如何解決薄壁零件車削加工中的變形
2018-08-12 03:57:12秦維剛
商情 2018年36期
關(guān)鍵詞:變形
秦維剛

【摘要】隨著現(xiàn)代制造技術(shù)的發(fā)展,機(jī)械加工產(chǎn)品的尺寸精度、位置精度越來(lái)越高,對(duì)成本的控制也越來(lái)越嚴(yán)格,工業(yè)產(chǎn)品的設(shè)計(jì)也朝著更輕更薄的方向發(fā)展。薄壁零件的加工因其剛性差、變形大、同時(shí)還容易產(chǎn)生切削加工振動(dòng),使其加工質(zhì)量難以保證,很容易產(chǎn)生批量報(bào)廢。
【關(guān)鍵詞】薄壁零件 變形 機(jī)械加工 精度
薄壁零件在車削加工是很常見(jiàn)的種類,因其剛性差、受夾緊力和熱變形大、如果切削參數(shù)選擇不合理還容易產(chǎn)生振動(dòng),加工尺寸精度和位置精度都不易保證,正確的裝夾方式和合理的切削參數(shù)是減小薄壁零件加工變形的有效方法。
一、薄壁零件的裝夾方式
1.徑向夾緊變軸向夾緊
在車削加工中通常使用三爪卡盤夾持工件,
為三點(diǎn)徑向夾緊。夾緊后工件非常容易產(chǎn)生三角形,
產(chǎn)生報(bào)廢。如圖一。
在工件形狀準(zhǔn)許的情況下如果使用軸向夾緊,此時(shí)夾緊力的方向與切削力的方向一致,徑向受力很小,而且軸向夾緊為面接觸,能以較小的夾緊力起到較大的夾緊作用,能大大減少工件的夾緊力變形。通常使用的軸向夾緊方式有短圓柱芯軸配合扇形頂尖和長(zhǎng)圓柱芯軸配合螺紋墊圈方式,如圖二、圖三。
2.改變夾具形狀分散受力點(diǎn)
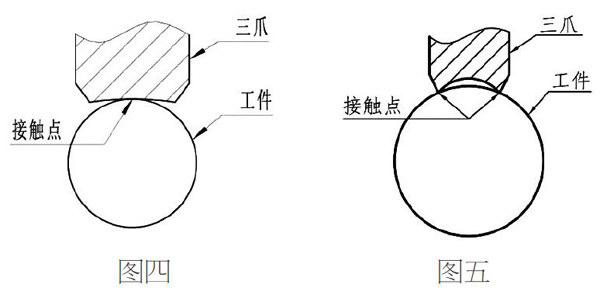
當(dāng)工件壁厚比例不是很大的情況下,可以采用增大工件受力面積分散受力的方式進(jìn)行夾緊,如使用扇形軟爪、開口套等輔助夾具。在制作扇形軟爪時(shí),其扇形軟爪內(nèi)圈直徑應(yīng)和被加持工件表面直徑相當(dāng),如果軟爪內(nèi)圈直徑過(guò)大會(huì)產(chǎn)生三點(diǎn)受力的現(xiàn)象,如圖四,而軟爪內(nèi)圈直徑過(guò)小會(huì)產(chǎn)生六點(diǎn)受力的現(xiàn)象,如圖五。兩者都會(huì)因受力面積過(guò)小而造成夾緊力變形。在加工軟爪時(shí)應(yīng)保證內(nèi)圈直徑比被加持外圓直徑大0.01-0.04mm,并且保證軟爪表面粗糙度在Ra1.6以內(nèi)。
制作開口套時(shí)開口套的壁厚應(yīng)盡可能厚,內(nèi)圈直徑應(yīng)比加持外圓直徑大0.05-0.1mm,如果開口套內(nèi)圈過(guò)小在裝夾工件時(shí)容易刮傷工件表面造成被加工工件表面質(zhì)量不合格。
二、薄壁零件加工工藝編排
薄壁工件加工時(shí)很容易受切削力和切削熱的影響。當(dāng)粗加工余量較大時(shí),應(yīng)盡可能做到粗加工、半精加工、精加工分開,并且粗加工后應(yīng)對(duì)工件進(jìn)行去應(yīng)力處理,以減少切削應(yīng)力對(duì)工件產(chǎn)生的變形。另外在加工過(guò)程應(yīng)充分冷卻,減少工件的熱變形。從而提高加工精度。
三、合理選擇刀具及切削參數(shù)
1.刀具的選用
在車削薄壁零件時(shí),刀具的主偏角應(yīng)盡可能為90-95度,刀刃
傾角取正值,刀尖應(yīng)保持鋒利。目前車削加工一般使用機(jī)架刀片,刀片的刀尖半徑值應(yīng)盡可能小,通常使用R0.2或者R0.4。另外刀具的副偏角盡可能選擇較大的刀片,減少修光刃的長(zhǎng)度,降低加工振動(dòng)。推薦使用DCMT型、TBMT型和VBMT型為精加工刀片。
2.切削參數(shù)的選擇
薄壁零件的剛性差,受切削力影響變形較大,在加工時(shí)應(yīng)選擇高切削速度,小被吃刀量的方法。雖然高速切削會(huì)提高切削溫度,但因高速切削切屑與工件分離速度較快,熱量被切屑帶走,大部分切削熱還沒(méi)有傳遞到刀具和工件上。采用高速切削方式不僅解決低速切削生產(chǎn)效率低的問(wèn)題,也解決了中速切削易產(chǎn)生積屑瘤的問(wèn)題。
四、結(jié)束語(yǔ)
切削加工薄壁零件時(shí),還可以根據(jù)工件形狀使用橡皮筋對(duì)工件進(jìn)行包裹;使用橡膠軟管、濕布條、橡皮泥等對(duì)工件進(jìn)行填充后在進(jìn)行加工。另外,應(yīng)根據(jù)工件的精度形狀等選擇適合的設(shè)備和裝夾方式,精加工時(shí)應(yīng)遵循內(nèi)外交替加工的方式,嚴(yán)格控制刀具加工工件數(shù)量等。
參考文獻(xiàn):
[1]趙家齊.機(jī)械制造工藝學(xué)課程設(shè)計(jì)指導(dǎo)[M].機(jī)械工業(yè)出版社,2004
[2]彭效潤(rùn).國(guó)家職業(yè)標(biāo)準(zhǔn)·數(shù)控車工[M].中國(guó)勞動(dòng)社會(huì)保障局出版社,2008
[3]顧京.數(shù)控機(jī)床加工程序編制[M].機(jī)械工業(yè)出版社,2005
[4]王愛(ài)玲,李清.數(shù)控機(jī)床加工工藝[M].機(jī)械工業(yè)出版社,2007
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36