基于S7-1200PLC的立體倉庫模塊設(shè)計
2023-08-21 09:44:03宮麗華
現(xiàn)代信息科技 2023年12期

摘? 要:立體倉庫模塊是現(xiàn)代工業(yè)生產(chǎn)的一個不可或缺環(huán)節(jié),替代了操作人員一部分繁重的工作。針對立體倉庫準確取料和放料的問題,運用可編程控制技術(shù)、步進電機控制技術(shù)、人機界面等技術(shù),設(shè)計了基于西門子PLC的立體倉模塊軟硬件設(shè)計方案及人機界面調(diào)試方法。操作者可以通過人機界面進行手動調(diào)試和操作立體倉庫,也可設(shè)置自動模式讓系統(tǒng)自動運行。實際運行情況表明,該系統(tǒng)能夠滿足相應(yīng)控制要求,運行穩(wěn)定良好。
關(guān)鍵詞:PLC;立體倉庫;步進電機;人機界面
中圖分類號:TP273? 文獻標識碼:A? 文章編號:2096-4706(2023)12-0055-04
Design of Stereoscopic Warehouse Module Based on S7-1200PLC
GONG Lihua
(Chengde College of Applied Technology, Chengde? 067000, China)
Abstract: The stereoscopic warehouse module is an indispensable part of modern industrial production. It replaces part of the heavy work of the operator. Aiming at the problem of accurate taking and discharging materials in stereoscopic warehouse, this paper designs the software and hardware design scheme of stereoscopic warehouse module and the debugging method of man-machine interface based on Siemens PLC by using programmable control technology, stepper motor control technology and man-machine interface technology. The operator can manually debug and operate the stereoscopic warehouse through the man-machine interface, and can also set the automatic mode to make the system run automatically. The actual operation situation shows that the system can meet the corresponding control requirements and run stably and well.
Keywords: PLC; stereoscopic warehouse; stepper motor; man-machine interface
0? 引? 言
隨著我國信息化技術(shù)的發(fā)展,工業(yè)生產(chǎn)逐步由傳統(tǒng)模式變?yōu)閼?yīng)用機械設(shè)備的智能化模式,不僅提高了生產(chǎn)效率,而且節(jié)約了人力和財力,為企業(yè)及個人帶來了明顯的經(jīng)濟效益和社會效益。立體倉庫模塊作為工業(yè)生產(chǎn)中一個不可或缺的環(huán)節(jié)越來越受到工業(yè)企業(yè)關(guān)注,對其性能要求也越來越高[1]。立體倉庫一般由多層貨物架構(gòu)成,每個用來儲存貨物的貨物架采用大小不同的儲貨單元,在空間上進行疊加,倉庫對貨物的存取采用對應(yīng)的物料運輸設(shè)備完成[2]。
PLC具有高抗干擾能力、強適應(yīng)能力、高可靠性、高性能價格比且編程簡單,廣泛應(yīng)用在現(xiàn)代自動化的生產(chǎn)設(shè)備中,擔負著生產(chǎn)線的眾多角色。基于西門子PLC(S7-1200)開發(fā)的立體倉儲自動控制模塊,實現(xiàn)倉庫自動取料和放料的操作。立體倉庫模塊將電工電子技術(shù)、機械技術(shù)、傳感器技術(shù)等多種技術(shù)有機結(jié)合,并綜合應(yīng)用到生產(chǎn)設(shè)備中;并與生產(chǎn)線的視覺分揀模塊、皮帶傳送模塊、溫度控制模塊等其他模塊在PLC微處理單元的控制下有機融合在一起,協(xié)調(diào)有序地工作。
1? 立體倉庫的硬件
立體倉庫模塊在整個控制系統(tǒng)中起著提供原料的作用,該模塊根據(jù)設(shè)備工藝流程對物料進行出入庫處理。立體倉庫模塊的主要由PLC、物料倉、氣動機械手組件、步進電機、直線模組支撐架、雙聯(lián)氣缸、夾爪氣缸、旋轉(zhuǎn)氣缸、無桿氣缸、端子排組件、走線槽、底板等結(jié)構(gòu)組成。立體倉庫庫位都有檢測傳感器,通過傳感器檢測物料,將數(shù)據(jù)傳輸給其他設(shè)備。
倉庫模塊機械手通過庫位信息,進行樣件的出入庫該部分的工作原理是:工件垂直疊放在三層料倉中,機械手抓通過步進電機上下移動,在移動到合適位置時伸出氣缸伸出,然后氣動手指夾緊,再向上移動機械手抓將物料抬升到合適高度,以便于物料離開料倉。物料抬升到合適高度時,機械手抓縮回并旋轉(zhuǎn),然后步進電機開始移動以便于機械手抓能到達合適高度用于將物料放置到分揀模塊上。
1.1? 立體倉庫的氣動元件
立體倉庫模塊使用的氣動執(zhí)行元件包括雙聯(lián)氣缸、氣動手指、無桿氣缸和旋轉(zhuǎn)氣缸。雙聯(lián)氣缸用來推動機械手的縮回和伸出。氣動手指用來控制機械手的夾緊和放松。無桿氣缸用來實現(xiàn)機械手臂的左移和右移。旋轉(zhuǎn)氣缸由直線氣缸驅(qū)動齒輪齒條實現(xiàn)回轉(zhuǎn)運動,回轉(zhuǎn)角度能在0°~90°和0°~180°之間任意可調(diào),且可以安裝磁性開關(guān),檢測旋轉(zhuǎn)到位信號,多用于方向和位置需要變換的機構(gòu)。本實例中旋轉(zhuǎn)氣缸實現(xiàn)了機械手臂的左旋和右旋。
1.2? 步進電機驅(qū)動器
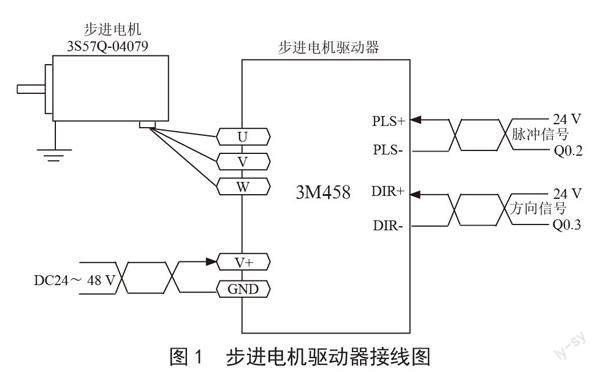
本項目使用步進動機帶動機械手上行和下行。步進電機需要和專門的驅(qū)動裝置(步進電機驅(qū)動器)配套使用。步進電機驅(qū)動器每接收一個脈沖信號和方向信號就會驅(qū)動電機按指定方向旋轉(zhuǎn)一個固定角度(步距角)。步進電機驅(qū)動器接收可編程控制器一定數(shù)量、頻率的脈沖信號和電機運轉(zhuǎn)的方向信號,來控制步進電機的轉(zhuǎn)速和轉(zhuǎn)向。步進電機分為兩相式步進電機和三相式步進電機。三相式步進電機具有高速性能好、步距角小、控制精度高運行穩(wěn)定等特點。本系統(tǒng)使用的是步科Kinco三相式步進電機3S57Q-04056,配套的步進電機驅(qū)動器是步科Kinco的3M458步進電機驅(qū)動器,采用直流電源24~ 40 V供電。
步進電機驅(qū)動器的PLS端子是脈沖輸入端,PLS+接24 V直流電源,PLS-接PLC的高速脈沖輸出端Y0。步進電機驅(qū)動器的DIR端子是方向輸入端,DIR+接24 V直流電源,DIR-接PLC的輸出端Y2。步進電機驅(qū)動器的U、V、W三個端子接步進電機3S57Q-04056的三相接線端,如圖1所示。
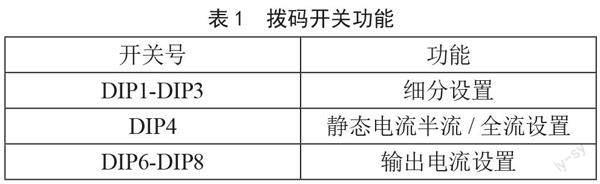
為提高步進電動機的控制精度,并使步進驅(qū)動系統(tǒng)達到良好的運行性能,驅(qū)動器需完成細分設(shè)置和輸出電流設(shè)置[3]。3M458側(cè)面中間有一個八位紅色撥碼開關(guān)DIP,可以用來設(shè)定步進電機驅(qū)動器的工作方式和工作參數(shù),包括細分、輸出電流等設(shè)置,見表1。注意改變DIP撥碼開關(guān)的設(shè)置前要先切斷電源。本次使用的驅(qū)動器撥碼開關(guān)DIP1-DIP3分別為OFF、OFF、ON,電機設(shè)置為5 000步/轉(zhuǎn),步距角為0.072度。DIP4-DIP8分別設(shè)置為OFF、OFF、OFF、OFF,輸出相電流為3 A。
1.3? 檢測傳感器
立體倉庫模塊使用光電傳感器作為檢測傳感器,傳感器也是PLC的常用輸入元件。光電傳感器在物位檢測、液位控制、產(chǎn)品計數(shù)、速度檢測、定長剪切、信號延時、自動門傳感等諸領(lǐng)域應(yīng)用廣泛。光電傳感器是將光信號轉(zhuǎn)換為電信號的元器件,具有檢測距離長、對被檢測物體限制少、能實現(xiàn)非接觸檢測級顏色判別、便于調(diào)整等特點。光電傳感器按線制可分為二線制、三線制、四線制等。光電傳感器按檢測方式分為對射型、鏡面反射型和漫反射型。對射型傳感器有一個發(fā)光器件和個接收器件,檢測距離5 m以內(nèi)。鏡面反射型傳感器的發(fā)射和接受光裝置位于同一個器件上,另外還需要鏡面,檢測距離2 m以內(nèi)。漫反射型光電傳感器發(fā)射和接收用同一個傳感器,發(fā)射器發(fā)射光經(jīng)過物體表面反射回到接收器中,檢測距離較短,300 mm以內(nèi)。
本立體倉庫檢測的物料為非透明,選用歐姆龍漫反射型傳感器E3F-DS30C4,不必安裝反射鏡。電源電壓為DC直流電源,選擇輸出類型為NPN型,三線制。傳感器棕色線接直流電源正極+24 V,藍色線接直流電源負極0 V,黑色為信號線。光電傳感器用來檢測倉庫庫位上是否有物料以及機械手的縮回到位檢測、Y軸左檢測到位、Y軸右檢測到位。
2? 立體倉庫控制功能實現(xiàn)
2.1? PLC資源分配
立體倉庫模塊控制功能的實現(xiàn),首先需要操作人員對微控制器PLC的IO資源進行分配,如表2所示。立體倉庫模塊的輸入點包括傳感器檢測信號和按鈕等,輸出點包括電磁閥等執(zhí)行機構(gòu)和指示燈。
2.2? 程序流程設(shè)計與編寫
倉庫模塊機械手的運動是通過倉庫軸的運動實現(xiàn)的,所以需要在工藝對象中新建一個軸,并組態(tài)軸對象。首先設(shè)置基本參數(shù),包括常規(guī)和驅(qū)動器,將此軸命名為“倉庫軸”。特別注意驅(qū)動器硬件接口的設(shè)置,脈沖發(fā)生器選擇Pulse_2、信號類型選擇PTO(脈沖A和方向B)、脈沖輸出選擇PLC輸出端Q0.2,脈沖方向選擇PLC輸出端Q0.3。這里的驅(qū)動器是步進電機驅(qū)動器,PLC的輸出端Q0.2控制步進電機的轉(zhuǎn)速和轉(zhuǎn)到角位移,PLC的輸出端Q0.3控制步進電機的轉(zhuǎn)動方向。編寫程序使用工藝中的運動控制指令,控制倉庫軸的上下運動。第二步設(shè)置擴展參數(shù),包括設(shè)置機械和位置限制。電機每轉(zhuǎn)的脈沖數(shù)為5 000,電機每轉(zhuǎn)的負載位移為3 mm,旋轉(zhuǎn)方向為雙向,Y軸下限位由PLC的輸入端I1.3來判斷,Y軸上限位由PLC的輸入端I1.2來識別。第三步設(shè)置動態(tài),包括最大轉(zhuǎn)速、啟動速度等常規(guī)設(shè)置和急停設(shè)置。最后對回原點進行設(shè)置。
立體倉庫模塊控制程序需要調(diào)用兩個子程序,分別是夾料子程序和放料子程序,如圖2所示。這兩個子程序控制兩個外部設(shè)備,實現(xiàn)倉庫手爪伸出閥和倉庫手抓夾緊閥。PLC接收倉庫機械手伸出到位、倉庫機械手夾緊檢測和倉庫機械手右旋到位三個輸入信號(傳感器)的控制,完成夾料和放料兩個動作。這兩個子程序的接口參數(shù)output分別是倉庫夾料完成和放料完成,未設(shè)置接口參數(shù)input。
PLC上電后,立體倉庫模塊控制程序首先進入初始狀態(tài)(倉庫X軸左限位、倉庫左旋到位、倉庫縮回到位、倉庫夾緊檢測)檢查階段,確認系統(tǒng)已經(jīng)準備就緒后,才允許投入運行,這樣可及時發(fā)現(xiàn)存在問題,避免出現(xiàn)事故。接下來,立體倉庫模塊控制程序?qū)}庫計數(shù)和立體倉庫步進這兩個參數(shù)進行初始化,再以立體倉庫步進數(shù)為循環(huán)條件,控制倉庫軸移動指定絕對位置,并調(diào)用夾料和放料這兩個子程序,最終實現(xiàn)立體倉庫模塊功能。程序流程圖如圖3所示。
3? 系統(tǒng)調(diào)試
觸摸屏作為上位機監(jiān)控和控制執(zhí)行機構(gòu),需具備操作簡便、功能強大、可靠性高,可以降低設(shè)備系統(tǒng)設(shè)計、啟動、維護的總成本,提高設(shè)備的附加值,能輕松簡便地制作人機畫面等特點[4,5]。立體倉庫采用西門子TP700精智面板HMI進行人機交互,觸摸屏操作界面如圖4所示。
調(diào)試時先將設(shè)備按鈕操作單元和觸摸屏全線聯(lián)機界面的轉(zhuǎn)換開關(guān)分別旋轉(zhuǎn)到左側(cè),進入手動調(diào)試模式。立體倉庫共三層,每層兩個庫位。在觸摸屏上點擊機械手上行、機械手下行及機械手回原點,調(diào)整機械手的上下位置,配合旋轉(zhuǎn)閥、伸出閥等四個電磁閥調(diào)試機械手,讀取當前位置,并填寫到相應(yīng)的夾層位置輸入顯示框中,完成六個倉庫夾料位置和分揀放料位置的填寫。旋轉(zhuǎn)轉(zhuǎn)換開關(guān)到右側(cè)進入自動模式,并觀察機械手及物料是否和周圍設(shè)備有碰撞。若有碰撞需要重新手動調(diào)整夾料位置和放料位置,如圖5所示。
4? 結(jié)? 論
文章對智能立體倉庫控制系統(tǒng)進行設(shè)計,從硬件選型到程序設(shè)計、編程界面展示,都進行了全方位的介紹。立體倉庫模塊控制系統(tǒng)以PLC為控制核心,通過對PLC的組態(tài)設(shè)置和程序編寫,實現(xiàn)PLC對傳感器信號的采集檢測并根據(jù)采集到的信息通過步進電機驅(qū)動器對步進電機進行控制,進而控制機械手對物料的抓取和釋放,并運用人機界面實現(xiàn)了立體倉庫的自動化和可控化。系統(tǒng)按照設(shè)定的工作流程,完成不同商品的識別和按照要求完成立體倉庫入庫工作,商品識別準確,入庫定位精度高。
參考文獻:
[1] 閆磊,王萌,李任鵬.基于S7-1200PLC的小型立體倉庫控制系統(tǒng)設(shè)計 [J].制造業(yè)自動化,2020,42(11):11-13+22.
[2] 田園,裴杰,張鑫.基于S7-200smart PLC控制的灌裝貼標生產(chǎn)線設(shè)計 [J].南方農(nóng)機,2020,51(19):23-24+27.
[3] 王文紅,任娟,金浩.PLC控制步進電動機在機械手中的應(yīng)用 [J].機電工程技術(shù),2022,51(7):134-136.
[4] 李龍偉.自動化立體倉庫控制系統(tǒng)設(shè)計 [D].銀川:寧夏大學,2021.
[5] 王金龍,黃素丹.基于PLC的智能立體倉庫控制系統(tǒng)設(shè)計 [J].南方農(nóng)機,2022,53(15):136-139.
作者簡介:宮麗華(1984.06—),女,漢族,河北承德人,講師,碩士,研究方向:PLC控制系統(tǒng)。
