數(shù)據(jù)設(shè)計(jì)階段白車身沖壓件材料利用率提升方法
2023-08-25 09:24:38佟鑫中國(guó)第一汽車集團(tuán)有限公司
鍛造與沖壓 2023年16期
文/佟鑫·中國(guó)第一汽車集團(tuán)有限公司
汽車行業(yè)的競(jìng)爭(zhēng)越來越劇烈,成本、質(zhì)量和周期成為其核心的競(jìng)爭(zhēng)因素,其中白車身材料利用率的提升對(duì)降低成本起到至關(guān)重要的作用。本文詳細(xì)介紹了項(xiàng)目研發(fā)初期的造型和數(shù)據(jù)兩個(gè)階段白車身沖壓件材料利用率提升方法,大幅提升了白車身沖壓件的材料利用率,最終實(shí)現(xiàn)降低白車身原材料成本的目的。
隨著特斯拉在上海落戶、互聯(lián)網(wǎng)造車的興起以及傳統(tǒng)車企的逐漸退出,汽車行業(yè)的競(jìng)爭(zhēng)越來越劇烈,因此,其生存和發(fā)展也面臨著巨大的挑戰(zhàn)。然而,對(duì)于汽車制造而言,其成本、質(zhì)量和周期永遠(yuǎn)是車企競(jìng)爭(zhēng)的核心因素。在不影響制件面品質(zhì)量與尺寸精度的同時(shí),降低其開發(fā)成本,是每個(gè)車企需要考慮與優(yōu)先解決的關(guān)鍵核心問題。
汽車成本主要分為四個(gè)方面:第一,材料占比53%;第二,制造占比30%;第三,開發(fā)占比5%;第四,其他占比12%。根據(jù)以往車型數(shù)據(jù),白車身的總質(zhì)量約為400 ~500kg,沖壓件占白車身總質(zhì)量的95%左右。也就是說,如果白車身的總質(zhì)量按450kg 進(jìn)行計(jì)算,即使材料利用率提升幅度從50%提升至51%,原材料的消耗也將減少約17kg,單車成本會(huì)降低約120 元,該車型按照年產(chǎn)十萬輛計(jì)算,每年將為企業(yè)節(jié)約成本達(dá)到了千萬余元。因此,白車身沖壓件材料利用率每提升一個(gè)百分點(diǎn),對(duì)于降低成本而言都是很可觀的。
目前,白車身沖壓件材料利用率的提升工作,主要通過產(chǎn)品造型、結(jié)構(gòu)分塊、成形方式、工藝補(bǔ)充、板料形狀、廢料利用等多種方法進(jìn)行提升。根據(jù)以往車型經(jīng)驗(yàn),當(dāng)材料利用率達(dá)到一定程度時(shí),白車身材料利用率的提升就會(huì)越來越困難。對(duì)于沖壓工藝人員來說,則需要投入大量的精力,協(xié)調(diào)車身設(shè)計(jì)、焊裝、尺寸等多個(gè)專業(yè)共同努力,在整個(gè)車型研發(fā)過程中去開展材料利用率的提升工作。按照車型研發(fā)流程,本文把材料利用率提升分為5 個(gè)階段,第1 階段為造型階段;第2 階段為數(shù)據(jù)階段;第3 階段為工藝階段;第4 階段為調(diào)試階段;第5 階段為量產(chǎn)階段。制件結(jié)構(gòu)決定了其材料利用率的最終上限,是材料利用率提升工作的重中之重。第1 造型階段和第2 數(shù)據(jù)階段是決定制件結(jié)構(gòu)的關(guān)鍵階段,因此這兩個(gè)階段是白車身沖壓件材料利用率提升工作的最重要階段。本文將針對(duì)造型和數(shù)據(jù)這兩個(gè)階段,詳細(xì)介紹白車身沖壓件在該階段實(shí)現(xiàn)材料利用率提升的方法。
造型階段
計(jì)算機(jī)輔助造型(Computer Aided Stylin,簡(jiǎn)稱CAS)階段不僅決定了車型的美觀程度和工藝的難易程度,同時(shí)CAS 分縫對(duì)制件的材料利用率也有著非常大的影響,從而影響外覆蓋件的材料利用率及整個(gè)白車身的材料利用率提升。因此,我們?cè)陧?xiàng)目研發(fā)初期造型階段,不僅要對(duì)CAS 進(jìn)行工藝性評(píng)審,也要對(duì)CAS 進(jìn)行材料利用率的嚴(yán)格評(píng)審。
翼子板分縫線
圖1(a)的紅色線顯示的是翼子板、發(fā)罩外板、側(cè)圍外板三件的原始分縫線,如按照?qǐng)D1(b)綠線所示優(yōu)化三件的分縫線,翼子板上部則無凸出結(jié)構(gòu),其材料利用率得到了明顯提升,同時(shí)并未對(duì)其他兩件的材料利用率產(chǎn)生影響。通過調(diào)整翼子板與發(fā)罩外板及側(cè)圍外板之間的分縫線,實(shí)現(xiàn)了材料利用率顯著提升。

圖1 翼子板的原始和優(yōu)化后分縫線
四門分縫線
前門外板與后門外板、后門外板與側(cè)圍外板兩處的分縫線如圖2 所示,原始制件外觀輪廓變化較為劇烈,造成制件局部有凸出部分。如果在保證造型效果的前提下按照綠色線進(jìn)行優(yōu)化,使其外觀輪廓變?yōu)槠骄彛伴T外板及后門外板的材料利用率會(huì)有顯著提升。因此,合理設(shè)計(jì)四門分縫線,可有效提高門板的材料利用率。
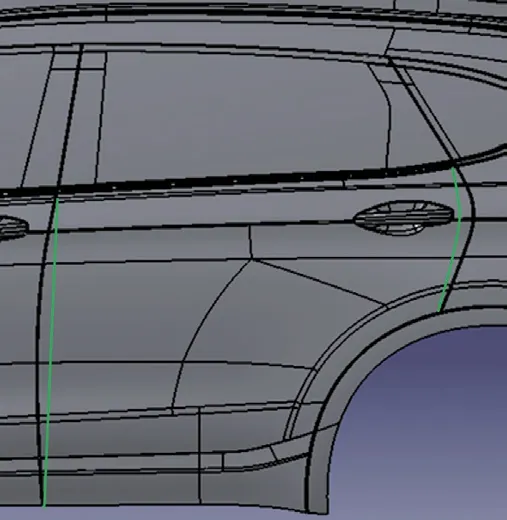
圖2 后門外板分縫線
側(cè)圍外板分縫線
側(cè)圍外板與尾門外板的分縫線如圖3 紅線所示,側(cè)圍外板的尾燈區(qū)域有局部凸出部分,嚴(yán)重影響其材料利用率。按圖3 中綠線所示來優(yōu)化兩件的分縫線,減小側(cè)圍外板尾燈區(qū)域的凸出部分,使其外觀輪廓變?yōu)槠骄彛瑐?cè)圍外板的材料利用率會(huì)有顯著提升。
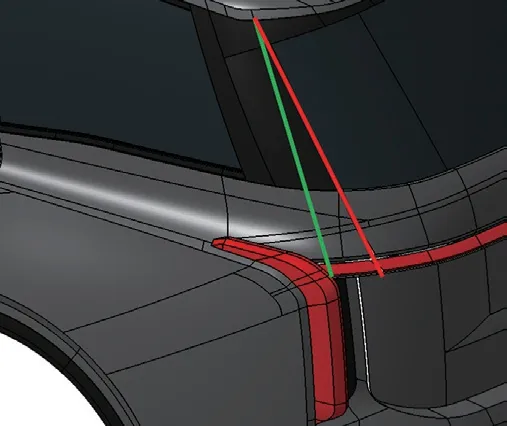
圖3 側(cè)圍外板分縫線
數(shù)據(jù)階段
在數(shù)據(jù)階段,可通過制件分塊與制件結(jié)構(gòu)兩個(gè)方面實(shí)現(xiàn)材料利用率的提升。若數(shù)據(jù)階段制件設(shè)計(jì)不合理,后期沖壓工藝無論如何改進(jìn),材料利用率的提升幅度都受到極大限制。因此,數(shù)據(jù)階段決定了材料利用率提升的最終極限,在數(shù)據(jù)階段合理設(shè)計(jì)制件,是材料利用率提升的重中之重。
制件分塊
⑴ 制件與對(duì)應(yīng)制件的搭接位置。前門檻內(nèi)板與后門檻內(nèi)板的搭接關(guān)系如圖4 的紅圈所示。針對(duì)后門檻內(nèi)板,由于其有圖4 綠圈所示的凸出結(jié)構(gòu),可以通過減少板料長(zhǎng)度方向的尺寸來提升其材料利用率。兩件的邊界線按圖4 紅色箭頭所示同時(shí)向右移動(dòng),后門檻內(nèi)板的材料利用率會(huì)有較大的提升,同時(shí)對(duì)前門檻內(nèi)板的材料利用率并無影響。
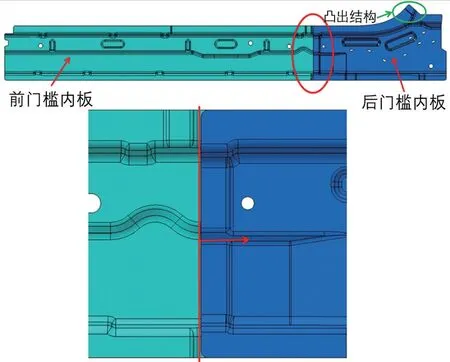
圖4 前門檻內(nèi)板與后門檻內(nèi)板的搭接關(guān)系
頂蓋邊梁后部與D 柱加強(qiáng)件的搭接關(guān)系如圖5紅線所示,兩件均采用左右雙件拼接方式拉延,傾斜的邊界線導(dǎo)致制件局部凸出。兩件邊界線按圖5 中綠線所示優(yōu)化,則兩件的邊界線均為水平,與板料線相平行,從而兩件的材料利用率會(huì)有較大的提升。
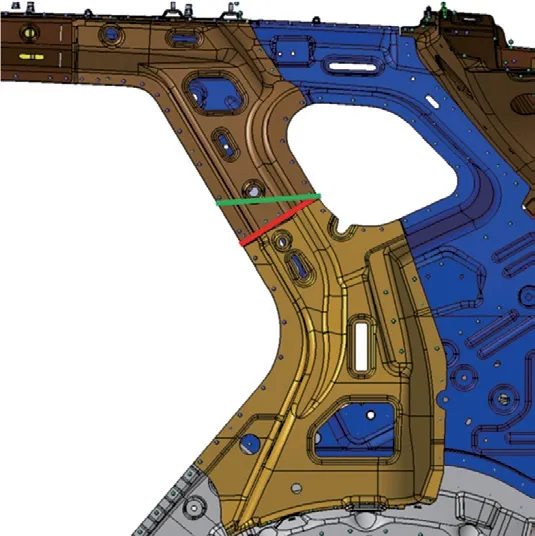
圖5 頂蓋邊梁后部與D 柱加強(qiáng)件的搭接關(guān)系
⑵制件合并與制件拆分。由于中地板補(bǔ)板立壁較陡,整體式中地板成形困難,故中地板最初設(shè)計(jì)方案如圖6 所示為三個(gè)制件焊接而成。通過與車身設(shè)計(jì)部門溝通,按照沖壓要求優(yōu)化中地板補(bǔ)板立壁角度,最終實(shí)現(xiàn)三個(gè)制件合并為一個(gè)制件,其材料利用率有了顯著的提升。
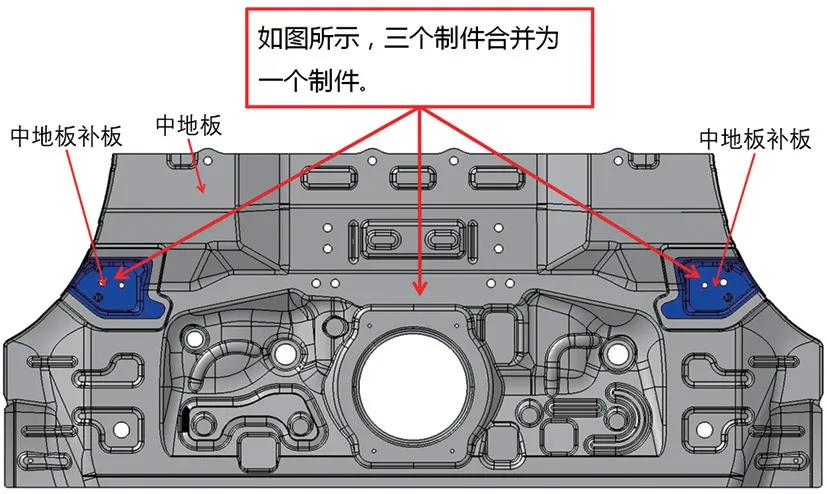
圖6 中地板三件合并
最初版本的數(shù)據(jù)階段,天窗骨架為一個(gè)制件,因中間大部分區(qū)域?yàn)閺U料,故其材料利用率非常低。如圖7 所示,若把天窗骨架拆分為四個(gè)制件,其中左右兩個(gè)制件采用拼接方式拉延,上下兩個(gè)制件采用排樣進(jìn)行開卷落料,制件的材料利用率有了顯著的提升。因此,通過制件的合理合并與拆分,能夠顯著提升制件的材料利用率。
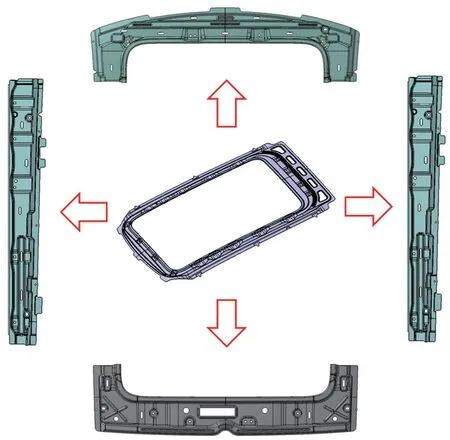
圖7 天窗骨架拆分為四件
制件結(jié)構(gòu)
⑴制件的焊接邊寬度。如圖8 所示,地板加強(qiáng)梁與對(duì)手件的焊接面寬度達(dá)到了22 mm。按照焊裝專業(yè)相關(guān)標(biāo)準(zhǔn),焊接面寬度16 mm 即可滿足點(diǎn)焊要求。我們把此處焊接面寬度優(yōu)化至16 mm,地板加強(qiáng)梁的材料利用率會(huì)有顯著的提升。
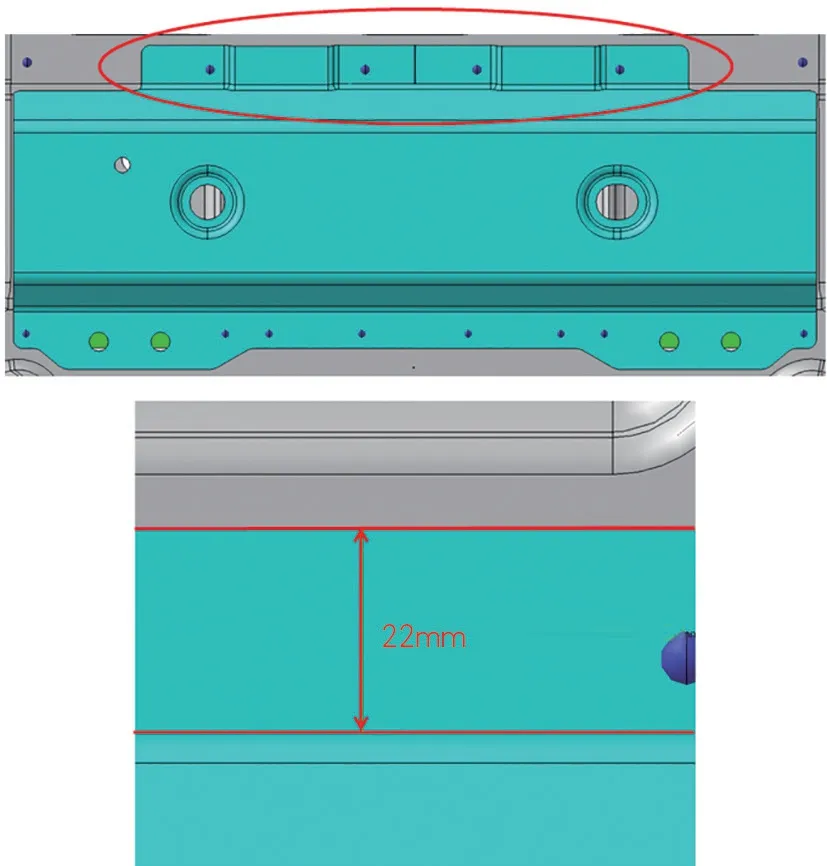
圖8 地板加強(qiáng)梁焊接面過寬
尾門尾燈支座圖示區(qū)域僅有一個(gè)焊點(diǎn),焊接面寬度為23mm,按照?qǐng)D9 中紅線修改制件邊界線,焊接面寬度保證16mm 即可滿足點(diǎn)焊要求,尾門尾燈支座的材料利用率會(huì)有顯著的提升。
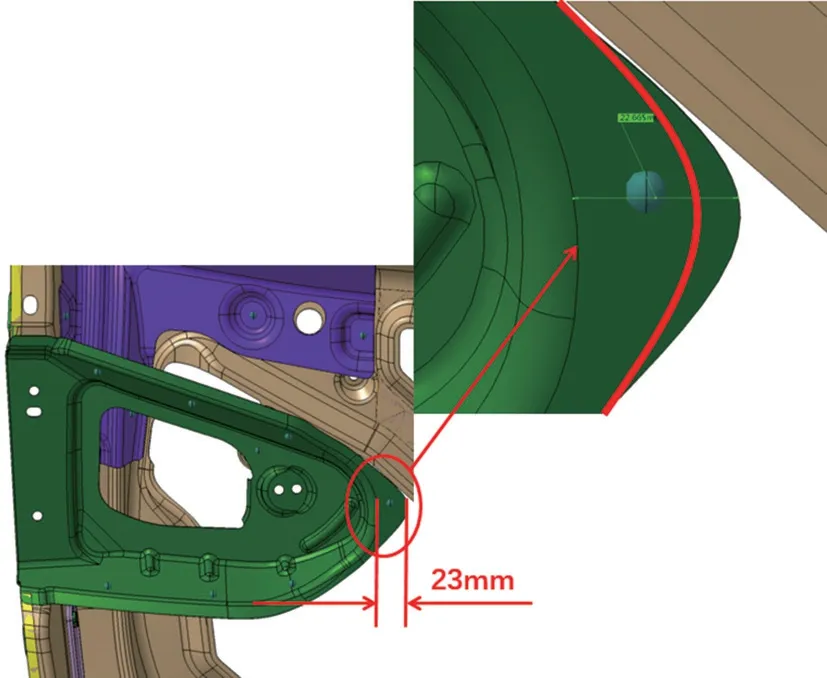
圖9 尾門尾燈支座焊接面過寬
⑵制件存在凸出結(jié)構(gòu)。后輪罩內(nèi)板采用左右雙件拼接方式拉延,圖10 中尖角部分寬度為20mm,且沒有任何功能作用,故去掉圖10 所示處的凸出結(jié)構(gòu),板料尺寸在制件長(zhǎng)度方向相應(yīng)減小,后輪罩內(nèi)板的材料利用率會(huì)有顯著的提升。
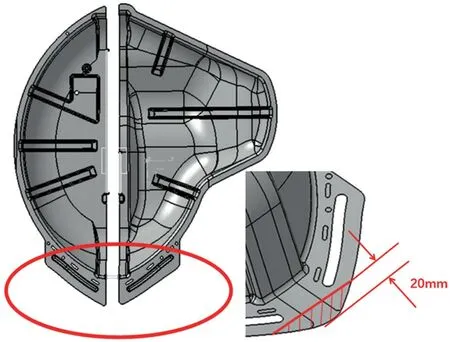
圖10 輪罩內(nèi)板局部凸出結(jié)構(gòu)
原版的前隔板橫梁制件存在局部凸出部分,去掉圖11 中紅線上部的凸出部分,圖11 中最下方的制件為優(yōu)化后的制件,板料尺寸在制件寬度的方向相應(yīng)減小,制件的材料利用率有了顯著的提升。
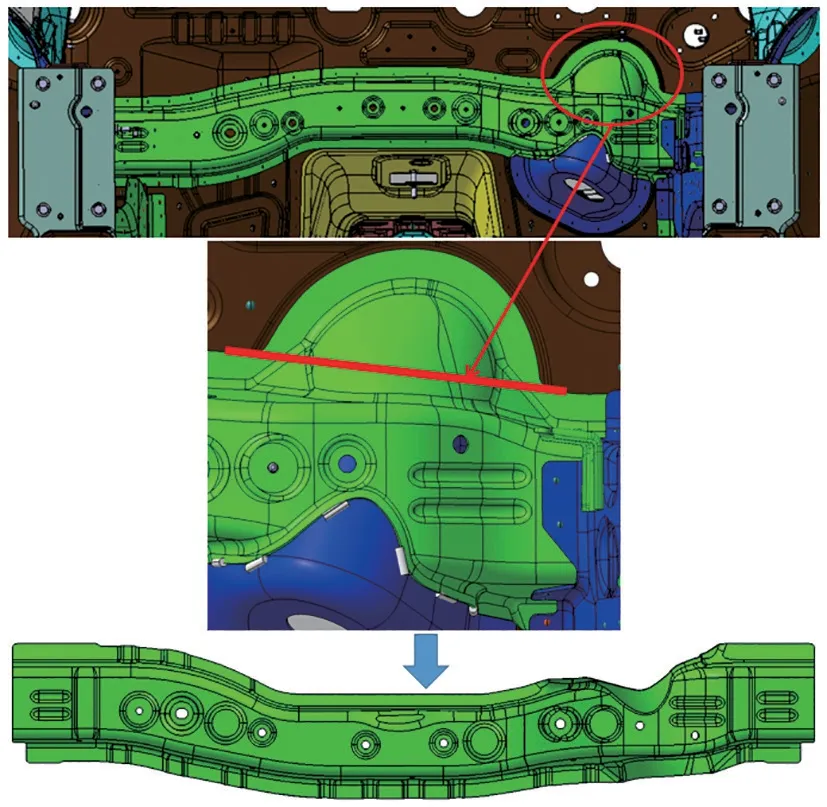
圖11 前隔板橫梁局部凸出結(jié)構(gòu)
⑶制件材料利用率關(guān)鍵點(diǎn)處的邊界線。前縱梁采用成形工藝方案,其板料尺寸長(zhǎng)度方向的關(guān)鍵點(diǎn)位置為圖12 紅圈所示處。在保證焊接質(zhì)量的前提下避讓焊點(diǎn)更改制件邊界輪廓,使其板料尺寸在長(zhǎng)度方向上相應(yīng)減小,制件的材料利用率也會(huì)相應(yīng)提升。
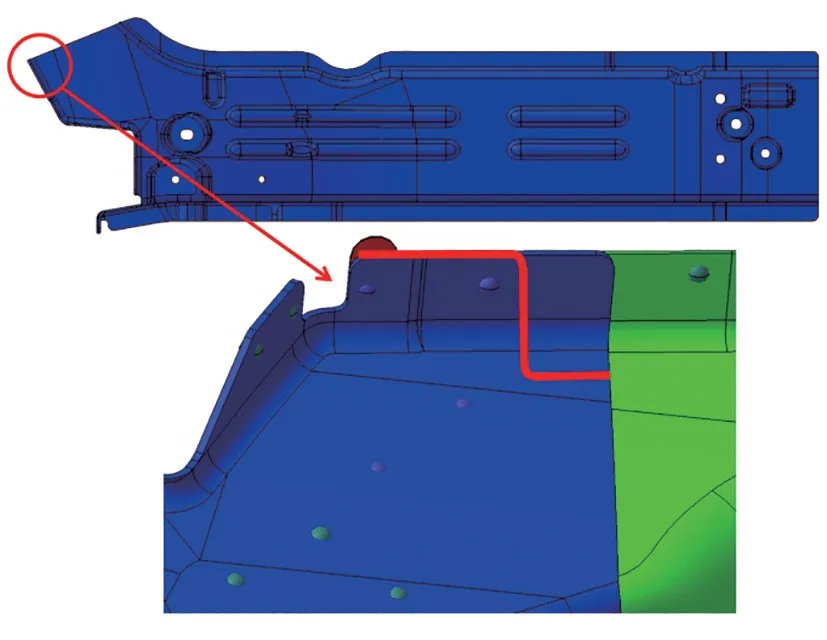
圖12 前縱梁板料長(zhǎng)度方向關(guān)鍵點(diǎn)
后地板側(cè)板同樣采用成形工藝方案,其板料尺寸寬度方向的關(guān)鍵點(diǎn)位置為圖13 紅圈所示處,且此處并無焊點(diǎn)和其他功能作用,更改制件邊界輪廓,在提高制件沖壓工藝性的同時(shí),其板料尺寸在寬度方向上相應(yīng)減小,制件的材料利用率也會(huì)相應(yīng)提升。
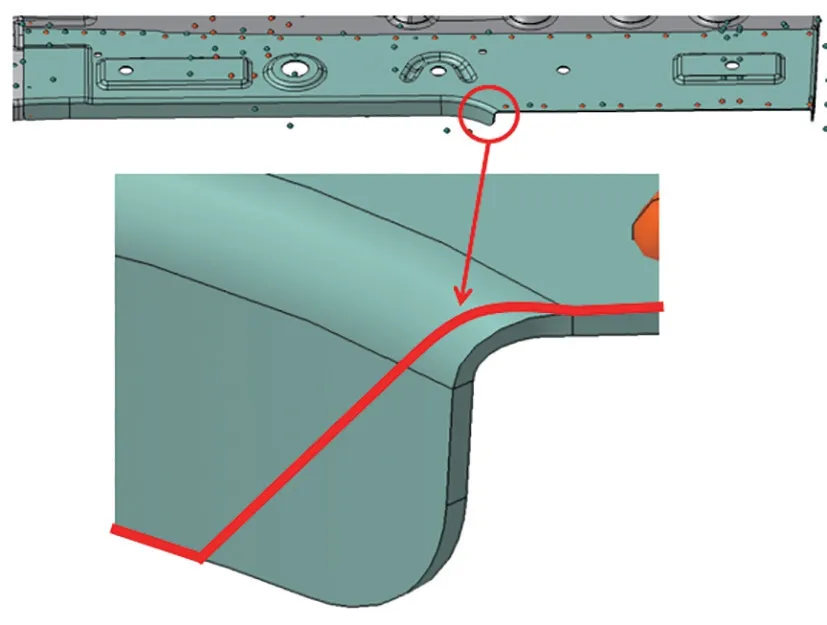
圖13 后地板側(cè)板寬度方向關(guān)鍵點(diǎn)
結(jié)束語
本文詳細(xì)介紹了白車身沖壓件在造型階段及數(shù)據(jù)階段材料利用率的提升方法。其中,在造型階段,主要通過調(diào)整CAS 分縫線來提升材料利用率;在數(shù)據(jù)階段,通過制件分塊與制件結(jié)構(gòu)兩個(gè)方面實(shí)現(xiàn)材料利用率提升。其中,在制件分塊方向上,主要通過優(yōu)化制件與對(duì)應(yīng)制件的搭接位置、合并制件、拆分制件三種途徑來提升材料利用率;在制件結(jié)構(gòu)方向上,通過縮短焊接邊寬度、取消凸出結(jié)構(gòu)、優(yōu)化材料利用率關(guān)鍵點(diǎn)處邊界線三種方法來提升材料利用率。
此外,在應(yīng)用現(xiàn)有方法的同時(shí),也要對(duì)新技術(shù)、新方法、新工藝進(jìn)行不斷地探索、研究、應(yīng)用。通過白車身沖壓件材料利用率的提升,降低白車身原材料的經(jīng)濟(jì)成本,從而最終達(dá)到提高車型市場(chǎng)核心競(jìng)爭(zhēng)力的目的。
