換熱器脹管結構設計與有限元分析
2023-08-21 10:40:40毛東升
化工機械 2023年4期
關鍵詞:深度
毛東升
(上海卓然工程技術股份有限公司)
對于管殼式換熱器,換熱管與管板的接頭形式好壞直接影響到整臺設備的壽命,傳統的端部焊接加脹接的接頭形式已經很難保證換熱器在高溫高壓腐蝕介質中安全運行。當換熱器管程和殼程的介質具有不同腐蝕性時,要求換熱器管板兩側具有不同的耐腐蝕性,設計選材時可選用耐腐蝕材料及其復合鋼板,通常采用堆焊管板來滿足腐蝕要求。另外對于管、殼兩側介質腐蝕性類似的換熱器,通常采用整體升級管板材料來解決這類問題,但對大型管殼式換熱器而言,使用大量高合金鋼鍛件必將增加采購周期和資金投入。因此,筆者通過設計分析合適的連接方案對工作介質進行有效密封,防止工作介質泄漏到管板基層造成腐蝕。將從理論分析和計算機有限元模擬方面進行綜合研究,找到適合該類換熱器的換熱管與管板連接方案。
1 技術參數
某化工裝置中大型換熱器,管、殼程同時存在腐蝕介質,設計條件見表1。換熱管為U 型管,換熱管材料為S32168,管板材料為12Cr2Mo1 鍛件,并有堆焊層(堆焊層材料為E347),材料性能參數按標準取值[1~4]。管子與管板接頭采用脹焊結合工藝,其管板和管接頭結構如圖1~3 所示。
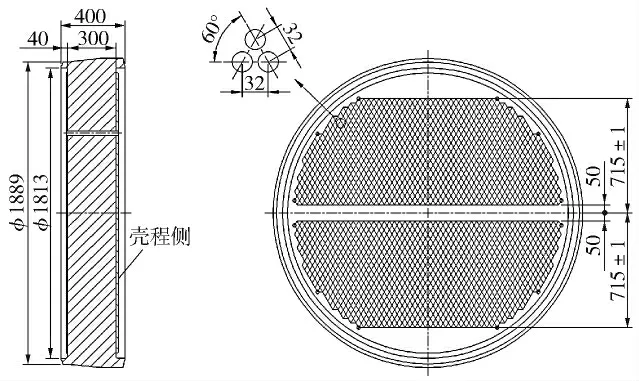
圖1 換熱器管板結構圖
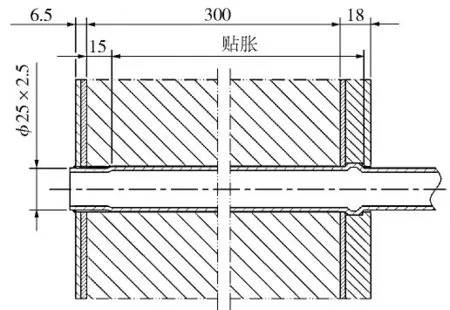
圖2 換熱管脹接示意圖
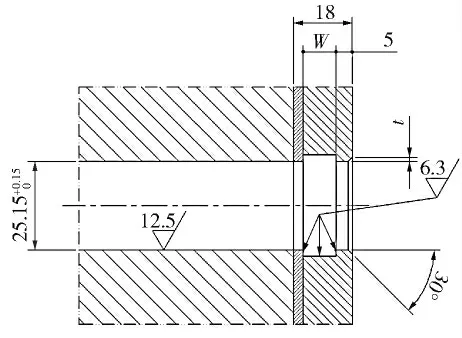
圖3 管板堆焊層開槽詳圖
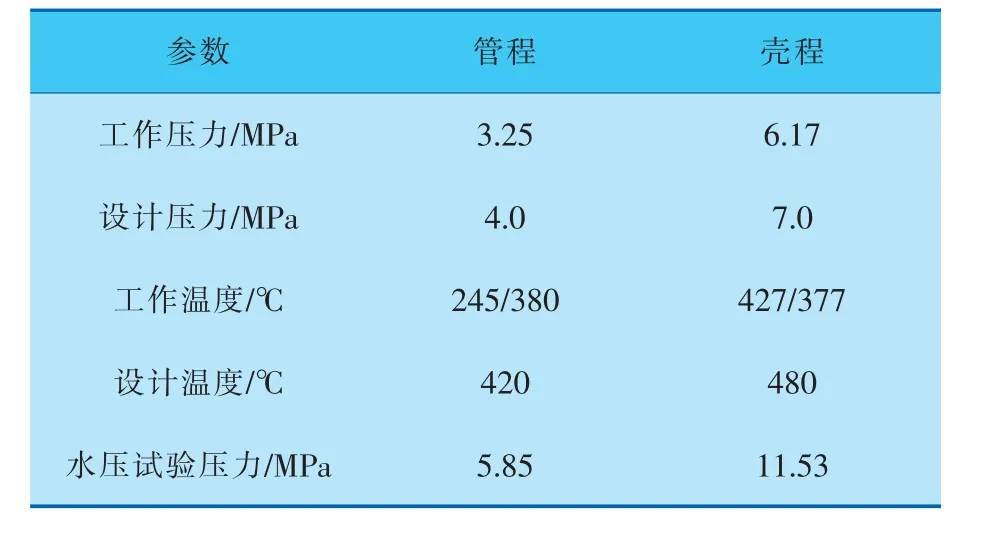
表1 換熱器設計條件
2 脹管模擬計算
2.1 貼脹壓力的確定
由于貼脹主要要求管子與管板非開槽區域剛好貼合,開槽寬度和深度不影響貼脹壓力的大小,因此只需針對槽寬8 mm、槽深0.8 mm 的換熱管進行貼脹計算。貼脹壓力pt確定之后,再改變開槽寬度和深度進行強度脹接計算,確定適宜的開槽寬度和開槽深度。脹接計算均在常溫條件下進行。
2.1.1 幾何模型與有限元模型
換熱管呈正三角形排布(30°),考慮到模型圓周對稱,建立30°的對稱模型,幾何模型如圖4 所示。
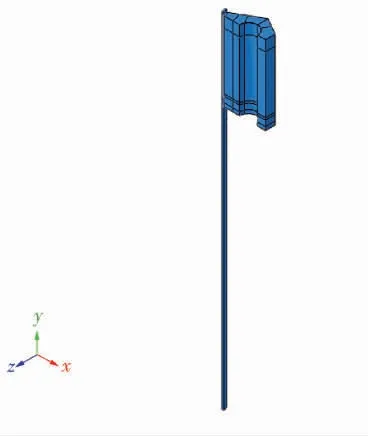
圖4 貼脹壓力計算幾何模型
利用Abaqus/CAE 6.13-1 的線性單元C3D8R進行網格劃分,開槽附近與接觸區域網格劃分較細,換熱管沿厚度方向劃分4 份,有限元模型如圖5 所示。
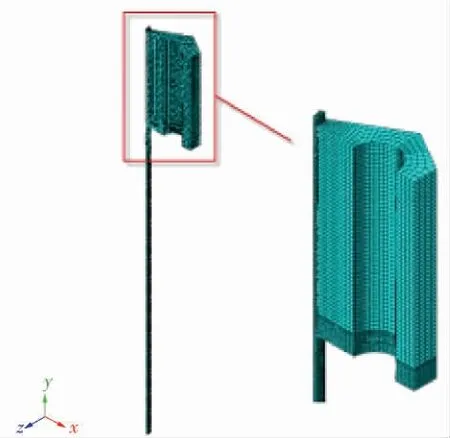
圖5 貼脹壓力計算幾何模型
2.1.2 載荷與約束
換熱管與管板孔是通過接觸關系相互聯系的,定義接觸對時,管孔內表面為主面(Master surface),換熱管外表面為從面(Slave surface),接觸類型是標準面-面接觸,摩擦系數為0.14。
整個脹接過程施加的載荷為:
a.載荷步1。針對不同計算工況,在換熱管脹接 段 內 表 面 分 別 施 加190、195、200、205、210、215、220 MPa 的貼脹壓力。
b.載荷步2。在換熱管脹接段的內表面施加0 MPa 壓力。
整個脹接過程施加的約束為:載荷步1、2下,換熱管下端面施加軸向約束;管板上表面施加軸向約束;其他4 個面均施加對稱約束。
載荷與約束如圖6 所示。
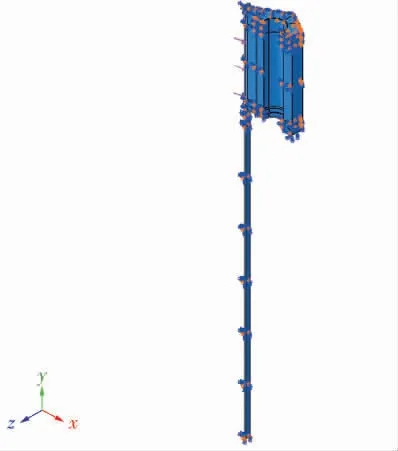
圖6 貼脹壓力計算的載荷與約束
2.1.3 計算結果
貼脹的目的是消除間隙和使換熱管對中。在計算模擬時通過考察貼脹后的殘余接觸壓力和接觸狀態來判斷所施加的貼脹壓力是否合理。若非開槽附近區域在卸壓之后剛好接觸,則認為換熱管與管板已經完全貼合或者大部分貼合,此時的脹接壓力即為實際貼脹壓力。
經過計算,貼脹后的殘余接觸壓力和接觸狀態如圖7、8 所示。對于換熱管的脹接,當脹接壓力為190~210 MPa 之間時,在非開槽區域的接觸壓力幾乎都為0 MPa(圖7),說明換熱管與管板在除了開槽處以外,并沒有貼合;當脹接壓力為215 MPa 時,換熱管中間部分區域貼合的較為均勻,卸壓之后的接觸狀態如圖8f 所示。
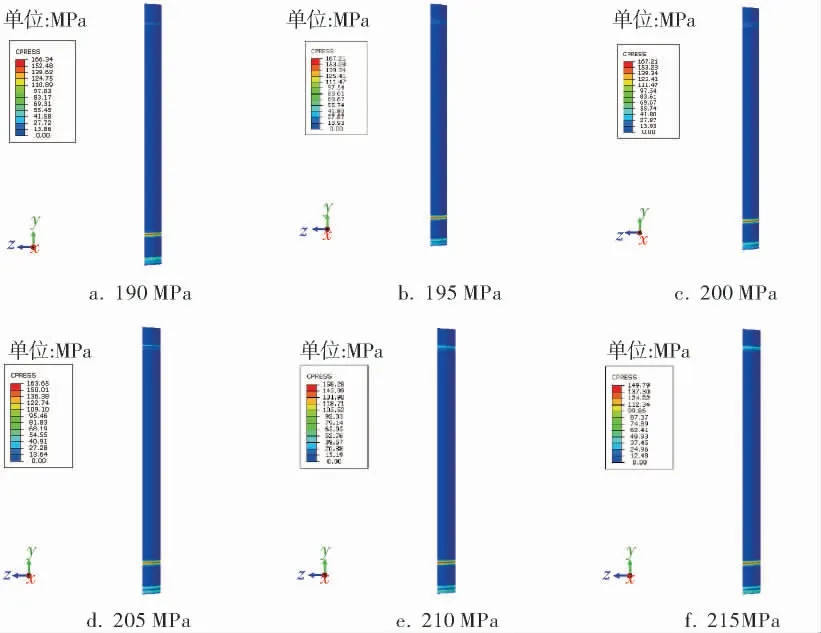
圖7 換熱管在貼脹壓力下的脹接殘余接觸壓力分布
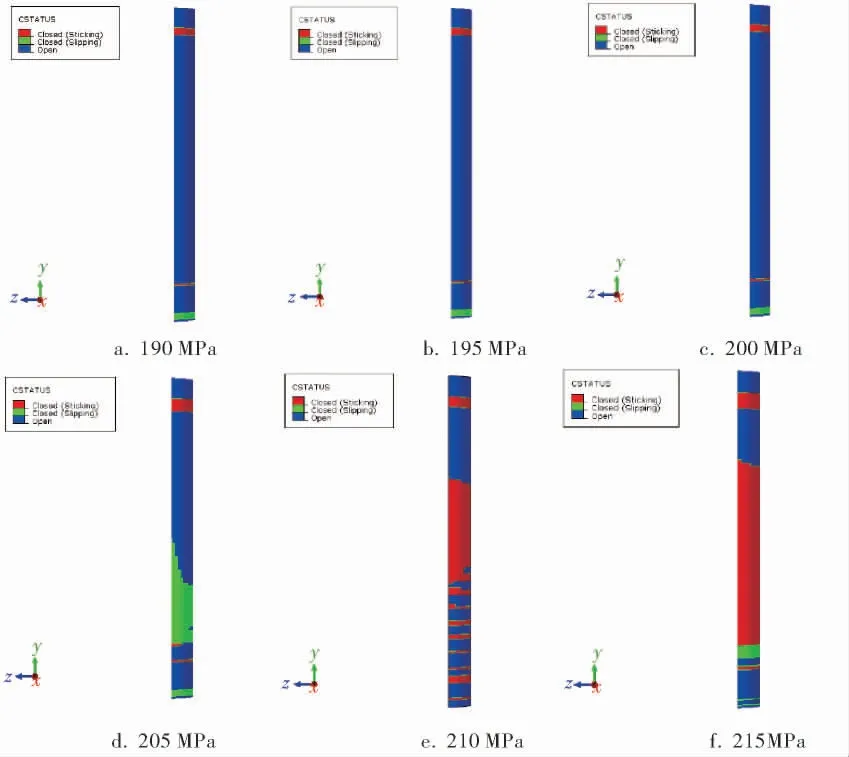
圖8 換熱管貼脹壓力下的殘余接觸狀態
2.2 強度脹壓力的確定
一般液壓脹機的名義最大脹接壓力值為240 MPa,考慮到換熱管與管孔加工制造等因素的影響,實際能達到的脹接壓力為230 MPa 左右,因此計算時選擇強度脹接壓力為230 MPa 進行計算。
2.3 開槽深度和寬度的確定
對模型分步施加215 MPa 的貼脹壓力和230 MPa 的強度脹接壓力,分別考慮不同開槽寬 度8、10、12 mm 下 開 槽 深 度(0.3、0.5、0.6、0.8 mm)對脹接的影響,以確定適宜的開槽深度和寬度。計算時考慮3 種狀態(理想狀態、半極限偏差狀態、極限偏差狀態)下的脹接殘余接觸壓力。
2.3.1 理想狀態下
當管板孔與換熱管的尺寸不考慮公差(理想狀態)時,即φ25 mm×2.5 mm 管子脹接時管板孔內徑為φ25.25 mm。換熱管脹接的開槽寬度、開槽深度與脹接殘余接觸壓力如圖9 所示,以下所提到的殘余接觸壓力均指密封環帶上的最小殘余接觸壓力。
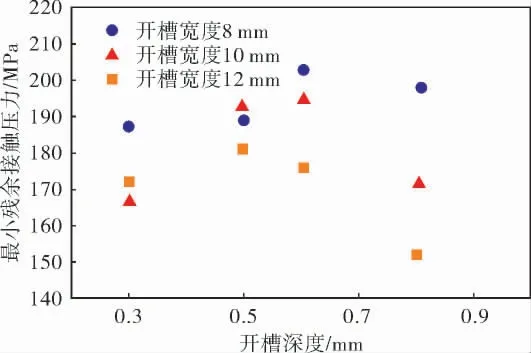
圖9 換熱管理想公差狀態下最小殘余接觸壓力
2.3.2 半極限偏差狀態下
管孔φ25.25 mm 的公差為0~0.15 mm,當考慮管孔與管子公差各為極限值的一半時,即管孔φ25.325 mm 配管子φ24.90 mm,不考慮偏心和壁厚不均勻時單側間隙0.213 mm。換熱管脹接的開槽寬度、深度與脹接殘余接觸壓力如圖10所示。
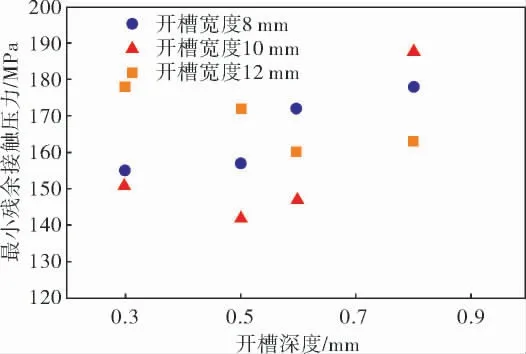
圖10 換熱管半極限公差狀態下最小殘余接觸壓力
2.3.3 極限偏差狀態下
當考慮大孔配小管脹接時,管板孔的上限配換熱管的下限,即其極限狀態下,管孔φ25.40 mm配管子φ24.80 mm,單側間隙0.30 mm(不考慮偏心和壁厚不均勻),換熱管脹接的開槽寬度、深度與脹接殘余接觸壓力如圖11 所示。

圖11 換熱管極限公差狀態下最小殘余接觸壓力
通過計算,當開槽深度在0.3~0.8 mm 之間時,如果不考慮換熱管和管板孔的尺寸公差,開槽深度取0.6 mm 較為合適,如果考慮尺寸公差,則開槽深度取0.8 mm 較為合適,實際加工制造過程中不可避免地存在一定的尺寸偏差,因此選擇開槽深度為0.8 mm。
3 種不同公差配合狀態下脹接后的最小殘余接觸壓力,取密封環帶上最小殘余接觸壓力值進行比較,可得出,當開槽深度為0.8 mm 時,換熱管在所有公差狀態下開槽寬度為10 mm 時殘余接觸壓力值較大,因而選擇開槽寬度10 mm 較為合適,且此時換熱管密封環帶最小殘余接觸壓力值都滿足設計要求,即設計壓力的5 倍安全裕度35 MPa,理論上能夠起到有效密封。
3 設計工況脹接計算
換熱器的設計工況包括制造、壓力試驗和操作工況[2]見表2,其中制造工況脹接計算見第2 部分,壓力載荷與熱載荷數值見表1。

表2 換熱器脹接計算工況
3.1 水壓試驗時殘余接觸壓力
脹接并組焊完成后設備需要進行水壓試驗,水壓試驗壓力較大,因而需要考慮受壓時殘余接觸壓力的變化。此計算是在第3 部分的基礎之上增加一個載荷步,在換熱管外表面和管板下端面等承受殼程壓力載荷的面上施加11.53 MPa 的水壓試驗壓力,主要計算承受水壓時殘余接觸壓力的分布情況,換熱管的計算結果如圖12 所示。
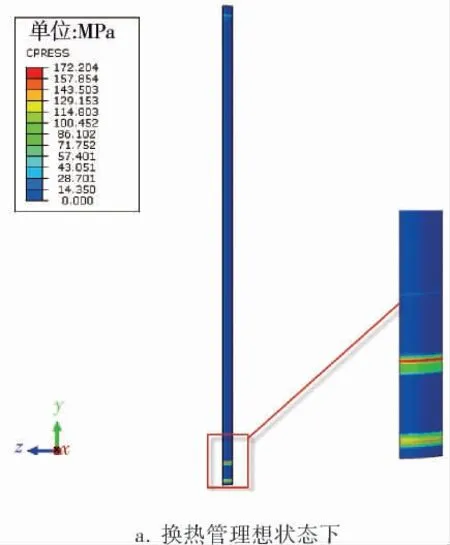
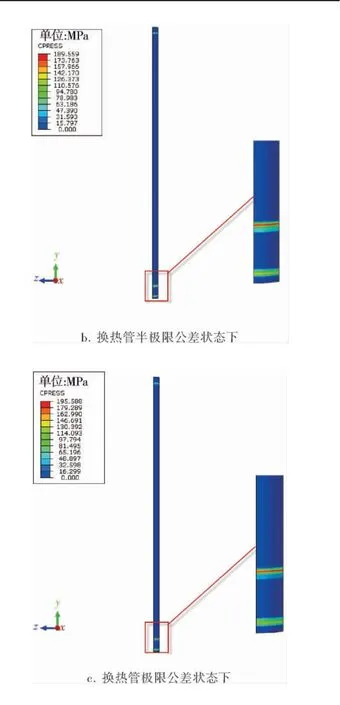
圖12 換熱管理想狀態下水壓試驗時殘余接觸壓力分布
3.2 操作工況時殘余接觸壓力
換熱器制造完成并檢驗合格投入使用時,由于管程和殼程介質溫度都較高,會引起管子和管板發生熱膨脹變形,從而影響原來制造狀態下的殘余接觸壓力的分布。計算工作狀態殘余接觸壓力時根據換熱器使用時的熱和結構載荷對有限元模型施加載荷與邊界條件:換熱管脹接時在管程受壓面施加3.25 MPa 的壓力,殼程受壓面施加6.17 MPa 的壓力,同時在所有殼程表面施加427 ℃的溫度載荷,在所有管程表面施加380 ℃的溫度載荷。經計算,換熱管的結果如圖13、14 所示。
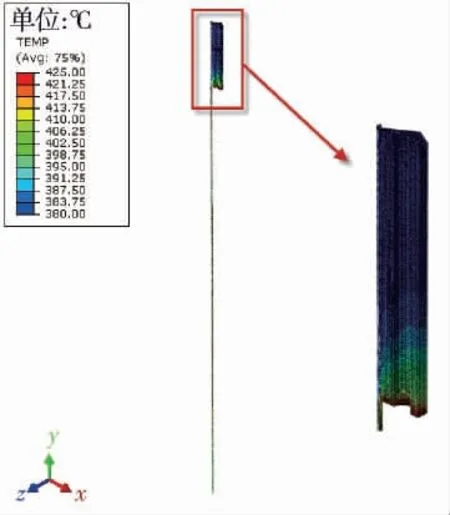
圖13 換熱管與管板接頭工作時的溫度場分布
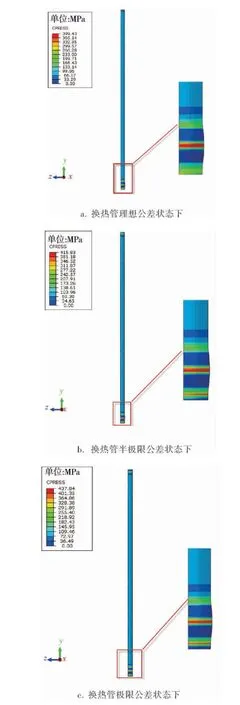
圖14 工作時殘余接觸壓力分布
3.3 計算結果分析
水壓試驗工況和操作工況殘余接觸壓力的計算結果見表3,表示不同工況下換熱器模型中換熱管脹接后密封環帶最小殘余接觸壓力。

表3 換熱管脹接后密封環帶最小殘余接觸壓力 MPa
由表3 數據可知,計算得到的密封環帶最小殘余接觸壓力數值均滿足設計要求的35 MPa;另外,在操作工況下,脹接接頭的殘余接觸壓力普遍提高,此結果表明如果不考慮高溫下金屬材料的蠕變特性以及熱腐蝕等因素的影響,熱載荷的影響對于本換熱器接頭密封性是有利的,換熱器可實現有效密封。
4 結束語
在實際工程中,難以獲得脹接后的殘余接觸應力,故在換熱管脹接中相關標準及通用做法是以脹度、拉脫力來檢測、衡量脹接是否合格。因此設計中應提出保障脹管質量的相關技術要求,如鉆孔加工要求,堆焊層開槽偏差,換熱管脹接端壁厚偏差,脹管率控制范圍,熱處理要求對應的管板和換熱管硬度要求,脹管后檢驗、檢測方法等。另外,應根據脹管機能力適當提高強度脹壓力要求,使開槽位置處的實際脹接壓力與理論分析結果接近而實現有效密封。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57