碲對303Cu易切削不銹鋼切削性能的影響
2023-08-04 11:18:23蘇蒙蒙朱強斌王奕付建勛季燈平嚴道聰
中國冶金文摘 2023年3期
關鍵詞:不銹鋼
蘇蒙蒙 朱強斌 王奕 付建勛 季燈平 嚴道聰
關鍵詞:易切削不銹鋼;303Cu;碲;硫化物;切削性能
0 前言
303Cu屬于奧氏體易切削不銹鋼,是在304不銹鋼的基礎上添加Cu、P、S等易切削元素形成的易切削鋼(GB/T1220—1992),其含有Cu、Mn、S、Cr、Ni和少量P元素,Cu在大氣環境下能與空氣中的O反應生成CuO,與鋼基體結合形成致密的保護膜,防止O以及腐蝕介質進入鋼基體內部;鋼中S含量較高,具有良好的切削性、塑性、韌性和抗腐蝕性能;Cr元素可以在鋼材表面形成一層薄薄的Cr2O3膜,有效保護鋼基體不被腐蝕;Ni可以促使奧氏體穩定,同時降低鐵素體轉變溫度。303Cu不銹鋼主要用于對切削性能和表面光潔度要求較高的場合,如齒輪、餐具、絲杠、手術用具、手表零件和自動車床等。隨著市場的發展,客戶對303Cu不銹鋼的切削性能要求不斷提升,以滿足更加高速自動切削機床的切削加工需求。
易切削鋼按照所加易切削元素進行分類,可分為硫系、鉛系、鈣系、碲系、鉍系及復合易切削鋼。硫系易切削鋼是國際上應用最為廣泛的易切削鋼種,在中國,硫系易切削鋼的比例達90%以上。碲與硫同族,具有與硫相近的物理化學性能。碲系易切削鋼等其他類型的易切削鋼均是在硫系易切削鋼基礎上,添加碲或其他元素形成的復合型易切削鋼。張盼盼等通過對比碲改質前后1215鋼的切屑形貌,發現碲改善了1215鋼切屑形貌,同時降低了工件切削后表面粗糙度,而切屑形貌和加工后工件表面粗糙度是衡量材料可切削性的重要指標,由此得出,碲提高了鋼材的可切削性。劉貝貝等對1215Te、12L14、SUM24L3種易切削鋼進行了120h切削對比試驗,發現3種易切削鋼表面粗糙度達到了相同水平,即碲提高了鋼材的切削后表面粗糙度。鄒虎等對比了1215MS和1214Te軋材的切削性,發現在相同切削條件下,1214Te軋材的斷屑效果更好,且1214Te軋材切削加工后表面粗糙度降低。XIEJB等對易切削不銹鋼進行碲改質的研究表明,隨著碲含量的增加,易切削不銹鋼的表面粗糙度呈現出逐漸降低的趨勢。KatohT等還提出了在S45C鋼中加入碲能有效減小鋼材在切削過程中的進給力和切向力,通過添加碲將硫化物形態球化使得切削性能得到大幅度改善。
作為硫的同族元素,碲與硫的性質相似,微量的碲加入到鋼中,能固溶于MnS當中,提高MnS夾雜物的硬度,減小軋制時MnS的伸長率;當碲含量高時,可在MnS周圍析出MnTe,在軋制過程中,附著于硫化物兩端,降低硫化物的長寬比,從而使鋼得到良好的加工性能。對于碲球化MnS夾雜物的機理,按碲的存在形式可以分為以下2種:碲含量較高時,碲以MnTe的形式析出,對鑄坯夾雜物有著包裹作用,從而球化MnS;碲含量較低時,碲固溶在硫化物中增加硫化物硬度并降低硫化物塑性,同時強化硫化物,導致熱軋溫度下變形能力降低,這使得硫化物含有更多球形。而對于不銹鋼而言,鉻也會參與碲化物的形成,但并不影響其改質機理。
為滿足高端客戶更高的切削性能需求,本文開展了向303Cu易切削不銹鋼添加碲元素的工業試驗,對含碲303Cu不銹鋼進行易切削相的解析,借助測力儀、表面粗糙度儀等開展了量化切削對比試驗,并對含碲303Cu不銹鋼盤條中硫化物的形貌進行解析,對改善切削性的機制進行詮釋。
1 303Cu的生產工藝及試驗方案
試驗材料取自某廠303Cu易切削盤條,其生產工藝為:電爐(EAF)冶煉→AOD精煉→LF精煉→連鑄→修磨→軋制。連鑄坯的斷面尺寸為200 mm×200 mm,盤條尺寸為?5.5 mm,盤條照片如圖1所示。在LF冶煉末期,通過包芯線的形式向鋼液添加不同質量分數的含碲合金包芯線,3爐303Cu易切削不銹鋼分別為不含碲、低碲和高碲,構成3個系列,分別編號為A、B和C,具體成分見表1。其中碲含量由北京鋼研納克國家鋼鐵材料檢測中心的ICP-MS檢測。
為評價碲系易切削不銹鋼的切削性能,采用三因素三水平正交試驗方案,綜合切削轉速n、切削深度ap、進給量f 3個要素,開展303Cu、303CuTe的切削性能評價對比試驗,試驗方案見表2。
表2中線速度v由式(1)計算得出。
v=n(d-2ap)π(1)
式中:d為盤條直徑,由于盤條切削氧化層后保留5 mm直徑作為切削的原始尺寸,故這里d取5 mm進行計算。
采用刀桿型號為SDJCR2525M11、刀片為DCMT11T304-PF4415的刀具,為減少切削液的影響,不使用冷卻液,而是進行干式車削測試。測力儀(Kistler9257B)安裝在車刀支架處,對切削過程的3個切削力正交分量進行實時檢測,該儀器由4個三向傳感器組成,每個傳感器有3組石英片,分別對x、y、z 3個方向的力變化敏感,而自身幾乎不發生位移變化,其測力范圍為:x、y向均為0~5 000 N,z向為0~10 000 N。x、y、z 3個分力方向如圖2所示,Fx、Fy、Fz分別表示x、y、z 3個方向的分力,Fr表示三者的合力。利用表面粗糙度測量儀(SurfcorderSE1200)對不銹鋼表面粗糙度進行測量,執行標準為JIS94,截止點為0.80 mm、測量速度為0.50 mm/s、測量距離約為12.5 mm、測量儀上下位移為2.5 mm。通過對3種材料同等切削參數下切削力、表面粗糙度和切屑形貌進行評價,探究碲改質前后303Cu不銹鋼切削性能的變化情況。
金相制樣方法按照國標GB/T10561—2005執行,對?5.5 mm的盤條沿軋制方向進行線切割取樣,選取觀察面為尺寸5.5 mm×10 mm的矩形面,用于觀察軋向夾雜物分布規律。對3爐易切削不銹鋼的盤條取樣進行分析,取樣方式如圖3所示,依次用粒徑61.0、38.0、18.0、13.0、10.0、6.5μm的砂紙研磨,然后用W1.5的拋光膏拋光5~7 min,再用酒精沖洗,隨后用吹風機將試樣表面吹干,待后續分析。
2 結果與討論
2.1 切削力、表面粗糙度測試
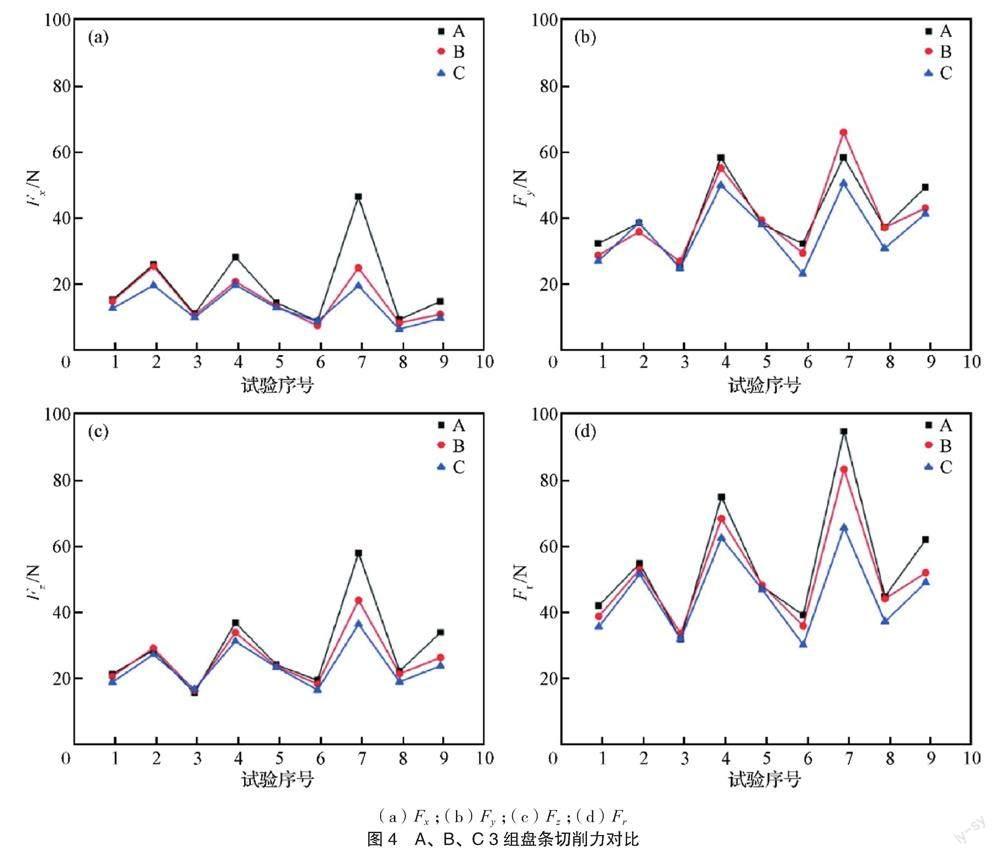
切削力的減小會降低材料去除過程中的機械載荷,從而有效減少了刀具的磨損。對A、B和C盤條3種材料在同等切削參數下進行干式車削測試,記錄x、y、z方向的切削力實測值Fx、Fy、Fz,通過式(2)計算合力Fr,統計結果如圖4所示。
(2)
由圖4可以看出,A、B、C3組盤條在x方向的切削力Fx為A>B>C;在y徑向的切削力Fy規律基本同Fx一致,雖然在試驗2和7條件下出現反常情況,但并不影響總體規律;A、B、C3組盤條在z方向的切削力Fz與Fx和Fr保持一致規律。在試驗9條件下,A、B、C3組盤條切削力Fr分別為61.47、51.43、48.51N,B盤條和C盤條相較于A盤條Fr平均分別下降了5.87%和14.71%,即碲改質后有效減小了303Cu易切削不銹鋼的切削力,改善了303Cu鋼的切削性能。
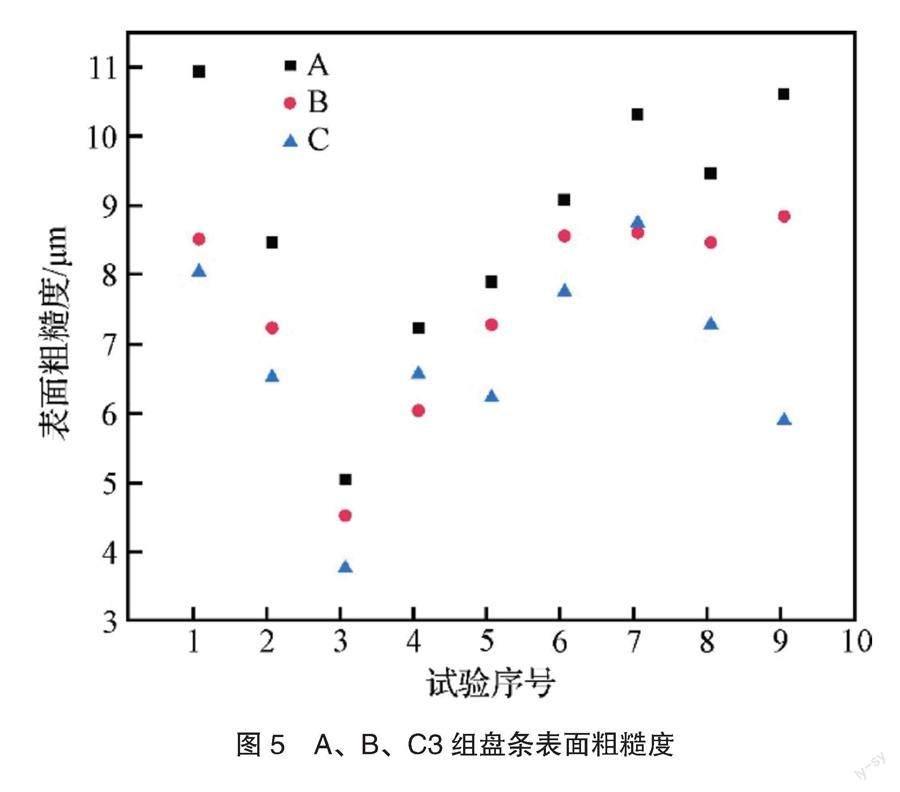
粗糙度是決定鋼材加工效果的關鍵因素。在實際生產中,粗糙度越小或者加工表面越光滑,鋼材的加工效果就越好。因此,采用表面粗糙度儀對切削后的盤條進行表面粗糙度測試。圖5所示為第9組試驗條件下3種盤條表面粗糙度變化,在切削線速度為22.14 m/min、切削深度為0.15 mm、進給量為0.20 mm/r時,A、B、C盤條表面粗糙度分別為10.61、8.86、5.91 μm。在試驗4和試驗7中,C盤條的表面粗糙度略高于B盤條,但碲改質盤條的表面粗糙度均低于A盤條,即碲能有效降低303Cu不銹鋼盤條切削后的表面粗糙度,從而提高材料切削性能。
2.2 斷屑性測試
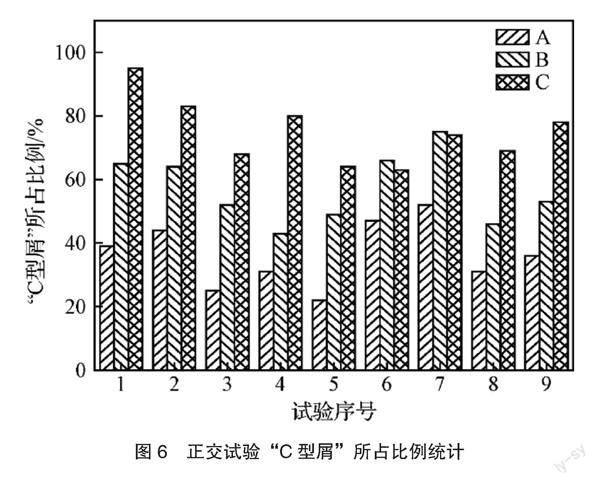
根據ISO3685—1977(E),短螺旋切屑屬于好的切屑,因為該切屑的單位質量體積較小,并且在實際切割中容易處理。因此,本文將切削斷屑的形貌分為3種形態:(1)“C型屑”,即長度不大于1圈,包含崩碎屑;(2)短螺旋屑,即長度大于1圈但不大于2圈;(3)長螺旋屑,即長度大于2圈。切削斷屑中,“C型屑”所占比例越高,該材料斷屑性能越好。
為了探究碲對303Cu切屑形貌的影響,將A、B、C3組盤條分別進行9組正交試驗,對其切屑進行收集,然后采用分析天平統計切屑質量,對“C型屑”所占比例進行統計,統計結果如圖6所示。可以看出,在相同試驗參數下,C盤條切削后“C型屑”所占比例最高,B盤條次之,A盤條最低。在試驗9條件下,A、B、C3組盤條切削后“C型屑”所占比例分別為36%、53%和78%,B盤條和C盤條切削后“C型屑”所占比例相較于A盤條平均分別增加了62.42%和118.75%。
為進一步探究碲對303Cu切屑形貌的影響,在上海大學機械加工中心進行切削試驗。試驗參數為:切削深度ap=0.5 mm、進給量f=0.10 mm/r,轉速為180、360、560 r/min,通過上述方法來定性比較碲改質對303Cu不銹鋼斷屑性能的影響。對A、B、C盤條分別在180、360、560 r/min轉速下的“C型屑”進行統計,結果如圖7所示。
由圖7可見,隨著轉速的提高,“C型屑”所占比例呈降低趨勢,且A盤條“C型屑”比例下降得最快,B盤條次之,C盤條最慢。另外,當切削深度ap=0.5 mm、進給量f=0.10 mm/r時,隨著轉速的提高,3種盤條“C型屑”所占比例差距先減小后增大。即蹄能夠有效改善303Cu易切削鋼的切削性能,提高303Cu不銹鋼斷屑性能。
2.3 盤條中硫化物夾雜物的形貌及分布
研究發現,切削性和夾雜物之間存在著聯系,切削性較好的盤條MnS夾雜物的長寬比較小,可見MnS夾雜物是影響切削性的關鍵。研究人員研究后發現,碲元素對MnS具有改質和調控作用。添加碲能降低MnS夾雜物的長寬比,同時在鋼中生成MnTe,使軋制后的MnS趨于球狀、橢球狀、紡錘狀。對A、B、C3種不同碲含量盤條,選取100倍視場(50個視野)進行金相拍照、對比。將3組盤條試樣最惡劣的金相照片通過ImageJ處理軟件黑白反轉后結果如圖8所示。由圖8(a)和(b)可以看出,軋制過后A盤條中MnS夾雜物呈長條狀分布于鋼中,且MnS夾雜物分布不均勻,夾雜物之間距離差別較大。B、C盤條中MnS夾雜物呈長條狀分布于鋼中,但相較于A盤條分布更均勻,如圖8(c)~(f)所示。
按照國標GB/T10561—2005,對盤條中A類夾雜物采用夾雜物長度統計的評級方法,將金相圖片處理為0.5 mm2大小,使用IPP6.0軟件分別統計寬度位于2~4 μm和4~12 μm的夾雜物長度之和,再查表判斷其所屬的級別。3組盤條夾雜物評級長度的具體統計數值見表3,按照國標GB/T10561—2005選取最長的數值作為評級結果。進一步對3組盤條按照德國高硫鋼SEP-1572標準進行評級,對比圖譜可知A、B和C盤條德標評級結果分別為:3-1、2-2和2-1。可以看出B、C盤條的評級結果較A盤條均有所改善,C盤條的評級最佳。
為了觀察303Cu鋼中夾雜物的三維形貌,采用筆者團隊獨創的三維腐刻裝置對3組盤條進行電解,在SEM下觀察到的三維形貌如圖9所示。從圖9(a)中可以看出,A盤條中MnS夾雜物呈細長條狀分布在鋼基體中。隨著碲的加入,B盤條中MnS夾雜物開始向紡錘狀轉變,相比A盤條中MnS,其長寬比明顯減小,如圖9(b)所示。由圖9(c)可知,C盤條中MnS夾雜物開始向紡錘狀轉變,相比B盤條其長寬比進一步減小。
3組盤條中MnS的面積、長寬比、密度以及等效直徑統計結果見表4。可以看出碲改質后303Cu鋼中MnS夾雜物平均長寬比由2.54下降到2.14和2.30,同時MnS夾雜物密度也隨著碲含量的增加而不斷降低。結合3組盤條的三維形貌可以得出,隨著碲含量的增加,碲元素逐漸固溶到MnS當中,使MnS夾雜物趨近于球狀或橢球狀,減小了303Cu易切削不銹鋼中MnS夾雜物的長寬比。從表4中數據還可以發現,303CuTe夾雜物數量比303Cu有所降低,同時303CuTe(低)和303CuTe(高)中長寬比不大于2的MnS夾雜物所占比例相較于303Cu分別增加了15%和6%,且A盤條中硫化物分布不均勻,鋼中硫化物較為細長,而B盤條和C盤條中硫化物分布較A盤條而言更加均勻彌散,同時硫化物寬度有所提升、長度有所減小,即添加碲之后,303Cu不銹鋼中團簇狀(II類)MnS比例減小,紡錘狀(I類)或塊狀(III類)MnS比例顯著提升,MnS夾雜物分布間距更加均勻,軋成盤條后硫化物形貌顯著改善,長寬比顯著減小。
鋼的塑性越高,鋼切削過程中越容易發生黏刀效應,從而導致積屑瘤的產生,使得切削性能變差;而鋼的塑性越低,則切削性能越好。鋼中夾雜物會對位錯運動產生阻礙作用,即夾雜物分布越均勻,其塑性變形越困難。在303Cu不銹鋼中加入碲后,303CuTe鑄坯中團簇狀MnS比例明顯減小,使得軋制過程中分布間距小的MnS夾雜物比例減小,反映在盤條產品中為303CuTe盤條中MnS夾雜物密度比303Cu盤條平均降低了約2 000個/mm2,使MnS夾雜物分布間距更加均勻、塑性變形更加困難。切削過程中,基體的剪切變形被限制在較小的局部范圍,增大了其剪切角,從而有效降低積屑瘤的產生,而MnS均勻分布后抑制了前刀面的擴散磨損,同時也可以促進切削力及表面粗糙度的降低。
3 結論
(1)對碲質量分數分別為0、0.0036%、0.0070%的易切削不銹鋼盤條開展切削對比測試,在切削線速度為22.14 m/min、切削深度為0.15 mm、進給量為0.20 mm/r的條件下,3種盤條切削力分別為61.47、51.43、48.51N,碲改質后303CuTe(0.0036%)和303CuTe(0.0070%)的切削力相較于303Cu盤條分別平均下降5.87%和14.71%;3種盤條對應的表面粗糙度Ra值分別為10.61、8.86、5.91 μm;切削后“C型屑”所占比例分別為36%、53%和78%;碲改質后材料的切削力、表面光潔度和斷屑性能均有改善和提升,且高碲改質效果更為顯著。
(2)碲質量分數為0、0.0036%、0.0070%盤條硫化物長寬比依次為2.54、2.14、2.30,按德標SEP-1572硫化物評級依次為為3-1、2-2、2-1,碲改質使盤條硫化物形態及評級顯著改善。
(3)303Cu易切削不銹鋼經碲改質后切削指標改善的原因為碲質量分數為0.0036%、0.0070%的盤條比不含碲的盤條硫化物長寬比分別減小了15%、6%,夾雜物分布更均勻,對位錯運動產生阻礙作用,使其塑性變形更加困難,有效降低切削過程的切削力以及切削積屑瘤的產生。
摘自《中國冶金》2023年第4期
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16