漸開線可用齒根圓不足原因分析
2023-08-22 06:40:02王曰輝張曉飛李紅紅胡晉鈺李剛
金屬加工(冷加工) 2023年8期
王曰輝,張曉飛,李紅紅,胡晉鈺,李剛
太原重工股份有限公司齒輪傳動分公司 山西太原 030024
1 序言
滲碳淬火圓柱漸開線齒輪磨齒后,公法線已達到零件圖樣下差要求,發現漸開線可用齒根圓直徑不足。圖樣要求漸開線起始圓直徑<540.74mm,實測左齒面為φ542.73mm,右齒面為φ541mm,均不滿足圖樣技術要求[1-3]。
2 原因分析及試驗驗證
常見圓柱漸開線滲碳淬火齒輪制造工藝流程為滾齒(銑齒)→齒端倒角→滲碳淬火→精車→磨齒。本零件齒形粗加工采用銑齒工藝,如圖1所示。

圖1 銑齒加工
通過工序流程結合生產實際綜合分析,造成齒輪漸開線起始圓直徑不足的原因主要有齒形粗加工刀具設計及制造問題(滾刀或銑刀),滲碳淬火熱處理變形,滲碳后精車工序找正偏差,以及磨齒工序余量分配不均勻。
2.1 磨齒余量分配
由于齒輪的特殊性,齒輪滲碳淬火過程中會發生如橢圓、錐變、翹曲及腰鼓等類的變形,將造成齒輪原加工基準(內孔及端面)無法繼續作為精加工基準。由于齒部金屬切除效率低,齒部相對內孔、端面余量較少,滲碳淬火后精車過程中,目前常采用的方法是應用節圓棒齒部節圓找正。如果齒部節圓找正不合理或未按齒部節圓找正,疊加熱處理變形,會進一步造成齒部余量不均勻,因此,在磨齒前余量分配過程中,左齒面、右齒面不同齒,以及同齒不同齒寬方向的余量分配狀況,可直接反映熱處理變形與滲碳淬火后的精車找正偏差。
分別對齒輪第1、8、16和24齒的左右兩側齒面沿齒寬方向靠近兩側齒端及中間進行齒部余量分配,余量分配結果見表1。
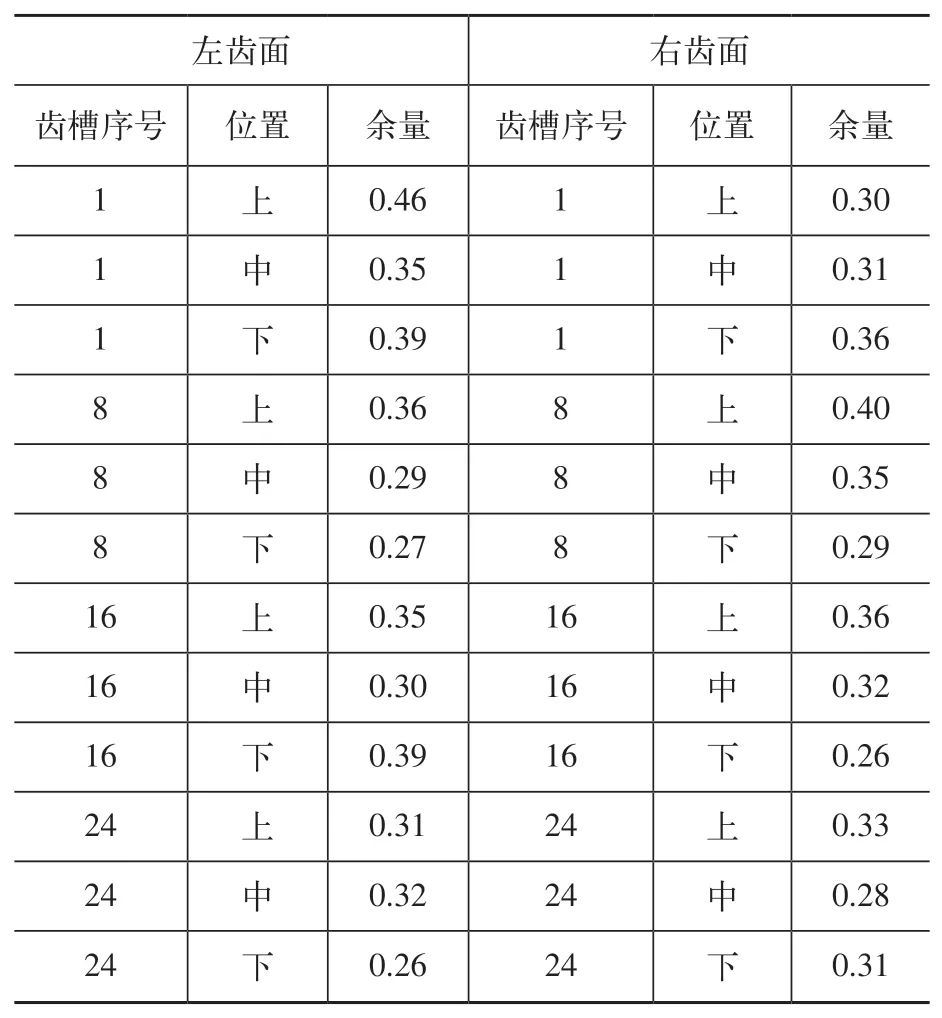
表1 磨齒余量分配結果 (單位:mm)
從余量分配結果看,左齒面余量最大0.46mm(齒部留磨量0.40mm),最小0.26mm;右齒面余量最大0.40mm,最小0.26mm。對于同一齒,左齒面余量最大偏差0.11mm,右齒面最大偏差也是0.11mm。整體進行余量分析,該零件熱處理變形及滲碳淬火后精車找正均滿足工藝設計要求。
2.2 齒形粗加工刀具設計及制造精度分析
齒形粗加工過程中,為了驗證刀具設計及制造精度,一般應留余量進行檢測,但該零件齒形粗加工采用成形銑齒工藝,切削深度留余量后齒廓已不是漸開線形,無法通過齒檢儀衡量,如圖2所示。
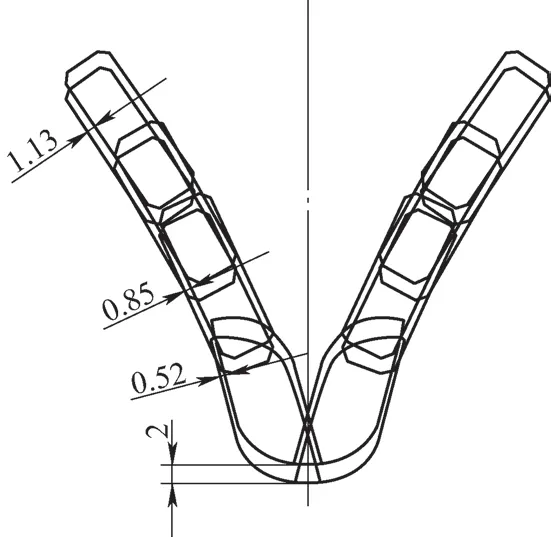
圖2 銑齒切削深度留余量齒廓對比
為了驗證齒形粗加工刀具設計及制造精度,并減少熱處理變形,考慮到滲碳淬火后精車找正偏差,以及磨齒余量分配不均勻等多種因素影響,制造同齒外圓直徑試驗件(齒寬及內孔直徑可以不一致),采用相同的刀具、相同的切削深度粗切齒形(切削深度應到粗切齒形要求的公法線尺寸),按照公法線跨齒數測量要求,跨5齒銑2齒,方便測量公法線,切齒滿足要求后不經滲碳淬火,直接磨齒至公法線要求值,試驗件切齒形狀如圖3所示。

圖3 試驗件切齒形狀
磨齒前對試驗件銑齒精度進行檢測,漸開線起始點直徑550.7m m,與設計值相吻合。對齒部進行單齒余量分配,左齒面最大0.41m m,最小0.40mm,右齒面最大0.41mm,最小0.40mm,左右齒面余量均勻且與工藝設計一致。磨齒后使用磨齒機自帶檢測系統檢測,左齒面φ543mm,右齒面φ541mm,均與設計理論值不符,且不滿足圖樣技術要求。證明漸開線可用齒根圓不足的原因為刀具設計制造問題,與滲碳淬火變形、精車找正偏差、磨齒余量分配不均勻均無關系。
2.3 改進齒形粗加工刀具
經過分析,造成該零件磨齒后齒輪漸開線可用齒根圓不足的原因應為齒形粗加工刀具制造精度不滿足使用要求,將齒形粗加工刀具更換為滾刀,改為滾齒工藝,如圖4所示。

圖4 滾齒加工
磨齒后用齒檢儀進行檢測,漸開線可用齒根圓直徑<540.74mm,滿足圖樣要求。
3 結束語
造成齒輪漸開線起始圓直徑不足的原因主要有齒形粗加工刀具設計及制造問題(滾刀或銑刀),滲碳淬火熱處理變形,滲碳后精車工序找正偏差,以及磨齒工序余量分配不均勻。成形銑齒工藝切削深度留余量后,齒廓形狀不再是漸開線形齒廓,無法通過齒檢儀檢測齒廓精度,需制造同齒外圓直徑試驗件進行驗證。為排除滲碳淬火變形,精車找正偏差,以及磨齒余量分配不均因素的影響,粗切齒后直接磨齒至公法線要求,驗證刀具設計及制造精度,但此方法增加額外成本。研究成形銑齒工藝切削深度留余量后齒廓形狀檢測是另一個值得研究的課題。