PMMA微流控芯片注射成型多目標優化實驗研究
2023-09-01 07:31:56吳旺青雷益華單志穎蔣炳炎
中南大學學報(自然科學版) 2023年7期
吳旺青,雷益華,單志穎,蔣炳炎
(中南大學 機電工程學院,極端服役性能精準制造全國重點實驗室,湖南 長沙,410083)
隨著科技的進步,實驗室檢測技術的要求也越來越高,尤其是在化學分析、醫學檢驗、生命科學等領域[1-2]。微流控芯片是在小尺寸基體上通過微通道網絡結構實現進樣、反應、分離、測試等功能的微型實驗室平臺,憑借分析檢測過程的微型化、集成化、快速化以及低成本、少試劑、高通量等優點,在生物醫學和化學等領域具有極大的潛力,在疾病診斷、分析檢測、工業檢測、藥物分析等[3-6]方面具有廣泛應用前景。
聚合物材料由于其廣泛的物理和化學性質、生物化學相容性、易于加工和成型、質量輕且成本低等優點,成為微流控芯片主要的應用材料之一。注射成型技術可實現聚合物芯片的快速、低成本、大批量的生產,目前已逐步成為聚合物芯片最重要的加工手段之一[7]。采用精密注射成型方法研究了寬度與深度均為50 μm的聚合物微流體芯片的成型質量[8],結果表明光學性能優異的PMMA和環烯烴共聚物COC 材料非常適用于微流控芯片的成型。李瑞等[9-10]利用實驗分析不同的注塑成型工藝對微流控芯片的微通道寬度、深度成型的影響,并與CO2激光加工成型的微流控芯片進行對比分析,結果表明:注塑芯片精度更高、成型效果更好、粗糙度更低。
然而,在注射成型過程中,要成型高品質的微流控制件,仍然面臨許多成型的難題。芯片具有微結構通道,注射成型工藝以及宏觀成型機理可能不適用于微結構的成型[11]。一方面,需要保證微尺度下微流控芯片微通道復制度[12],微通道是其進行反應分析功能實現的關鍵單元,關系到芯片的使用性能;另一方面,成型后的微流控芯片殘余應力過大可能造成芯片出現翹曲、開裂現象以及影響芯片性能[13-14];同時顯著的宏觀翹曲變形現象同樣會影響芯片后續的鍵合及應用等。因此,微通道復制度、微通道形貌、殘余應力、宏觀翹曲變形等是影響微流控芯片的關鍵技術指標。
針對上述聚合物微流控芯片注射成型過程存在的問題,國內外進行了相關研究。CALAON等[12]評估了影響微通道復制度質量的關鍵因素,并設計了微流控芯片。MARSON 等[15]采用微注塑成型(μ-IM)技術生產PMMA 微流控芯片基片,并使用微坐標測量機測量部件平直度,利用有限元分析及實驗研究優化了微流控芯片的平面度。王巖[16]采用有限元分析及實驗的方法,針對微流控芯片基片的翹曲開展了工藝參數優化。研究發現熔體溫度參數對翹曲變形的影響最為顯著,增加熔體溫度可有效降低微流控芯片的翹曲變形,而高熔體溫度升高到一定程度,由于其內部的熱殘余應力存在基片翹曲反而又變大。JENA等[17]研究發現注塑成型聚合物微流控基板中的殘余應力越小,后續成型微通道的復制度越高,雖使用了灰場偏光鏡來檢測殘余應力的存在,但未明確表征殘余應力的大小與范圍。
宋滿倉等[18]進行了微流控芯片基片與蓋片注塑成型研究,認為模具溫度參數是影響芯片成型質量較為關鍵的因素。DESPA 等[19]對具有高深寬比的微注塑成型制品實驗表明,工藝因素的影響從大到小依次為模具溫度、注射速度。一般來說,較高的模具溫度有利于制品質量控制,但模具溫度過高會導致局部收縮變形嚴重[20]。此外,注射速率、注射壓力也是重要的工藝控制參數。YU等[21]研究了聚合物熔體的流動過程,研究表明,在較快的注射速度下充模可以增強填充效果減少雙折射現象,即減少殘余應力。
XIE等[22]研究工藝參數對于微通道內熔接痕跡強度的影響,結果顯示影響最大的因素依舊是模具溫度和熔體溫度,而注射壓力和保壓壓力影響相對較小。CHIEN[23]研究了PMMA 微流控芯片注塑成型,得出結論:芯片微結構的成型質量隨模具溫度、注射速度、熔體溫度、保壓壓力的升高而升高。微結構的寬度和深度受模具溫度和熔體溫度的影響比較大,溫度越高,寬度的成型質量越低,微結構深度的成型質量越高。
劉瑩等[24]利用單因素和正交實驗研究COC 材料注塑成型過程注射壓力、注射速度、熔體溫度、模具溫度及保壓壓力對微結構復制度的影響規律并加以分析。結果表明:熔體溫度對其微通道的復制度影響最大,是影響微通道復制不完全的主要因素;注射壓力和模具溫度次之;保壓壓力和注射速度的影響較小。
綜上所述,目前針對聚合物微流控芯片的研究內容廣泛,然而針對單一指標的成型工藝控制與優化不能解決在大批量加工時控制微流控芯質量的問題,單一指標下的工藝優化不能得到同時滿足高復制度、低殘余應力和低翹曲變形,沒有將微通道復制度、殘余應力、翹曲變形等關鍵指標綜合考慮來提出多目標的優化方案。正交實驗可以用有限的樣本量挖掘整個參數空間的信息,是一種非常流行的求解優化問題的技術。然而,僅使用傳統的田口方法不能解決多目標優化問題[25-26]。為了克服這一局限性,灰色關聯分析(GRA)已經成功地與田口方法相結合來解決這些問題,可以有效處理多目標優化過程中的問題[27]。此外,GRA 具有很強的適用性,簡單靈活,近年來已被應用于注射成型工藝參數優化領域。
本文作者針對注射成型微流控芯片微通道形貌、殘余應力、宏觀翹曲變形三種關鍵目標,采用田口方法進行實驗設計,利用正交實驗分析工藝參數對關鍵目標的影響規律,發現單一目標優化的結果存在差異,單因素優化不能滿足對整體質量的調控。因此應用灰色關聯分析對各優化目標進行處理,針對微通道復制度、殘余應力、宏觀翹曲變形進行多目標優化成型質量,對實現微流控芯片高質量、大批量生產具有實際的意義,為微流控芯片的成型工藝提供支持。
1 微流控芯片注射成型實驗
1.1 微流控芯結構與材料
微流控芯片微通道網絡結構為單通道十字型電泳芯片,微流控芯片分為基片和蓋片,其中基片厚度選為0.8 mm,而蓋片厚度設計為0.6 mm,微流控芯片的結構尺寸如圖1所示。微流控芯片材料為臺灣奇美PMMA CM-205,在可見光波段具有高的透光率、良好的化學穩定性。
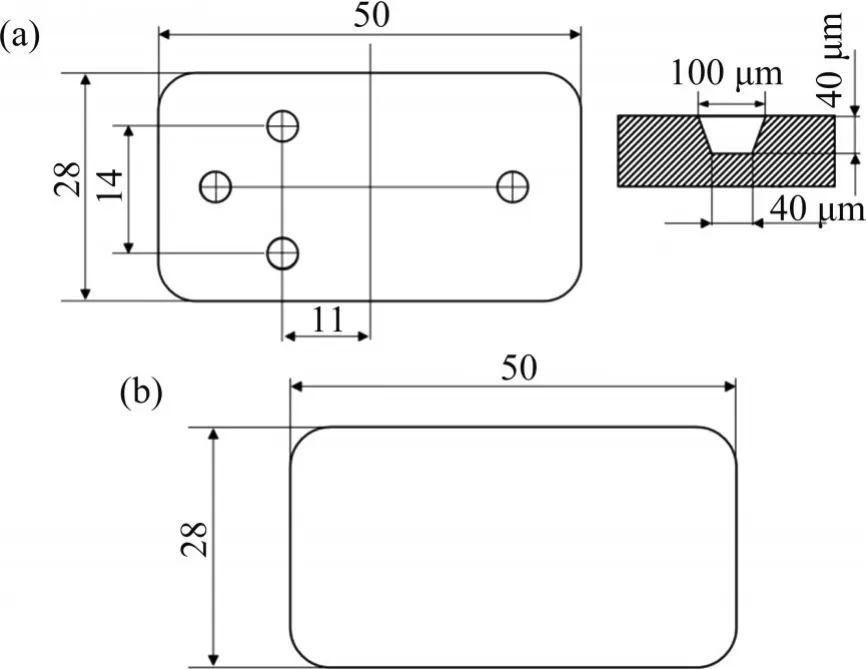
圖1 微流控芯片結構尺寸Fig. 1 Structural dimensions of microfluidic chip
1.2 注射成型系統及其工藝
1.2.1 注射成型系統
采用的注塑機是德國ARBURG 公司生產的370S(500—100)精密注塑機,具有可編程、工藝性能穩定、可多次開/合模等優勢,可以一次性成型微流控芯片的基片和蓋片。此外,搭配了中國臺灣信易公司生產的除濕干燥送料組合機SCD-20U/30H 和模溫機SIC-3A 等輔助設備,共同組成注射成型系統。
1.2.2 注射成型工藝流程
基于注塑成型與模內鍵合系統,制定微流控芯片的制造工藝流程。具體步驟如下:1) 合模:模具復位后合模,保證注射成型的順利進行;2) 注射成型:利用注塑機完成微流控電泳芯片的基片和蓋片的同時成型;3) 開模與凝料頂出:模具打開后,頂出芯片基片與蓋片,以及頂出澆注系統凝料。
1.3 多目標優化實驗方案
微流控芯片成型優化涉及多目標的綜合考量,使微通道復制度高同時也需要滿足其他性能要求,如殘余應力最低、翹曲變形最小等,而使用單目標優化方法解決此類問題并不理想,應該采用多目標方法得到最優解,優化流程如下:1) 根據微流控芯片的應用需求確定多目標優化設計方法,確定優化目標;其次,根據原設計參數確定設計變量的變化水平;2) 進行正交實驗設計;3) 通過實際實驗得到優化目標的響應數據;4) 應用灰色關聯分析方法對響應數據進行處理,得到灰色關聯度,確定了灰色關聯級別,預測工藝參數的最優組合;5) 通過對最優方案的結果檢測,驗證了田口灰色關聯方法的優越性和有效性。
1.3.1 正交實驗設計
注射成型工藝參數范圍如表1所示。本文根據微流控芯片生產的經驗,選擇熔體溫度、注射壓力、注射速度、保壓壓力和保壓時間作為設計變量。對于所有的設計變量,都選擇5個實驗水平。
表1 注射成型工藝參數范圍Table 1 Range of injection molding process parameters
1.3.2 灰色關聯分析方法
1.3.3 微流控芯片殘余應力、翹曲變形和微通道復制度表征方法
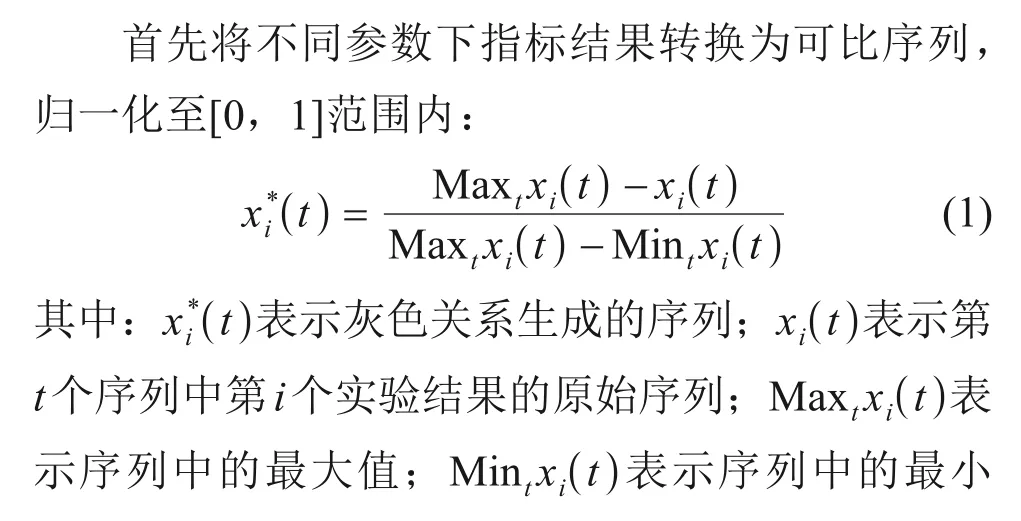
當存在殘余應力時,PMMA 透明材料會導致穿透過的光產生雙折射現象,由于雙折射和殘余應力呈正相關,利用雙折射偏光應力儀WPA-100檢測芯片的雙折射以表征殘余應力(如圖2(a)所示);芯片宏觀尺度上的變形可通過三坐標測量儀GLOBAL STATUS575 檢測(如圖2(b)所示),測量儀探頭沿芯片表面均勻間隔檢測不同位置的高度,計算基片和蓋片橫向對稱線B的最大高度與基準位置的高度之差作為最大翹曲變形,實驗結果如圖2(b)右上所示,最大變形位置出現在芯片中間線上,檢測中間線上高度結果如圖2(b)右下所示,因此檢測芯片表面沿長度方向的中間曲線位置的高度之差,來作為翹曲變形量;采用Axio LSM700激光共聚焦顯微鏡測量成型后基片的微通道結構輪廓尺寸(如圖3(c)所示),測量位置位于微通道上的A點,距離基片短邊緣20 mm,測量得到微通道截面的實際輪廓曲線并與理論輪廓對比,計算標準差來表征微通道復制度,標準差EMSR的計算方法如式(7)所示。
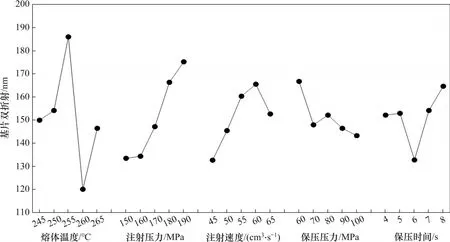
圖3 注射成型工藝對芯片基片雙折射的影響Fig. 3 Effect of injection molding process on birefringence of chip substrate
式中:Ni表示理論輪廓第i個點的值;ni表示實際輪廓第i個點的值。
2 結果與討論
實驗設計與實驗結果如表2所示。基于表1所示的五因素五水平的注射成型工藝參數,可建立L25(55)的正交實驗,通過正交實驗得到不同參數組合下的微流控芯片,研究工藝參數對基片與蓋片成型質量的影響規律,包括微通道復制度、殘余應力、翹曲變形三個關鍵指標。
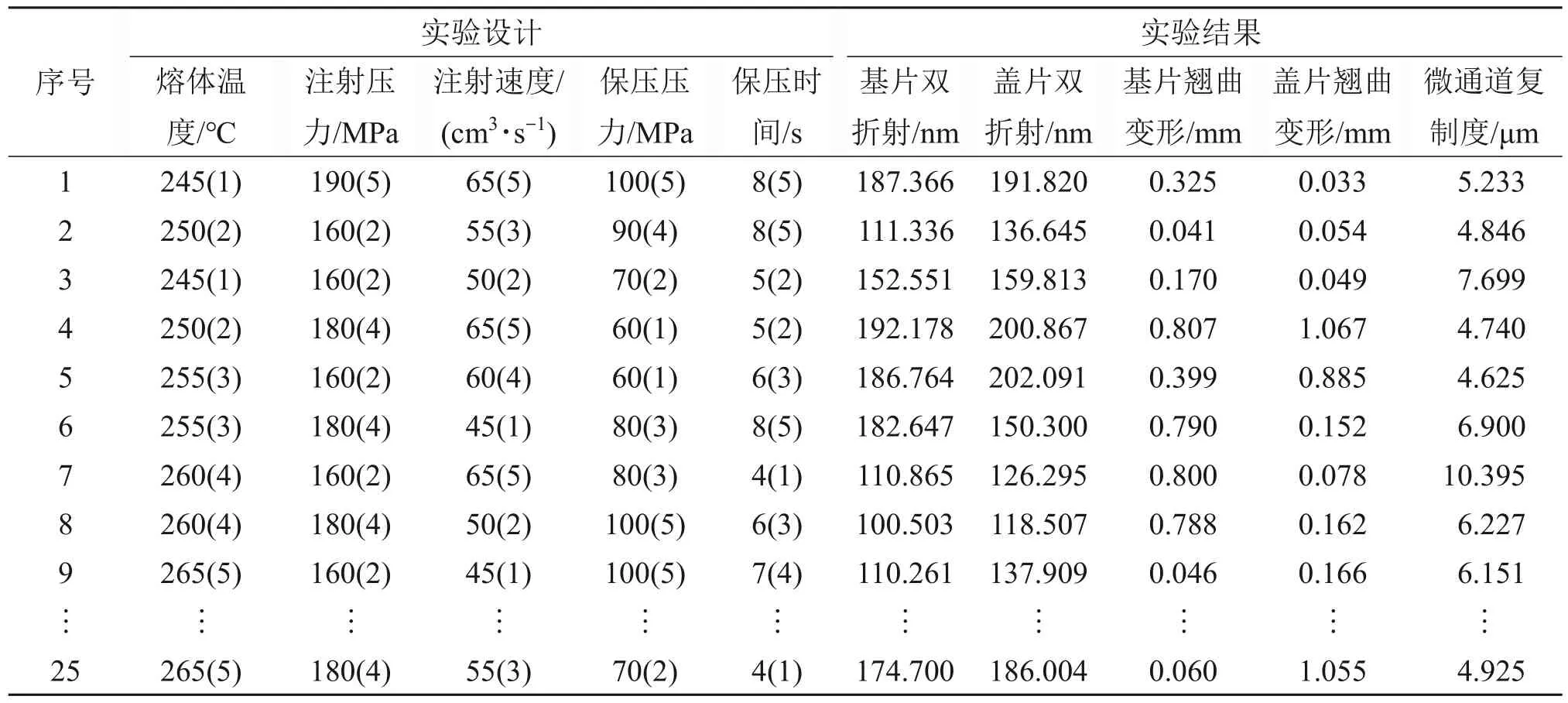
表2 L25(55)正交實驗及實驗結果Table 2 L25(55) orthogonal experiments and experimental results
2.1 工藝參數對殘余應力的影響
過大的殘余應力是導致芯片翹曲變形的重要原因。由于雙折射和殘余應力呈正相關,利用雙折射偏光應力儀檢測芯片的雙折射以表征殘余應力。圖3和圖4所示分別為工藝參數對芯片基片和蓋片雙折射的影響曲線。正交實驗結果證明:影響微流控芯片的基片與蓋片殘余應力的工藝參數素有所差異,對于基片來說,主要參數影響程度由大到小依次為熔體溫度、注射壓力、注射速度、保壓時間、保壓壓力,而影響蓋片的主要因素影響程度由大到小依次為保壓壓力、注射速度、熔體溫度、保壓時間、注射壓力。
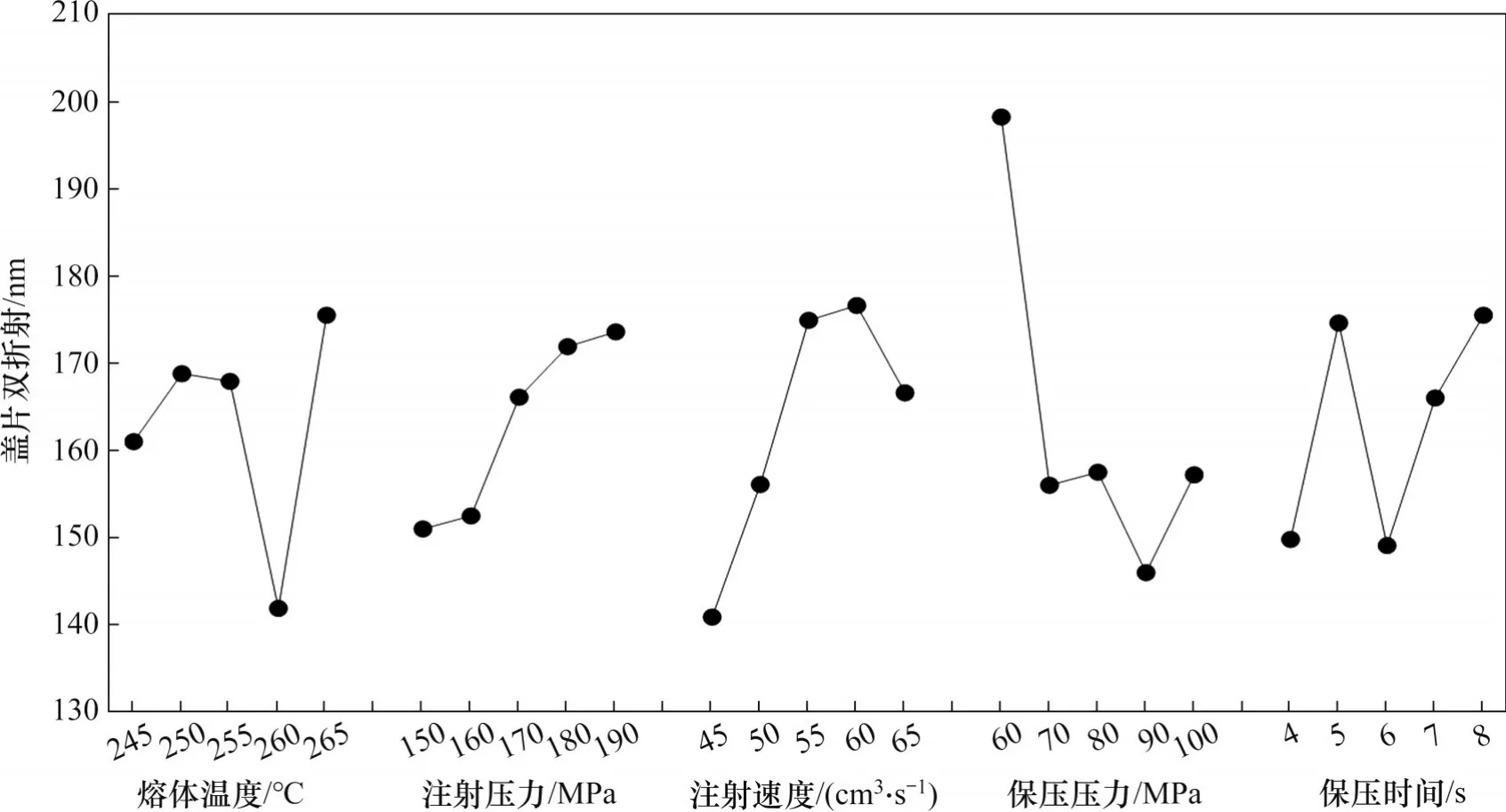
圖4 注射成型工藝對芯片蓋片雙折射的影響Fig. 4 Effect of injection molding process on birefringence of chip cover
注射成型熔體溫度對基片的殘余應力影響最顯著,對于蓋片的殘余應力也是主要因素,隨著熔體溫度的升高,芯片基片與蓋片的殘余應力先增加后減少再增大的趨勢,溫度升高有利熔體流動填充,減少殘余應力,而溫度太高也會導致熱殘余應力的增加,存在一個最優的熔體溫度水平使其影響最小。結果表明基片與蓋片的最優注射成型熔體溫度一致,為265 ℃。注射速度對于二者皆有較大的影響,隨著注射速度的增加,殘余應力先顯著上升后減少,總的來說,較小的注射速度可以明顯降低殘余應力,可見熔體溫度和注射速度是影響芯片殘余應力最主要的兩個因素。
保壓壓力對基片殘余應力影響最小,對蓋片的殘余應力影響卻最為明顯,同時隨著保壓壓力增加,殘余應力呈降低趨勢,因此可以通過增加保壓壓力來減少殘余應力;注射壓力對基片的影響程度較大,對蓋片的影響較小,隨著注射壓力增加,殘余應力增加,減少注射壓力能夠一定程度上減少芯片的殘余應力。
通過分析工藝對殘余應力的影響優化注射成型芯片殘余應力,有助于后續形成更牢固的鍵合,而對于同時注射成型的芯片基片與蓋片殘余應力指標來說,最優成型工藝參數卻存在略微差異,需要后續進一步優化。基片最優參數如下:熔體溫度為265 ℃、注射壓力為150 MPa、注射速度為45 cm3/s、保壓壓力為100 MPa 和保壓時間為6 s。蓋片最優參數如下:注射壓力為150 MPa、注射速度為45 cm3/s、保壓壓力為90 MPa 和保壓時間為6 s。
2.2 工藝參數對翹曲變形的影響
通過三坐標儀檢測芯片翹曲變形,分析實驗結果發現同一參數對基片與蓋片變形的影響存在差異,最優參數也存在一定差異。圖5和圖6所示分別為工藝參數對芯片基片和蓋片翹曲變形的影響。由圖5和圖6可知:影響基片翹曲變形的主要因素由大到小依次為熔體溫度、注射壓力、注射速度;而影響蓋片翹曲變形的主要因素由大到小依次為熔體溫度、注射速度、保壓時間。當熔體溫度為265 ℃、注射壓力為190 MPa、注射速度為55 cm3/s、保壓時間為8 s 時,基片翹曲變形達到0.87 mm,蓋片翹曲變形為0.12 mm;當熔體溫度為270 ℃、注射壓力為170 MPa、注射速度為50 cm3/s、保壓時間為8 s 時,蓋片翹曲變形達到1.14 mm,而基片翹曲變形為0.60 mm。同時注射成型的基片與蓋片在相同的參數下翹曲變形有很大差異,若僅以基片或者蓋片其中一方的變形為指標進行優化,則導致一方的變形小而另一方的翹曲變形卻極大。從正交實驗的結果分析可得基片最優參數如下:熔體溫度為250 ℃,注射壓力為150 MPa、注射速度為55 cm3/s、保壓壓力為70 MPa和保壓時間為7 s,此時基片變形為0.04 mm,而蓋片變形為0.68 mm;蓋片最優參數如下:熔體溫度為250 ℃,注射壓力為160 MPa、注射速度為45 cm3/s、保壓壓力為100 MPa 和保壓時間為7 s,該參數下蓋片變形為0.05 mm,基片變形為0.52 mm。結果表明單一正交優化實驗無法消除基片與蓋片之間的差異,實驗結果也顯示,翹曲變形與殘余應力存在聯系,殘余應力越大的制件變形也越大,二者需要聯合優化。
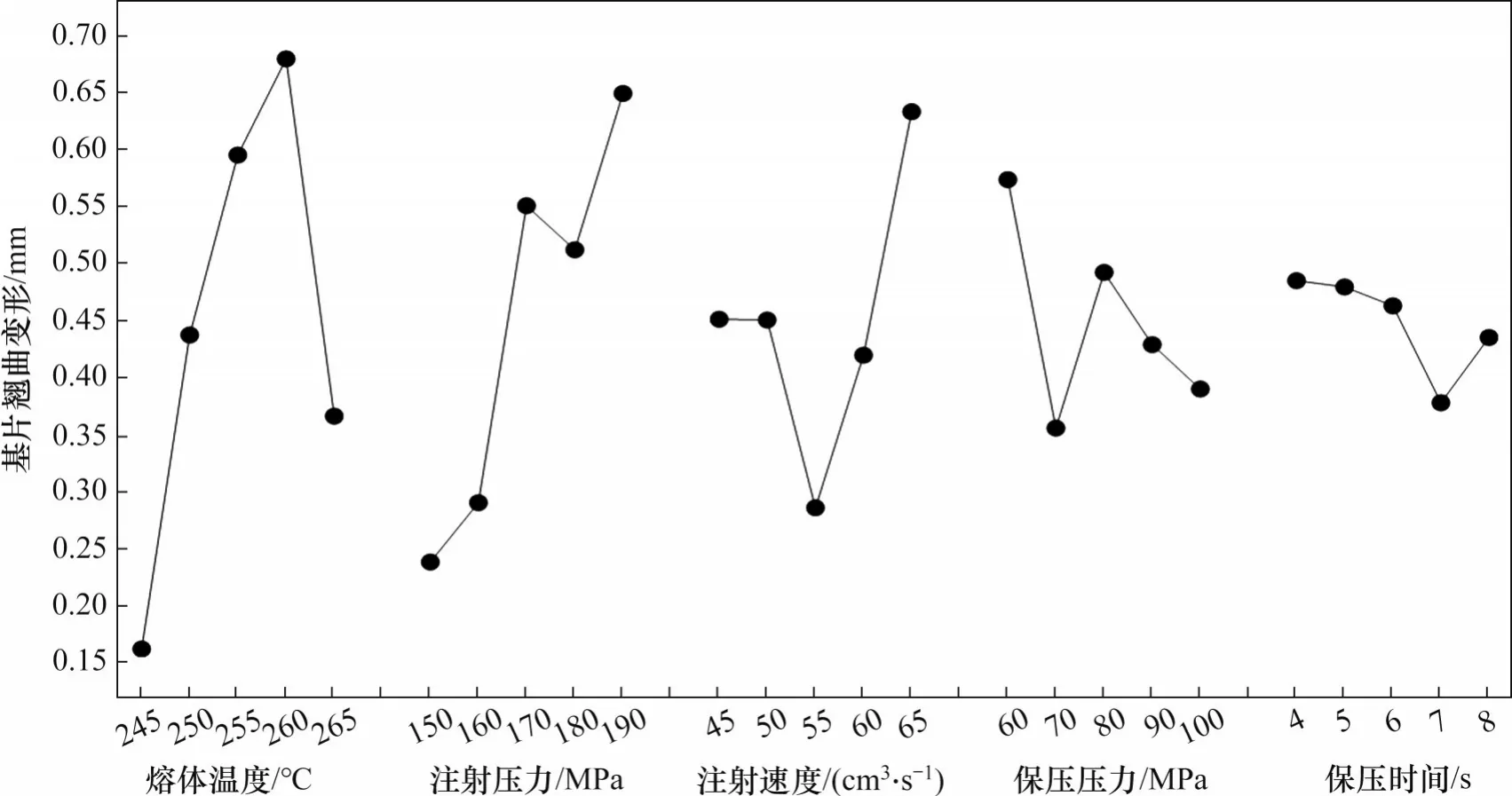
圖5 工藝參數對芯片基片翹曲變形的影響Fig. 5 Influence of process parameters on warpage deformation of chip substrate
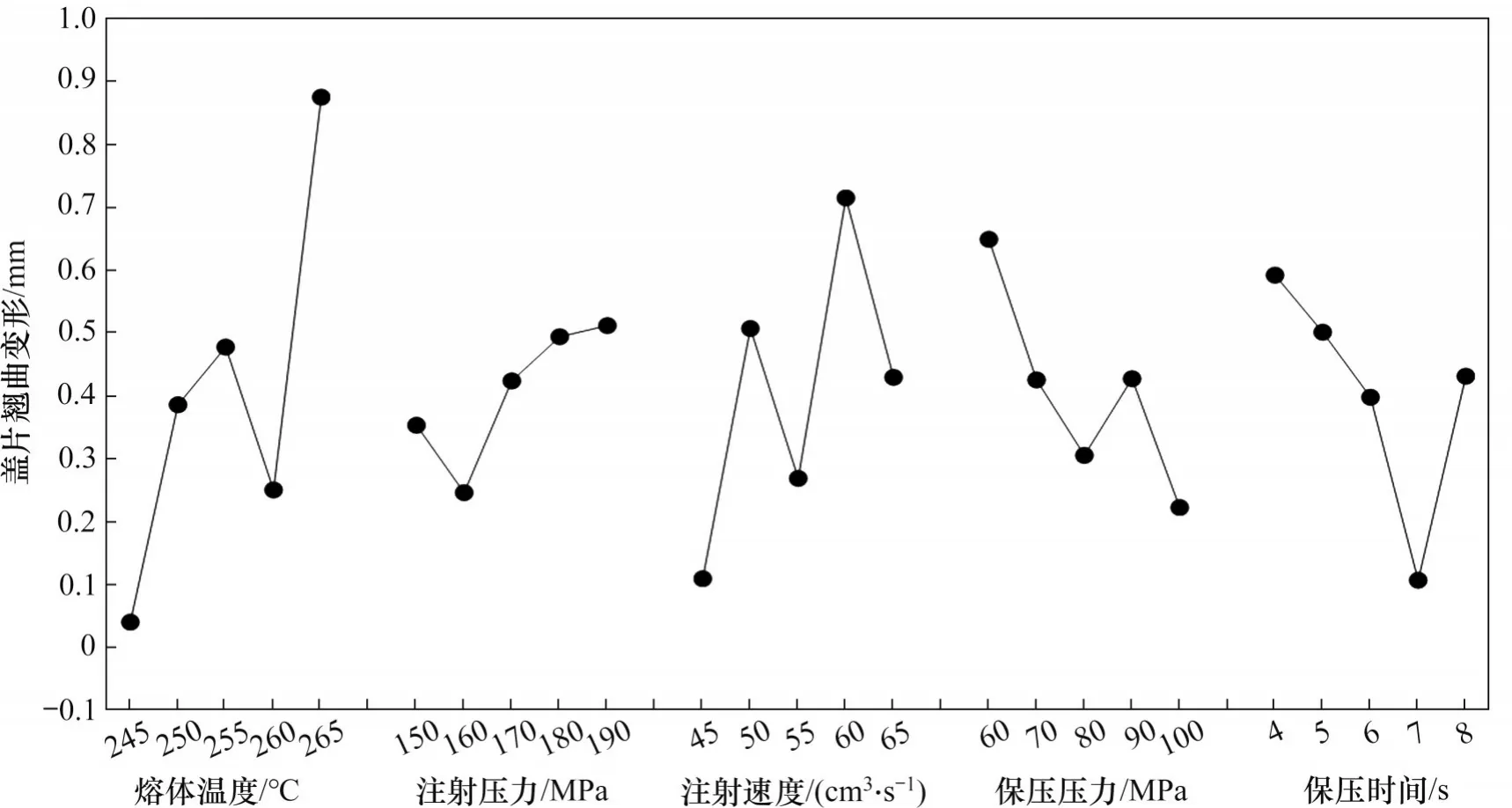
圖6 工藝參數對芯片蓋片翹曲變形的影響Fig. 6 Influence of process parameters on warpage deformation of chip cover
2.3 工藝參數對微通道復制度的影響
注射成型過程中微通道的復制度是芯片質量的重要體現,復制度越高,芯片的檢測分析功能效果越好。
對于熱塑性聚合物,模具溫度應在玻璃態轉變溫度以下,而熔體溫度一般遠遠大于玻璃態轉變溫度,使得兩者之間存在溫差,導致填充過程中會形成冷凝層阻礙熔體流動,特別是薄壁制件,冷凝層的影響較為明顯。由于存在表面張力,冷凝層并不能完全復制模芯結構,同時受成型參數的影響,導致實際成型微通道與理論輪廓存在差異,如圖7 所示,實際成型微通道輪廓收縮不均勻,表面較為粗糙。
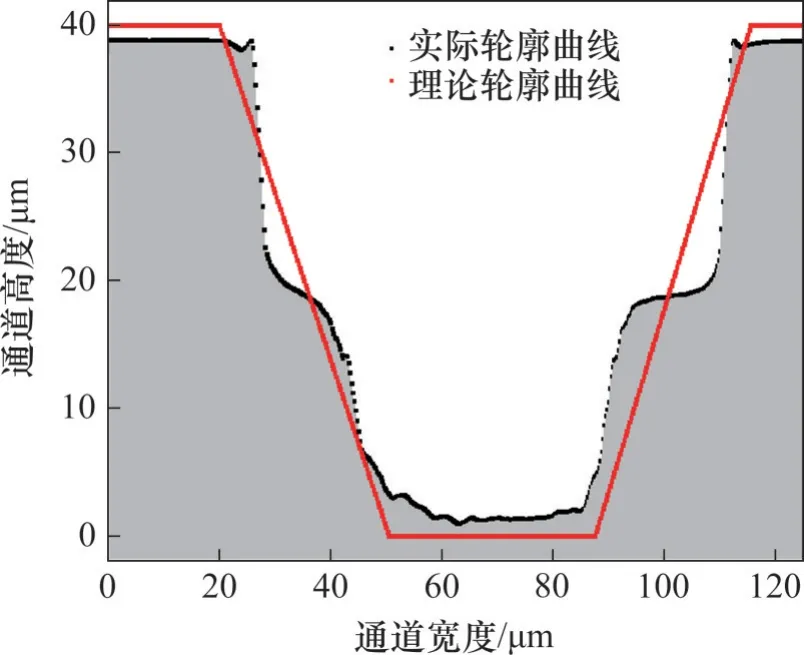
圖7 基片微通道理論輪廓與實際輪廓對比Fig. 7 Comparison between theoretical and practical profiles of substrate microchannels
激光共聚焦顯微測量不同參數下微通道形貌,計算實際輪廓與理論輪廓的標準差作為微通道尺寸復制度的參考指標,根據式(1)的計算,微通道復制度越高則標準差值越小。實驗研究工藝參數對微通道復制度的影響規律如圖8所示。工藝參數對微通道復制度的影響顯著性由大到小依次為注射速度、保壓壓力、熔體溫度、注射壓力、保壓時間。注射速度、保壓壓力、熔體溫度是主要的三個影響微通道復制度的因素,當注射速度從60 cm3/s 增加到65 cm3/s,微通道形貌標準差從5.19 增大到7.15,微通道復制度降低37.8%,當保壓壓力從60 MPa增加到90 MPa時,微通道形貌標準差從5.30 增大到6.25,微通道復制度降低17.9%,當熔體溫度從250 ℃增大到265 ℃,微通道標準差由5.34 增大到7.09,微通道復制度降低32.8%。
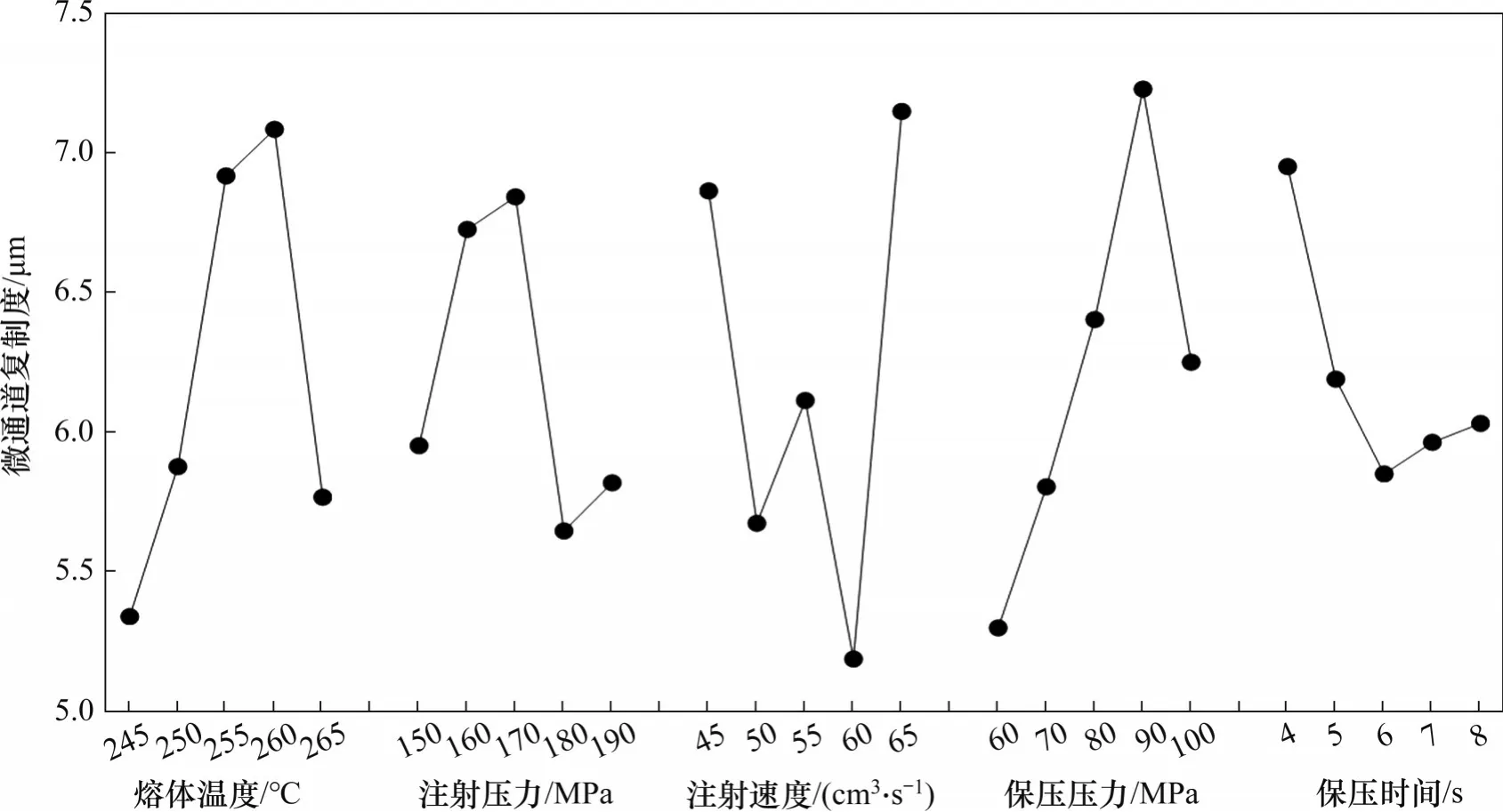
圖8 工藝參數對微通道復制度的影響規律Fig. 8 Effect of process parameters on microchannel replication
以微通道復制度為工藝優化指標,通過正交實驗優化得到的最優參數如下:熔體溫度為250 ℃,注射壓力為180 MPa、注射速度為60 cm3/s、保壓壓力為60 MPa和保壓時間為6 s。
2.4 灰色關聯分析優化注射成型參數
微流控芯片由基片與蓋片組成,基片上面具有微通道結構,二者通過注射成型,在工藝調控中不僅需要滿足微通道關鍵結構的高復制度,還要保證低的殘余應力與小翹曲變形來綜合實現高芯片成型質量。在前文中,分別研究的工藝參數對注射成型微流控芯片的殘余應力、翹曲變形、微通道復制度的影響規律,并通過正交實驗優化分別得到最優參數如表3所示。影響三種指標的因素雖然顯著性不同,但其中熔體溫度和注射速度對于三種指標都是主要的,熔體溫度影響流體黏度與流動阻力,較高溫度有利于填充完整,導致較大的熱殘余應力和翹曲變形,但較高的熔體溫度與模具溫度溫差較大,冷卻時收縮變形比較嚴重,這將導致熱殘余應力和翹曲變形的產生。注射速度低不利于填充完整以及提高微通道的復制度,而過高的注射速度也會導致流動殘余應力增加。具有微通道結構的基片與不具有微通道的蓋片同時注射成型時,常規注射工藝以及宏觀成型機理可能不適用微結構的成型時,從正交實驗結果可以看出:不僅單一指標下基片與蓋片的最優參數存在差異,而且不能得到同時滿足高復制度、低殘余應力和低翹曲變形三種指標的最優工藝。針對這一問題,利用正交實驗結合灰色關聯分析的方法,將三種指標聯合進行多目標優化。
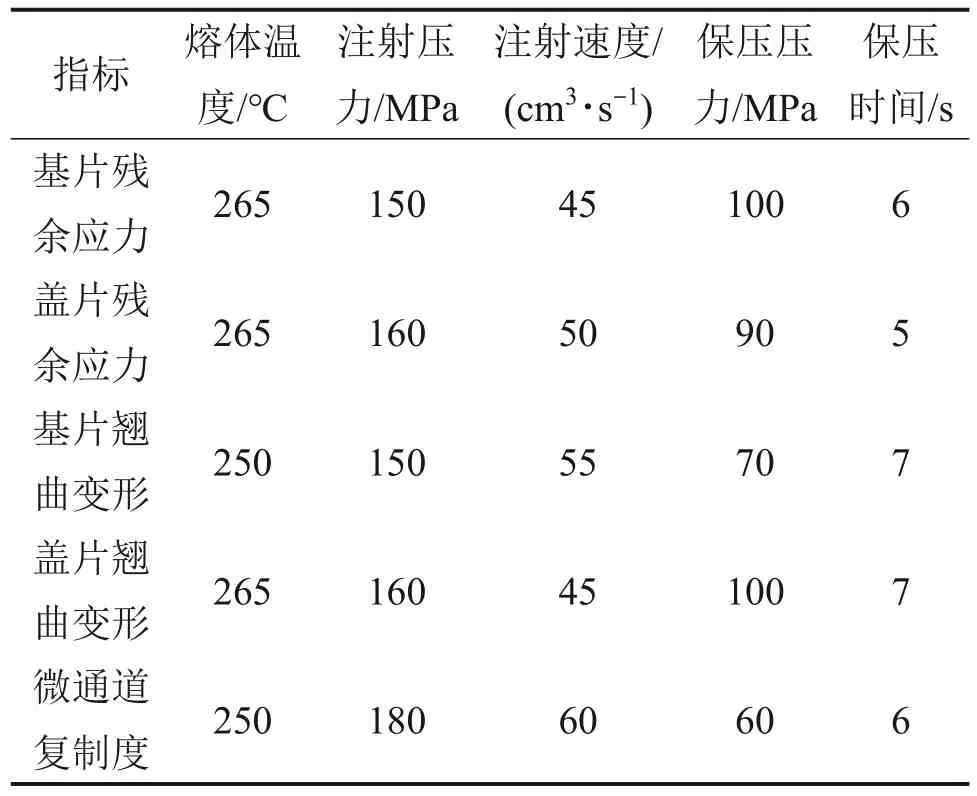
表3 不同指標下最優注射成型工藝參數Table 3 Optimal injection molding process parameters under different indexes
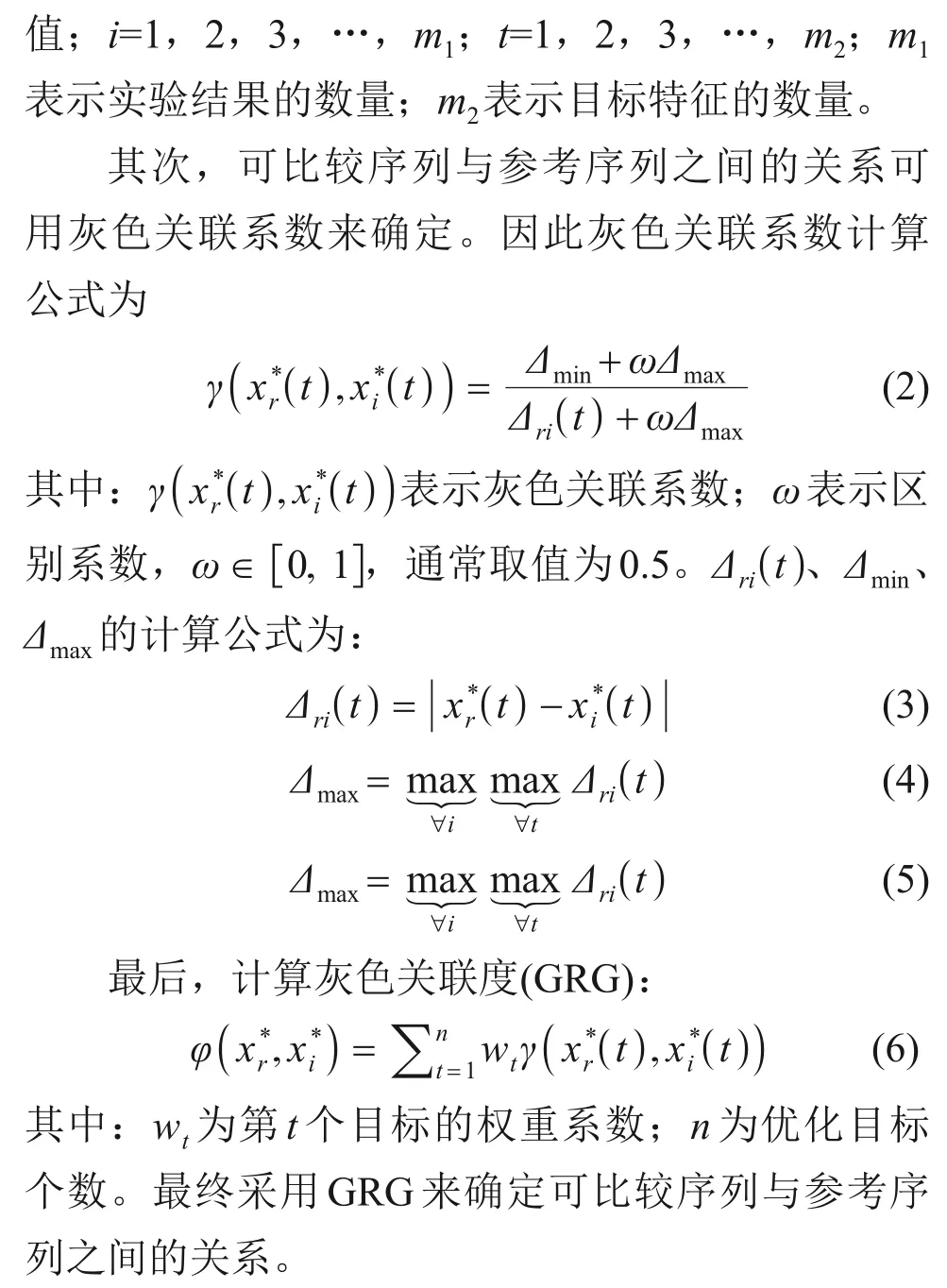
為了使基片殘余應力、蓋片殘余應力、基片翹曲變形、蓋板翹曲變形和微通道復制度都達到最低,采用式(2)將實驗結果的原始序列歸一化為[0,1],如表4 所示。參考序列通常定義為1,表示最佳性能。因此,將最接近參考序列的可比序列看作是最優方案。由式(2)計算得到灰色關聯系數(見表5),再用式(6)計算灰色關聯度,在本研究中,優化目標的權重是不同的,最重要的目標是微通道的復制度,此外,基片翹曲變形和蓋片翹曲變形的權重相同,基片殘余應力和蓋片殘余應力的權重相同。基板殘余應力、蓋板殘余應力、基板翹曲變形、蓋板翹曲變形、微通道復制度分別設置為0.125 0、0.125 0、0.175 0、0175 0 和0.400 0。對應田口實驗序列的灰色關聯度如圖9所示。由圖9可見,在25 次實驗中第2 次的灰色關聯度最大為0.903。因此,第2次實驗是微流控芯片多目標優化的設計變量為最佳組合。最優參數如下:熔體溫度為245 ℃、注射壓力為160 MPa、注射速度為50 cm3/s、保壓壓力為70 MPa 和保壓時間為5 s,在最優參數下,微流控芯片微通道復制百分比達到93%(如圖10 所示),殘余應力最小為16.97 MPa,分布最小,同時基片翹曲變形為41 μm,蓋片翹曲變形為54 μm。
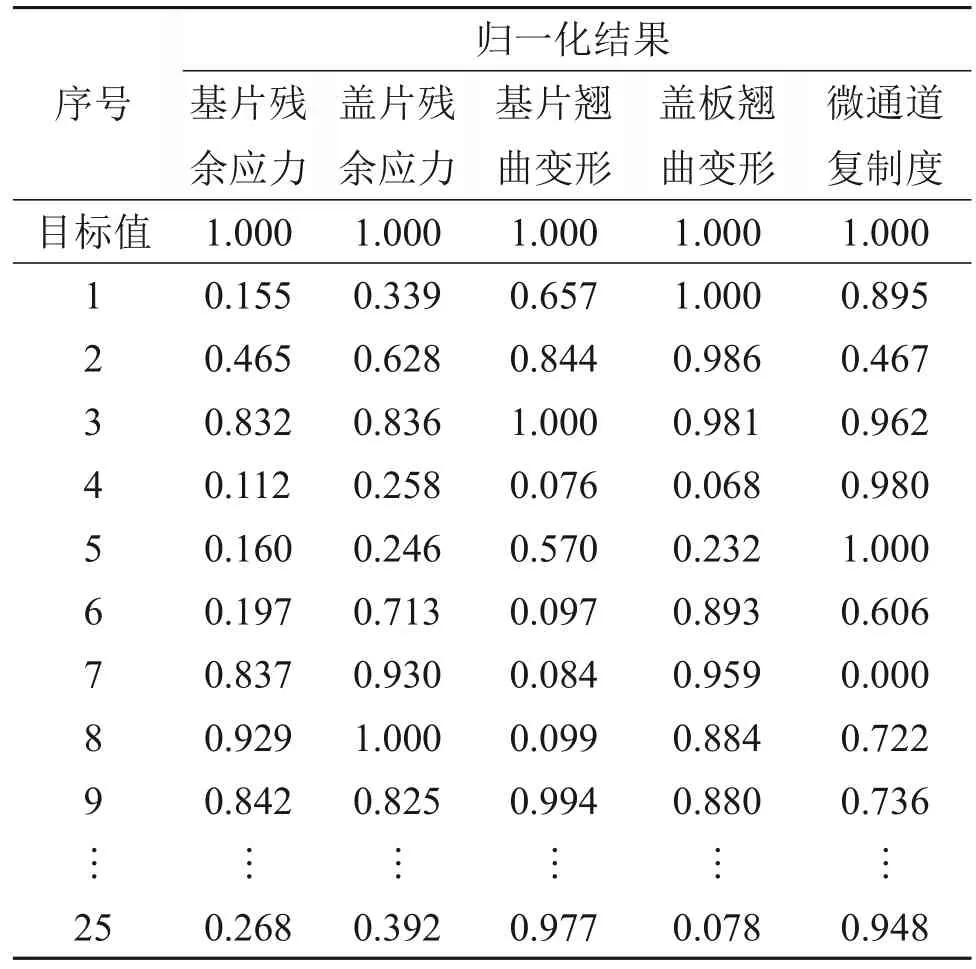
表4 每個優化目標的灰色關系生成Table 4 Grey relational generation of each objective
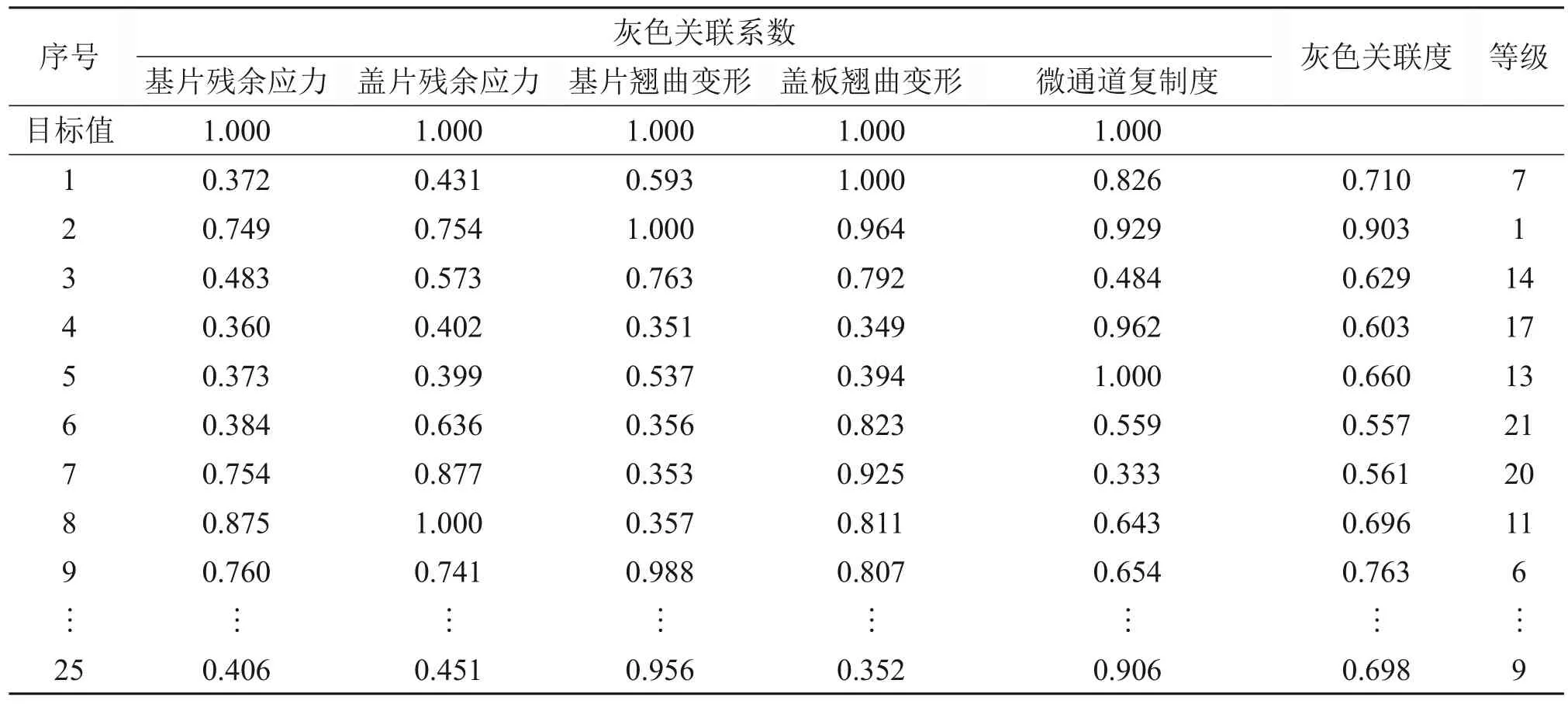
表5 灰色關聯系數和灰色關系等級的結果Table 5 Results of grey relational coefficient and grey relational grade
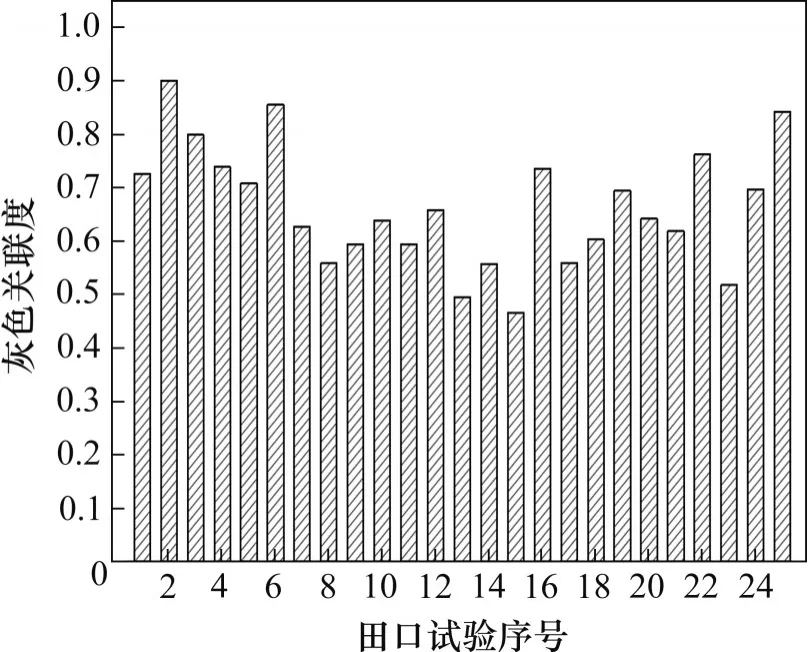
圖9 對應田口實驗序列的灰色關聯度Fig. 9 Grey relational generation corresponding to Taguchi test sequence
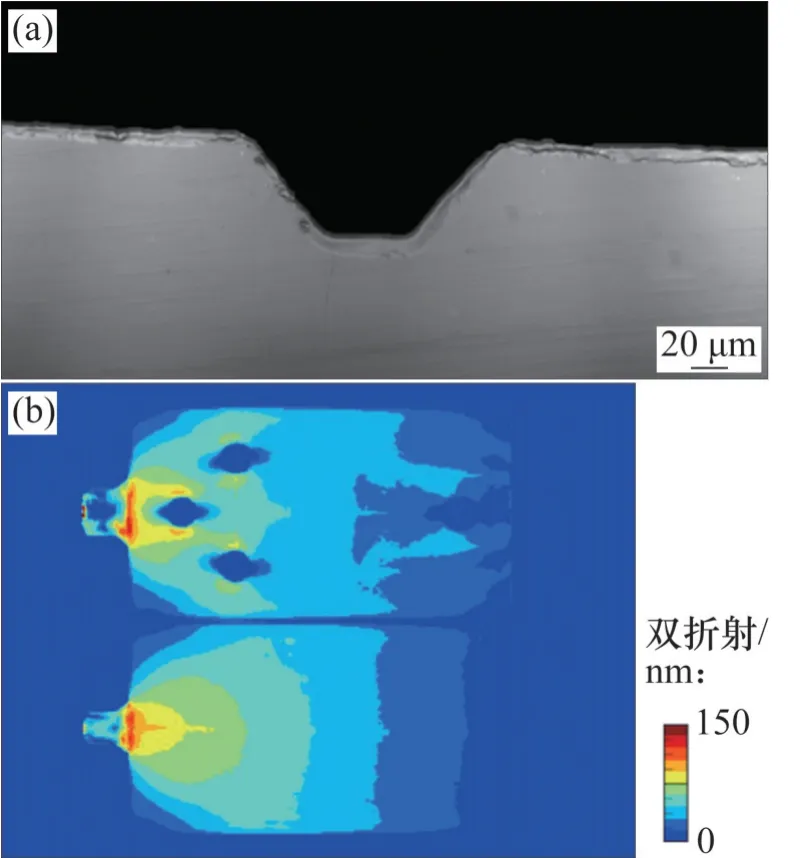
圖10 最優成型參數下微流控芯片的成型質量Fig. 10 Molding quality of microfluidic chip under optimal molding parameters
微流控芯片成型質量相關標準還未明確,研究人員對于成型指標的表征并未統一,在研究工作中對微通道復制度、殘余應力和翹曲變形等指標的量化表征很少,研究主要集中在工藝參數對成型指標的影響規律和機理。微流控芯片注塑成型質量對比如表6所示。最優芯片注塑成型質量與國內外相關研究對比可以發現:目前大多數研究還是針對單一指標的成型工藝控制與優化,本文基于殘余應力、翹曲變形、微通道復制度三種指標對PMMA 微流控芯片注射成型工藝優化,得到成型質量良好,對實現微流控芯片高質量、大批量生產具有重要實際的意義。
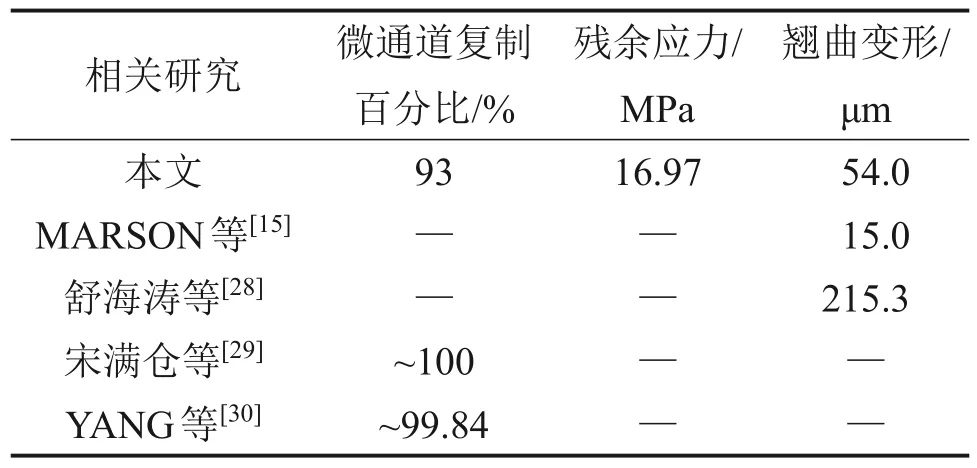
表6 微流控芯片注塑成型質量對比Table 6 Microfluidic chip injection molding quality comparison
3 結論
1) 正交實驗工藝參數對于微通道復制度、殘余應力與翹曲變形三種指標影響程度存在差異,熔體溫度和注射速度對于三種指標都是主要的。單一指標下,基片與蓋片的最優參數存在差異,而且不能得到同時滿足高復制度、低殘余應力和低翹曲變形三種指標的最優工藝。
2) 工藝參數對不同優化指標影響顯著性有較大差異,同一指標下基片與蓋片的性能也存在差異,單一指標的優化不能協調整體質量,需要使用多目標優化方法綜合三重指標進行整體評估,實現高微通道復制度、低殘余應力、低翹曲變形的微流控芯片成型。
3) 采用田口灰色關聯預測方法優化得到的最優注射成型工藝參數如下:熔體溫度為245 ℃、注射壓力為160 MPa、注射速度為50 cm3/s、保壓壓力為70 MPa和保壓時間為5 s,在最優參數下,微流控芯片微通道復制百分比達到93%,殘余應力最小為16.97 MPa,分布最小,同時基片翹曲變形為41 μm,蓋片翹曲變形為54 μm。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
