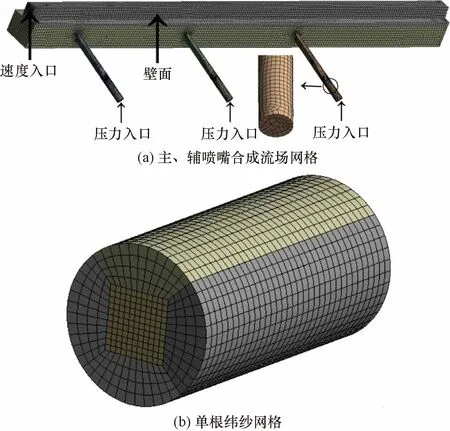
圖3 三維流場和柔性纖維網格Fig.3 Synthetic flow field and yarn mesh model
紗線為滌綸材質,由于紗線在引緯筘槽內會產生彈性變形,忽略了紗線本身由捻度所產生的粗糙表面,只將紗線設置為彈性體,紗線長度為60 mm,頭端直徑為0.5 mm,纖維的縱向變形很小,將泊松比值設為0,紗線參數如表2所示。

表2 緯紗主要參數Table 2 Main parameters for weft
分析過程在纖維和氣流交界面處進行應力與位移數據交互,通過交界面網格數據的實時傳遞,完成纖維和氣流耦合作用的分析,計算完成后,緯紗全部單元的計算結果可以反映纖維整體運動軌跡。
3 實驗原理
圖4給出了捕捉緯紗運動形態的實驗裝置,由空壓機、調壓閥、主噴嘴、輔助噴嘴、異形筘及超高速攝影儀器組成。超高速攝影機型號為PHANTOM V711,拍攝快門速度最快可達5ns,可通過軟件調節快門速度,并將拍攝得到的紗線運動變形的照片進行實時記錄和保存,然后通過后處理軟件Image Pro-Plus分析紗線在異形筘中隨時間變化的位移情況。利用調壓閥控制主噴嘴和輔助噴嘴的入口壓力,緯紗纖維束從主噴嘴的導紗管中噴出,輔助噴嘴射流匯入異形筘道內,接力引緯。
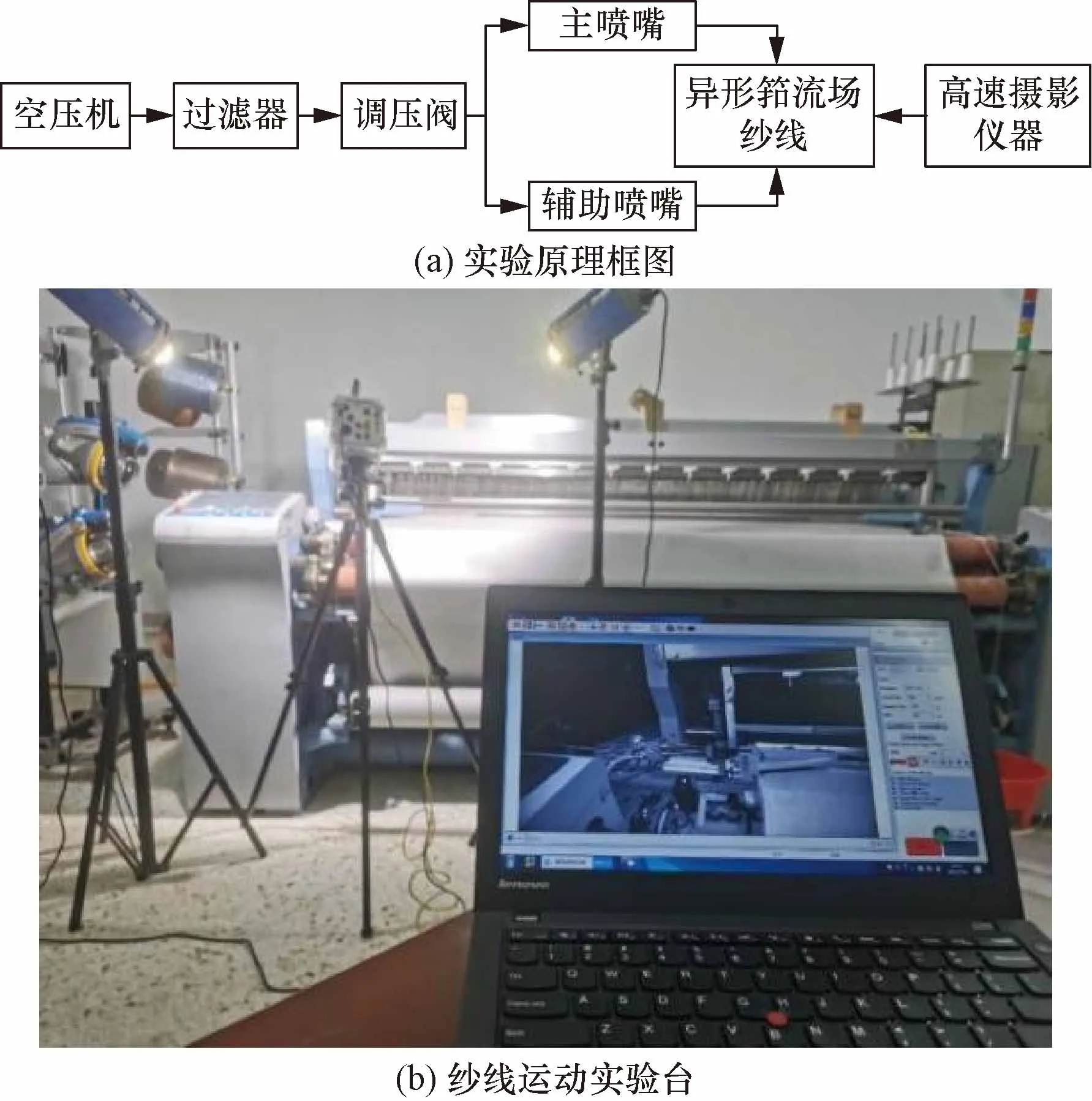
圖4 緯紗運動特性實驗方案Fig.4 Experimental scheme of weft motion characteristics
4 結果與討論
4.1 實驗驗證
為了驗證數值方法的正確性,以圓形孔輔助噴嘴為對象,采用高速攝像機拍攝伸出主噴嘴出口10 mm的緯紗運動時的形態,如圖5所示。可以看出,高射攝像機捕捉的緯紗彎曲變形,首先從尾端開始變形,延伸到纖維的中間部分,自由端彎曲變形最大,纖維在異形筘道內呈波浪形運動,數值仿真得到的緯紗運動軌跡與圖像拍攝得到的緯紗運動位移趨勢一致,波動幅度匹配,驗證了數值結果的正確性。

圖5 數值仿真與高速相機拍攝緯紗運動姿態Fig.5 Numerical simulation and high-speed camera shooting weft motion posture
4.2 不同輔噴對流場分布和緯紗運動穩定性影響
圖6給出了分析流場-緯紗雙向耦合作用,時間t=0.000 5 s時,不同形狀的輔噴嘴射流進入異形筘槽內瞬態流場速度云圖及緯紗運動狀態。從圖6中可以看出,高壓空氣剛從單圓孔射出,還沒有進入到異形筘內,僅靠主噴射流牽引緯紗飛行;正三角形孔輔噴射流速度分布云圖和單圓孔相似;星形孔輔射流已經擴散進入異形筘道內,對緯紗纖維束產生向上運動的摩擦力分量,避免緯紗頭端彎曲變形碰到異形筘下壁,造成斷緯。
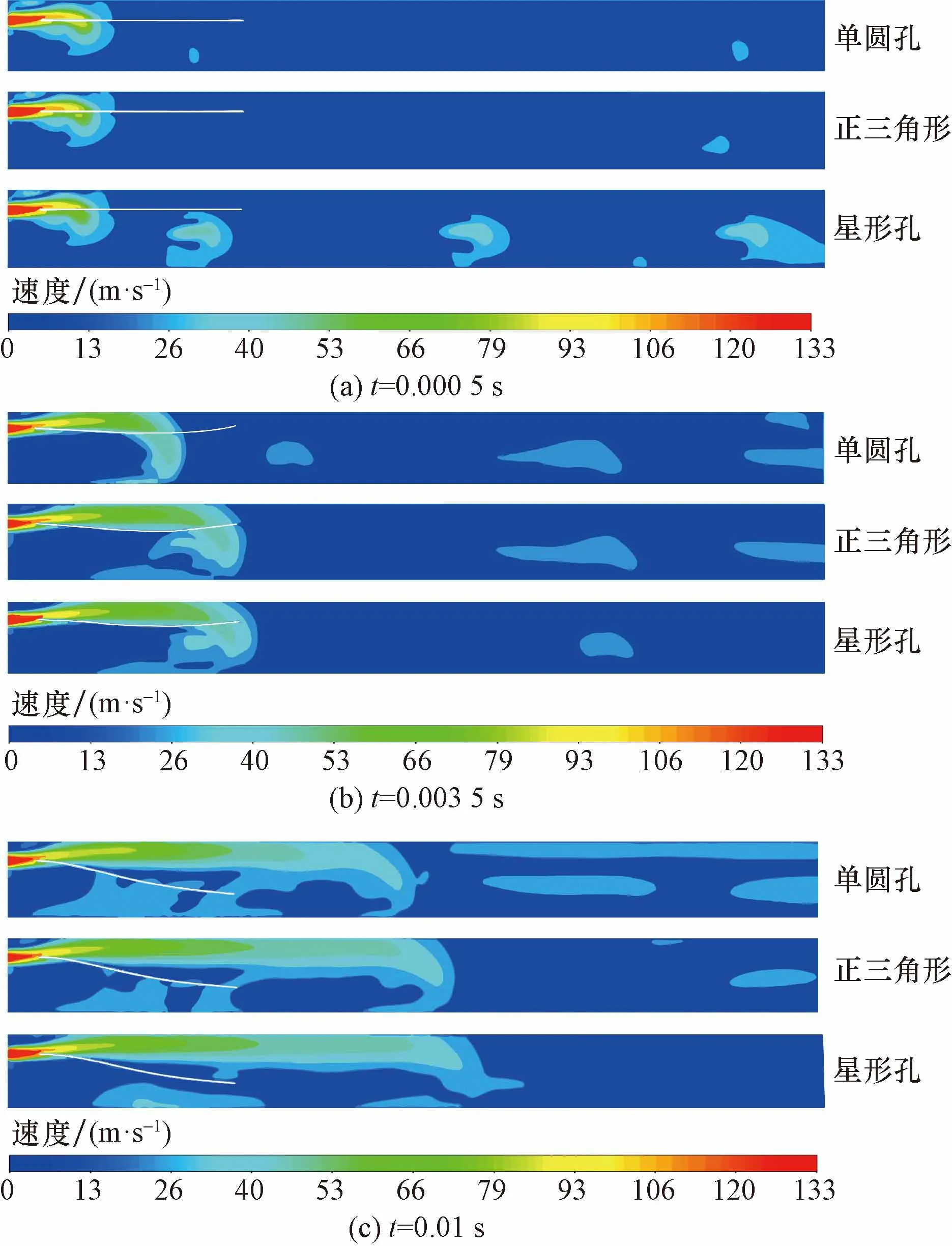
圖6 不同輔助噴嘴合成流場速度云圖和緯紗運動狀態Fig.6 Synthetic flow field velocity contour and weft yarn bending deformation for different auxiliary nozzles
從圖6(b)可見,當時間t=0.000 5 s時,緯紗運動產生彎曲變形擾動氣流,不同形狀輔噴合成流場的速度分布發生了變化,在異形筘道內,主氣流勢核長度明顯增加,星形孔輔噴主氣流勢核長度最長,集束性最好,纖維與隨著時間,發生彎曲變形,隨著流場達到穩態,纖維呈正弦式上下擺動,并逐漸向下游游動,纖維在異形筘道中不斷與壁面發生碰撞。
由于單根緯紗相對于流場整個流域微小,在整個氣流場中難以定量分析,單獨把單根緯紗纖維從合成氣流場中分離進行分析,紗線初始z坐標均為0,在瞬態計算中記錄紗線上均分的14個測量點不同時間下的坐標,比對z坐標絕對值大小與方差,確定紗線波動情況,并繪制檢測點位移曲線。圖7給出了時間t=0.01 s時,在不同形狀的輔噴嘴合成流場中,緯紗運動軌跡。可以看出,在高速氣流摩擦力作用下,緯紗出現了彎曲變形,從尾端開始逐漸增大,頭端位移達到最大值。其中,在星形孔輔噴合成氣流中,緯紗頭端位移的幅值最小,引緯穩定性最好。

圖7 t=0.01時緯紗在不同形狀輔噴合成流場彎曲變形Fig.7 Bending deformation of weft yarn in the synthetic flow field of auxiliary nozzle with different shapes at t=0.01
4.3 不同尺寸輔噴對流場分布及緯紗運動穩定性影響
圖8給出了數值分析流場-緯紗的雙向耦合作用,不同直徑單圓孔輔噴射流進入異形筘道內瞬態流場的速度云圖及緯紗運動軌跡,單圓孔輔噴出口直徑分別為1、1.5、2 mm,時間選取t=0.000 5、0.005、0.01 s。

圖8 不同直徑單圓孔輔噴瞬態流場速度云圖及緯紗狀態Fig.8 Synthetic flow field velocity contour and weft yarn motional deformation at different times for different diameter ofcircular hole auxiliary nozzles
從圖8(a)中可以看出,當t=0.000 5 s時,3種尺寸的單圓孔輔噴射流均未與主噴射流混合,直徑1.5 mm的單圓孔輔噴射流一部分匯入異形筘道內開始擴散,核心區速度為40 m/s,直徑2 mm單圓孔輔噴有較多氣流匯入異形筘內,勢核區域最長,核心區域速度達到80 m/s,對緯紗的摩擦力最大。
從圖8(b)中可以看出,在t=0.005 s時,隨著時間的增加,3種直徑的單圓孔輔助噴嘴射流都已經在異形筘道內匯合,在氣流摩擦力的作用下,緯紗產生明顯的彎曲變形,湍流場速度分布也隨之發生動態變化。從圖8(c)中可以看出,當t=0.01 s時,噴口直徑為1 mm的圓型輔助噴嘴合成流場中主氣流區較最長,緯紗頭端波動位移最小。
圖9分析了流場-緯紗的雙向耦合作用,正三角形孔輔噴出口邊長分別為1、1.5、2 mm,時間取t=0.000 5、0.005、0.01 s。從圖9(a)中可以看出,當t=0.000 5 s初始時刻,邊長為1 mm和1.5 mm的正三角形孔輔噴射流均未進入異形筘槽內,僅由主噴射流牽引緯紗向前飛行,邊長為2 mm的正三型輔角噴射流進入到異形筘道內,與主噴射流共同牽引緯紗向前運動;在圖9(b)中,當t=0.005 s,3種尺寸正三角形孔輔噴射流已與主噴射流匯合,形成主射流的勢核長度明顯增長,速度也隨之增大。此時,邊長為2 mm的正三角形輔噴射流與主噴射流匯合形成的主氣流勢核長度最短,氣流分布較為紊亂,對緯紗產生摩擦力的作用方向較多,整段緯紗彎曲變形較為復雜;在圖9(c)中,當t=0.01 s時,邊長為2 mm的正三角形輔助噴嘴的合成流場速度分布最為紊亂,邊長1 mm和1.5 mm的正三角形的輔助噴嘴組合流場分布依然保持了較長的核心區域。
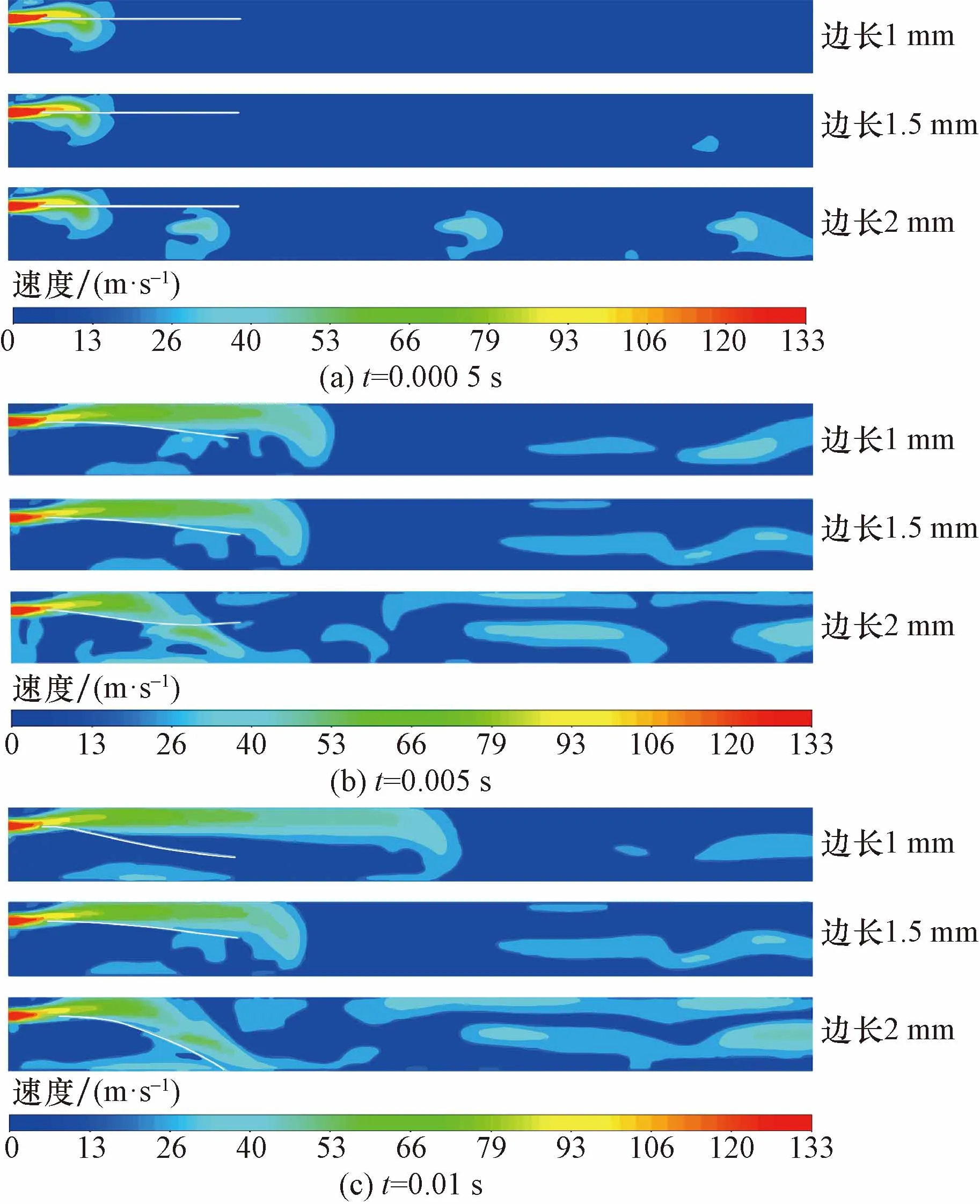
圖9 不同邊長正三角型輔噴的合成流場速度云圖與緯紗彎曲變形Fig.9 Synthetic flow field velocity contour and weft yarn motional deformation for different side length of regular triangle auxiliary nozzles
圖10顯示了分析流場-緯紗的雙向耦合作用,不同尺寸星形孔輔噴合成流場速度云圖和緯紗運動軌跡,分別選取時間t=0.000 5、0.005、0.01 s。從圖10中可以看出,隨時間增加,主噴射流和輔噴射流逐漸匯合,形成的主氣流勢核不斷增長,速度增大;邊長1.5π mm的星形輔噴合成氣流勢核區域最長,邊長2.7π mm星形孔輔噴合成氣流長度其次,邊長為3.9π mm星形孔輔噴合成氣流的最短。

圖10 不同周長星型孔輔噴合成流場速度云圖及緯紗運動姿態Fig.10 Synthetic flow field-weft yarn coupling contour for different circumference of star hole auxiliary nozzles
4.4 不同尺寸輔噴對緯紗彎曲變形的影響
當時間t=0.01 s時,在直徑為1 mm的單圓孔輔噴的合成氣流中,緯紗的彎曲變形最小,運動穩定性最好。
圖11顯示了時間t=0.005 s時,緯紗在不同尺寸單圓孔輔噴合成流場中的位移。從圖11可以看出,緯紗纖維尾端以微小的幅度擺動,頭端以較大的幅度上下擺動,整段纖維呈現波浪式在異形筘槽內向氣流下游運動,直徑1 mm的單圓孔輔噴合成氣流對緯紗運動的影響較小,緯紗位移最小,運動穩定性最好。
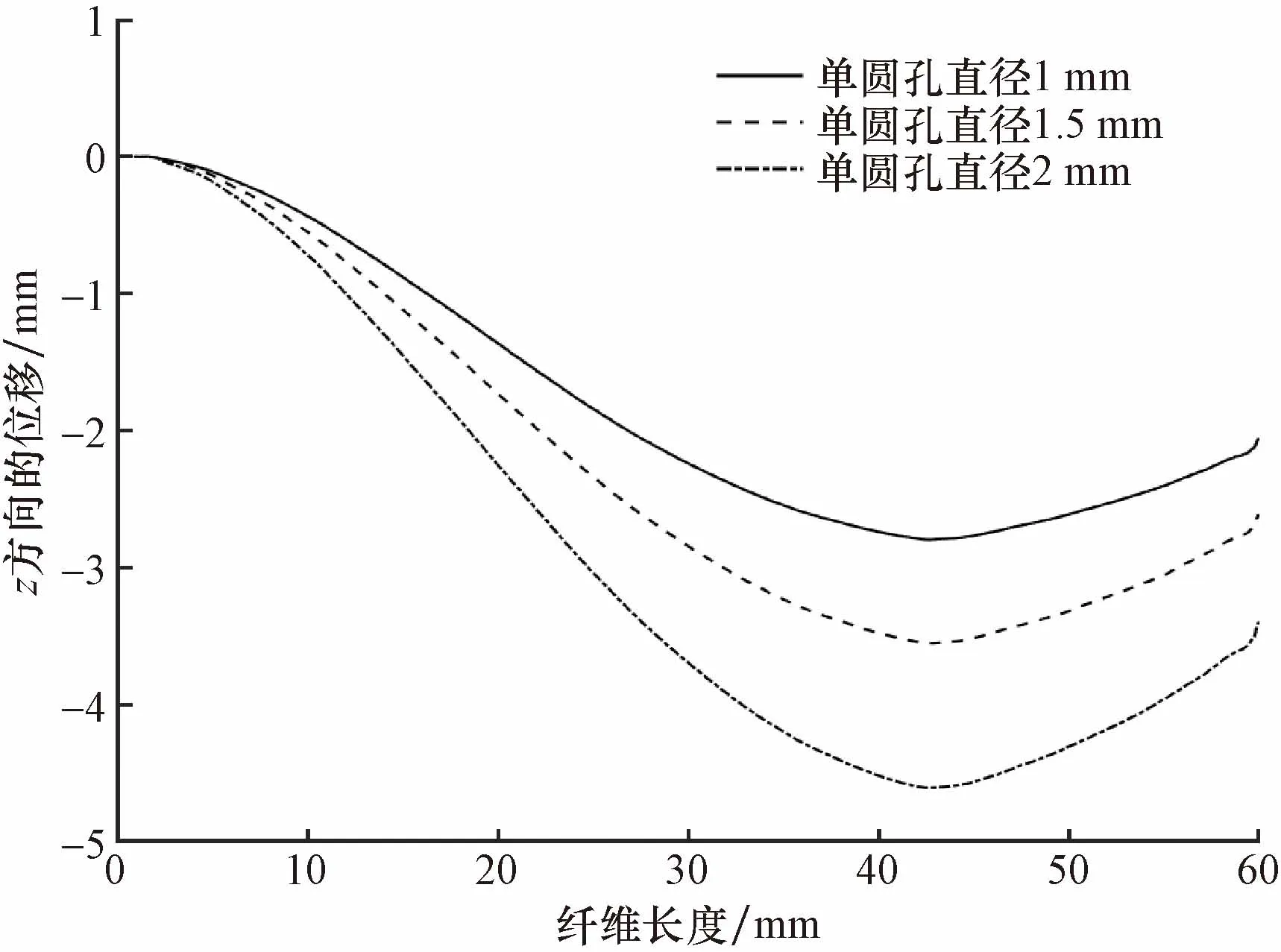
圖11 t=0.005 s不同尺寸單圓孔輔噴合成流場中緯紗運動位移Fig.11 t=0.005 s weft movement in the synthetic flow field of single circular hole auxiliary nozzles of different sizes
圖12顯示了時間t=0.007 5 s時,緯紗在不同尺寸正三角形孔輔噴合成流場中的位移。從圖12可見,邊長為2 mm的正三角形輔助噴嘴合成流場中,緯紗頭端位移接近了異形筘下側邊界位置,波動幅度最大,穩定性較差,若緯紗頭端彎曲變形接觸到異形筘片下側,會造成斷緯停機;在邊長為1.0 mm的正三角形輔噴合成流場中,緯紗自由端的彎曲變形較小,頭端距離異形筘片還有較大的間隙,引緯穩定性最好。
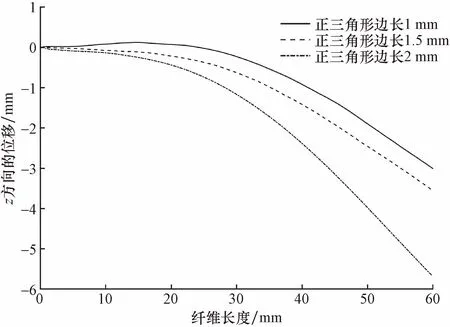
圖12 t=0.007 5 s不同尺寸正三角形孔輔噴合成流場中緯紗運動位移Fig.12 Weft movement displacement in the synthetic flow field of different sizes of positive triangular hole auxiliary nozzles at t=0.007 5 s
圖13顯示了時間t=0.01 s時,緯紗在不同尺寸星形孔輔噴合成流場的位移,星形孔周長為1.5π、2.7π、3.9π mm。從圖13可以看出,星形噴孔周長越小,在異形筘道內的合成氣流中,緯紗的彎曲變形越小,運動穩定性更好,隨著星形孔直徑的增加,緯紗縱向位移增大,引緯穩定性降低。由此可知,設計高速引緯系統,噴口的尺寸不宜過大,有利于提高引緯穩定性。
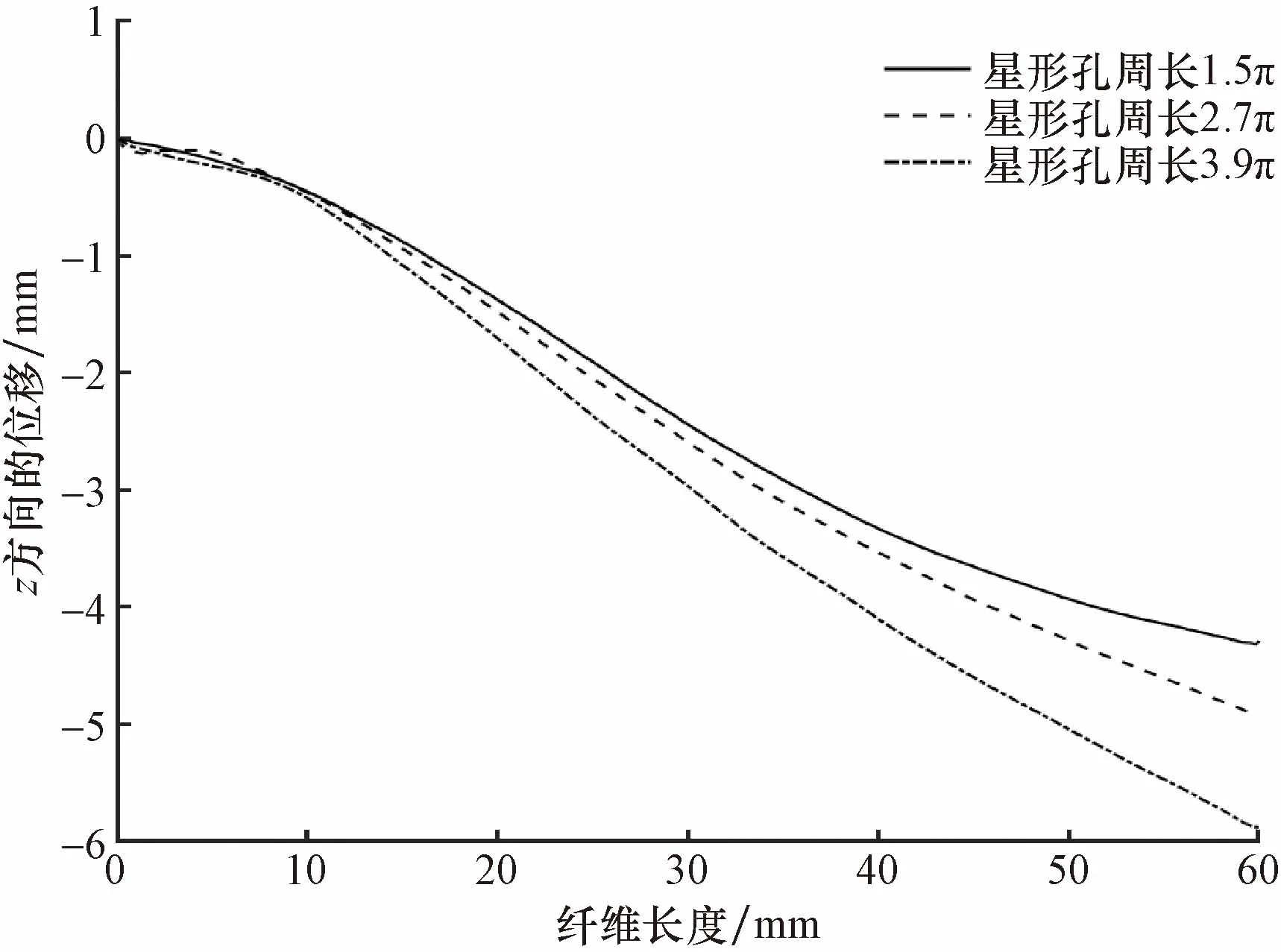
圖13 t=0.01 s不同尺寸星形孔輔噴合成流場中緯紗運動位移Fig.13 Weft movement displacement in the synthetic flow field of different sizes of star hole auxiliary nozzles at t=0.01 s
5 結論
采用FLUENT軟件分析0.3 MPa供氣壓力下單圓孔、正三角形孔和星形孔輔助噴嘴合成流場-緯紗的雙向耦合作用,得到在不同時刻的耦合狀態云圖,得出如下結論。
(1)輔助噴嘴的結構形狀對緯紗飛行速度和穩定性影響顯著。在相同條件下,相比于圓形孔和正三角形孔輔助噴嘴,星形孔輔助噴嘴射流可以更快和主噴射流匯合,共同引導緯紗纖維快速向前飛行,運動穩定性最好。
(2)輔助噴嘴噴口尺寸大小也是一個影響引緯速度的敏感參數,直徑越大的輔助噴嘴,形成的單個輔噴氣流的核心速度越高,引緯速度越高;然而,單個輔噴射流越不容易和主噴射流匯合,主氣流的核心區域較短,導致緯紗彎曲變形較大。
(3)相比于大尺寸的輔助噴嘴,小尺寸的輔助噴嘴射流,能更好地跟主噴嘴的氣流匯合形成一個主氣流,引緯穩定性最佳。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
