聚氨酯超薄磨耗層抗滑性能衰變研究
2023-09-09 02:39:36龍承梁劉曲平
重慶交通大學學報(自然科學版) 2023年7期
關鍵詞:質量
余 苗,龍承梁,劉曲平
(1. 重慶交通大學 交通土建工程材料國家地方聯合工程實驗室,重慶 400074; 2. 長安大學 公路學院,陜西 西安,710064; 3. 重慶市長壽區云臺中學校,重慶 401220)
0 引 言
瀝青路面抗滑性能會在荷載和環境的長期綜合作用下發生衰變,抗滑性能不足將會導致路面行駛安全性降低。研究表明:瀝青路表面磨耗薄層不僅可以提升原路面的抗滑性能,還可修復因長時間運行而導致路用性能衰退的老舊路面[1]。如今道路較大的運營壓力、車輛頻繁制動、超載等現象都對超薄磨耗層的路用性能提出了更高要求。
謝群等[2]研究了不同類型集料對雙組分環氧樹脂抗滑薄層抗滑性能的影響,發現彩色陶瓷顆粒、玄武巖和煅燒鋁礬土這3種薄層在經歷3 h的磨耗后,抗滑性能衰變速率減緩且趨于平穩,其中玄武巖的抗磨耗性能最優;李晶晶等[3]通過調整不同配比和荷載作用次數,建立了雙組分環氧樹脂磨耗層的抗滑衰變預估模型,該模型較好地反映了改性環氧樹脂用量、骨料用量及粒徑和施工工藝等對磨耗層抗滑衰變規律的影響;S.TORBRUEGGE等[4]在對瀝青路面超薄磨耗層抗滑性能的分析中明確指出:骨料是影響抗滑性能的主要因素之一;陳輝強等[5]系統研究了雙組分薄層鋪裝材料的綜合性能,證明抗滑薄層具備優異的抗滑性能;王火明等[6]研制了一種厚度僅為1~2 mm的新型聚氨酯超薄路面抗滑層,該抗滑層在規定配合比和施工條件下具有優異的抗滑性能和耐磨性能。綜上可知:傳統磨耗層存在抗滑性能衰變率較快、耐久性差等問題,而由高分子膠黏劑和耐磨骨料所制備的超薄磨耗層在提升路用性能方面具有顯著優勢,但其取決于膠黏劑性能和骨料性質[7-9]。常用的環氧材料易受光氧老化,單組分聚氨酯材料黏結強度較低,故具有良好力學、耐溫變、耐疲勞等性能的雙組分聚氨酯材料成為制備超薄磨耗層的重要選擇之一[10]。然而學界缺乏對雙組分聚氨酯超薄磨耗層的深入分析,故須對其在不同外界條件作用下的性能衰變展開進一步研究。
為深入研究雙組分聚氨酯超薄磨耗層的抗滑性能,分析磨耗層表面宏觀紋理演化對抗滑性能的影響,筆者通過輪胎-路面動態摩擦儀和激光輪廓掃描儀展開試驗研究。通過探析抗滑性能的決定因素,揭示了宏觀紋理演化對抗滑性能衰變的影響規律,為聚氨酯材料的工程運用提供參考。
1 試驗材料與方法
1.1 原材料
1.1.1 聚氨酯
試驗采用雙組分聚氨酯作為黏結材料,由多元醇(甲組分)與異氰酸酯(乙組分)拌和反應制備,比例為4∶1。其基本性能如表1。
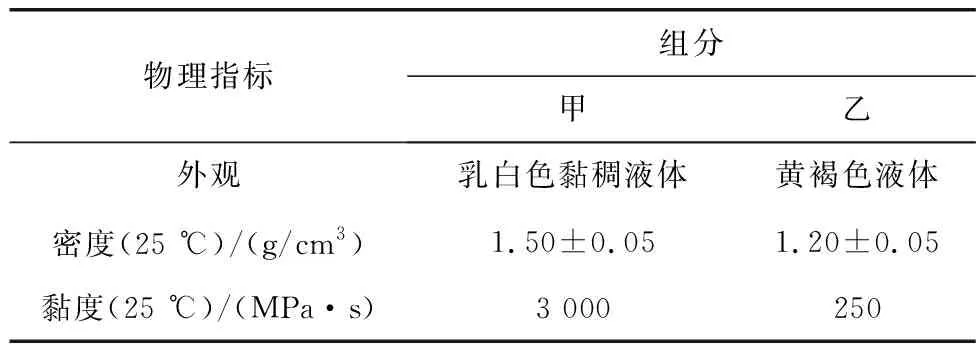
表1 雙組分聚氨酯基本性能Table 1 Basic properties of two-component polyurethane
1.1.2 骨 料
聚氨酯超薄磨耗層中的骨料是主要的防滑耐磨材料,因此在選取骨料時需要考慮硬度、粒徑、棱角性等眾多因素。硬度較高的骨料能保證磨耗層耐磨性;單一粒徑骨料在固化成型后可使路面具有較好的平整度;棱角性好的骨料可使磨耗層具有足夠的抗滑性[11-12]。聚氨酯超薄磨耗層選用粒徑為3~4 mm的玄武巖作為抗滑耐磨骨料,根據JTG E42—2005《公路工程集料試驗規程》[13],對骨料主要技術指標進行了測試,如表2。
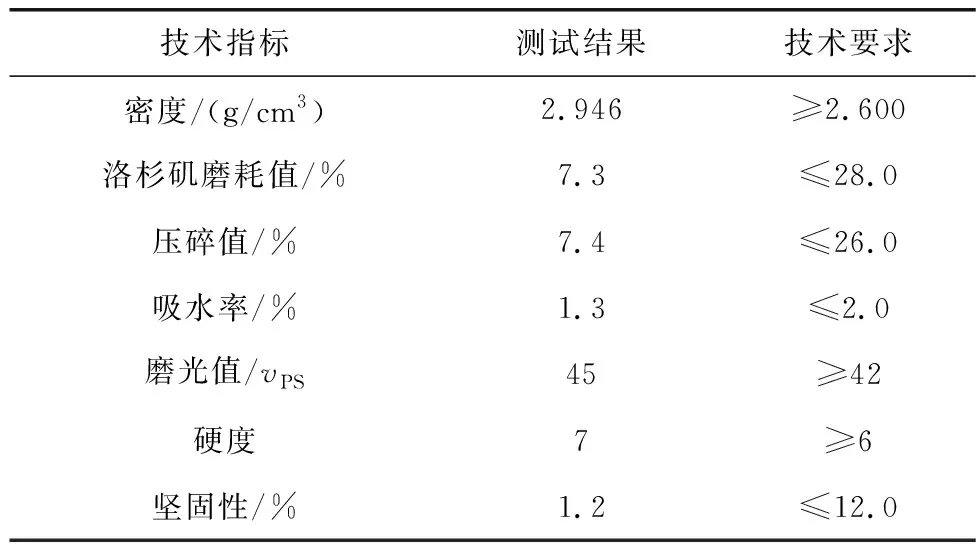
表2 骨料主要技術指標Table 2 Main technical indexes of aggregate
1.2 試驗設備與方法
1.2.1 試驗設備
試驗主要儀器包括課題組自主研發的輪胎-路面動態摩擦測試儀和激光輪廓掃描儀[14]。通過動態摩擦儀控制速度、荷載等影響因素來模擬研究車輛輪胎對磨耗層的磨損作用,并實時記錄胎路間動摩擦系數fDFC(dynamic friction coefficient);通過激光輪廓掃描儀測定磨耗層輪廓信息,并以此來計算宏觀紋理參數。
1.2.2 試驗方法
試件制作過程:① 成型尺寸為300 mm × 300 mm × 50 mm的瀝青混合料車轍試件;② 將聚氨酯甲、乙組分按照4∶1的質量比例混合均勻后制備150 g聚氨酯膠結料,并均勻涂刷在車轍板試件表面;③ 將適量的玄武巖均勻撒布在試件表面至完全覆蓋聚氨酯膠結料;④ 待試件固化成型后,掃除表面多余的玄武巖顆粒以便回收利用。
1)激光輪廓掃描試驗
激光輪廓掃描儀主要由MTI激光位移感應器、XC608雙軸聯動控制箱及電動十字導軌滑臺組成,并配有內含專用軟件的電腦,用于接收與顯示所采集的紋理信息。激光位移感應器以激光三角法為工作原理,可計算激光照射點在試件表面上的相對高度,以此獲取路面輪廓信息[15]。
掃描試驗時間節點設置為磨耗0、 0.5、 1、 2、 4、 6、 8、 10、 12、 14 h后,掃描區域為輪跡帶上相互垂直的的兩塊40 mm × 100 mm矩形區域,掃描路徑為S型。激光感應器的光點大小為0.03 mm,高度測試范圍為±12 mm,豎向位移控制為0.5 mm,因此每個測量區域將會有80條輪廓線,每條輪廓線長100 mm。測量區域和掃描路徑見圖1。
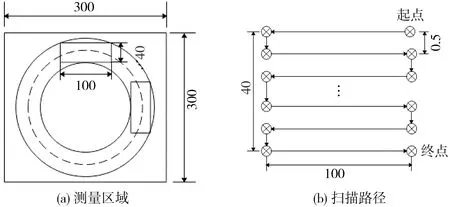
圖1 宏觀紋理測量區域及掃描路徑Fig. 1 Macro texture measurement area and scanning path
2)fDFC測定試驗
將已成型試件進行fDFC測定試驗。磨耗時間設置與掃描試驗時間一致,每次達到相應磨耗次數后需要稱取試件質量,計算前后質量差,以便分析骨料的剝落的情況。試驗控制變量分別為速度與荷載,整個試驗過程均采用8寸實心輪胎。具體試驗工況見表3。
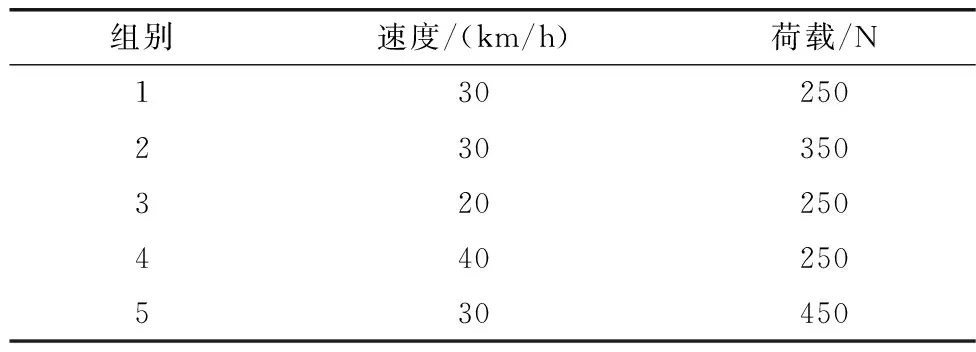
表3 動態摩擦測試工況Table 3 Dynamic friction test conditions
2 結果與分析
2.1 抗滑性能衰變過程及機理分析
2.1.1 磨耗層質量損失率分析
聚氨酯超薄磨耗層在輪載作用下,抗滑性能衰變的主要原因之一是骨料剝落。為合理分析磨耗層抗滑性能衰變,需對骨料質量損失率進行分析。試驗時測定磨耗前后試件質量損失,以此來評價骨料剝落的情況。骨料質量總損失率計算如式(1),階段質量損失率計算如式(2)。
(1)
(2)
式中:ω為質量總損失率,%;σ為階段質量損失率,%;m0為試件未經磨耗時質量,g;m1為不同磨耗時間試件磨耗后質量,g;m2為磨耗層原始質量,g;mi和mi+1分別為相鄰磨耗時間前后的試件質量,g。
不同工況下骨料質量損失規律如圖2。
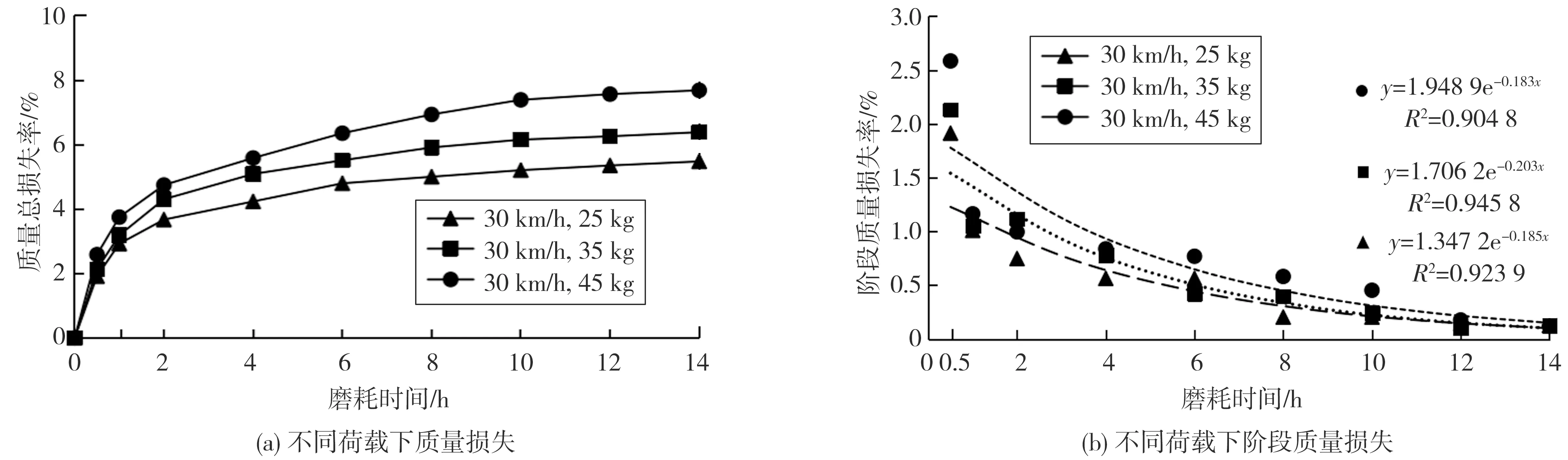

圖2 不同工況下骨料質量損失規律Fig. 2 Law of aggregate mass loss under different working conditions
由圖2可知:隨著試件磨耗時間增加,骨料質量損失逐漸增加,當磨耗時間超過6 h后,質量損失速率整體放緩。由圖2(a)、圖2(c)表明:以速度和荷載為變量時,骨料質量損失均呈現正相關關系;由圖2(b)、圖2(d)表明:所有試件經歷初期磨耗后,表面松散骨料大量剝落,磨耗0.5 h后質量損失幅度開始下降,并在后續磨耗中變小直至趨于穩定,后期骨料質量損失基本服從指數關系。由此可知:試驗初期,磨耗層表面黏結不牢固的骨料逐漸脫落,導致路面構造深度衰減速率較快;隨著荷載增大,胎面對磨耗層的應力也增大,骨料就越容易被剝落;隨著速度加快,單位時間內的磨耗次數增多,骨料質量損失也隨之增加;當磨耗到一定程度后,磨耗層表面松散骨料已基本剝落,宏觀紋理演化度變小且趨于平穩,剩余黏結良好的骨料則繼續提供摩阻力。
2.1.2 動態磨耗試驗結果分析
為更好地反映聚氨酯超薄磨耗層在不同因素作用下的抗滑性能,筆者設定了5種工況來分析抗滑性能衰變規律。試驗過程中,磨耗層隨著骨料剝落而逐漸顯現出一條完整輪跡帶,以其中一組試驗為例,磨耗過程中表面形貌變化見圖3。
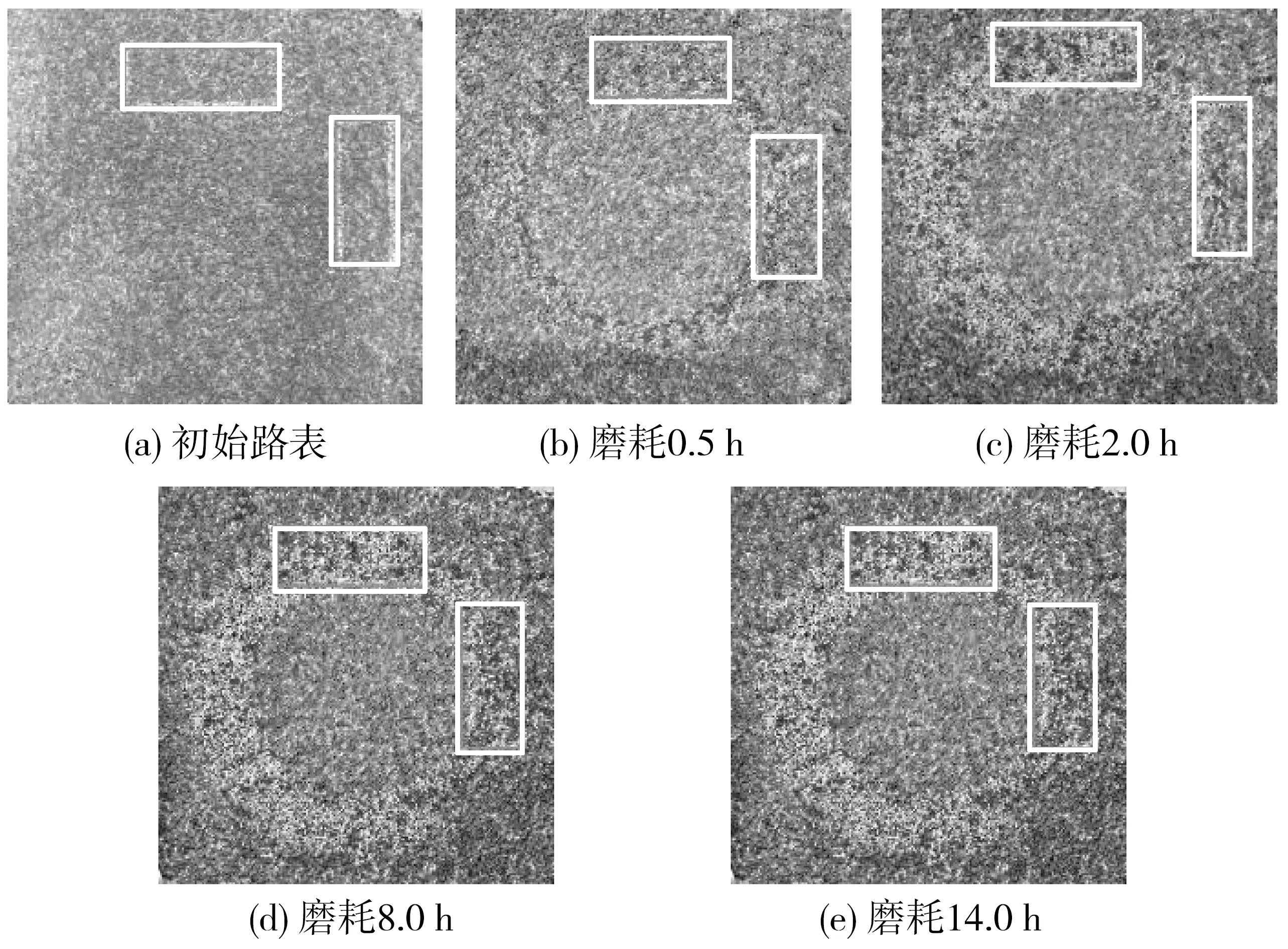
圖3 磨耗層試驗過程變化Fig. 3 Changes in the testing process of the wear layer
不同工況下的fDFC衰變規律如圖4。由圖4可看出:以荷載和速度為變量時,隨著磨耗時間增加,磨耗層fDFC均發生不同程度的衰減現象;當試驗荷載為250 N時,速度減小,fDFC反而增大,其整體衰減速率升高;當試驗速度為30 km/h時,荷載增加,磨耗層fDFC隨之增大,后續衰減幅度將會升高。
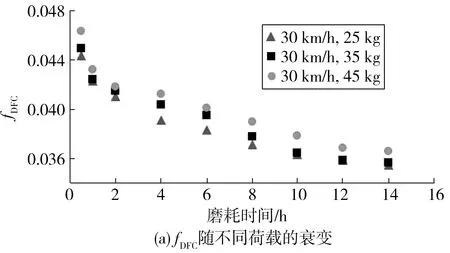

圖4 不同工況下的fDFC衰變規律Fig. 4 Decay law of dynamic friction coefficient under different working conditions
fDFC與骨料質量損失的關系如圖5。由圖5可知:磨耗層fDFC與骨料階段質量損失率(σ)和階段總質量損失率(ω)均存在較強的多項式關系,決定系數R2分別為0.583 3和0.902 2。由分析可知:速度、荷載和骨料質量損失是影響聚氨酯超薄磨耗層fDFC衰減的主要因素。整個試驗過程中,fDFC衰變曲線可分為3個階段:快速衰變、緩慢衰變和衰變穩定。快速衰變期主要以磨耗層表面松散的骨料剝落為主,表面粗糙度降低,導致此時的fDFC衰減較快;當與基面黏結性差的骨料相繼剝落后,進入以骨料表面磨光、磨損為主的緩慢衰變期;隨著輪載持續作用,骨料剝落和磨損達到一定程度,抗滑性能衰變進入穩定階段。

圖5 fDFC與骨料質量損失的關系Fig. 5 Relationship between dynamic friction coefficient and aggregate mass loss
為進一步明確磨耗層抗滑性能隨加速加載磨耗時間的衰減規律,筆者采用對數公式進行擬合回歸[16-18],如式(3)。
Y=Pln(X)+K
(3)
式中:Y為對應時刻的fDFC;X為磨耗時間;P、K分別為回歸系數。
fDFC與磨耗時間的擬合關系見表4。

表4 磨耗層抗滑性能衰變與磨耗時間關系擬合Table 4 Fitting relation between the decay of the slip resistance of the wear layer and the wear time
盡管不同組別磨耗層的工況不同,但擬合結果均表明:fDFC衰變與磨耗時間在總體上服從對數關系(R2均大于0.95)。由此可知:聚氨酯磨耗層的抗滑性能衰變呈現出先快后慢直至穩定的趨勢。
2.2 宏觀紋理演化與抗滑性能的多元回歸分析
2.2.1 激光掃描數據處理
1)鏡像處理
因由激光輪廓掃描儀采集到的數據繪制而成的圖形與實際觀測相反,因此需要對數據進行鏡像處理。
2)去噪處理
在宏觀數據采集完成后,得到的原始數據中往往會存在異常點,為更好地反映出路表整體情況,采用線性插值方式消除異常值。
3)傾斜修正
磨耗層制作工藝不足以做到使試件表面完全水平,導致測出的輪廓線會存在一定傾斜度。為了消除試件表面傾斜對宏觀紋理參數計算的影響,采用線性函數對數據進行線性擬合修正。
4)確定水平面
為了合理反映磨耗層表面特征,需分別確定每條輪廓線的水平面。將每條輪廓線的500個數據從小到大排列,取中位數為絕對水平面,對輪廓線進行上下平移。以其中一條斷面輪廓曲線為例,其處理過程見圖6。
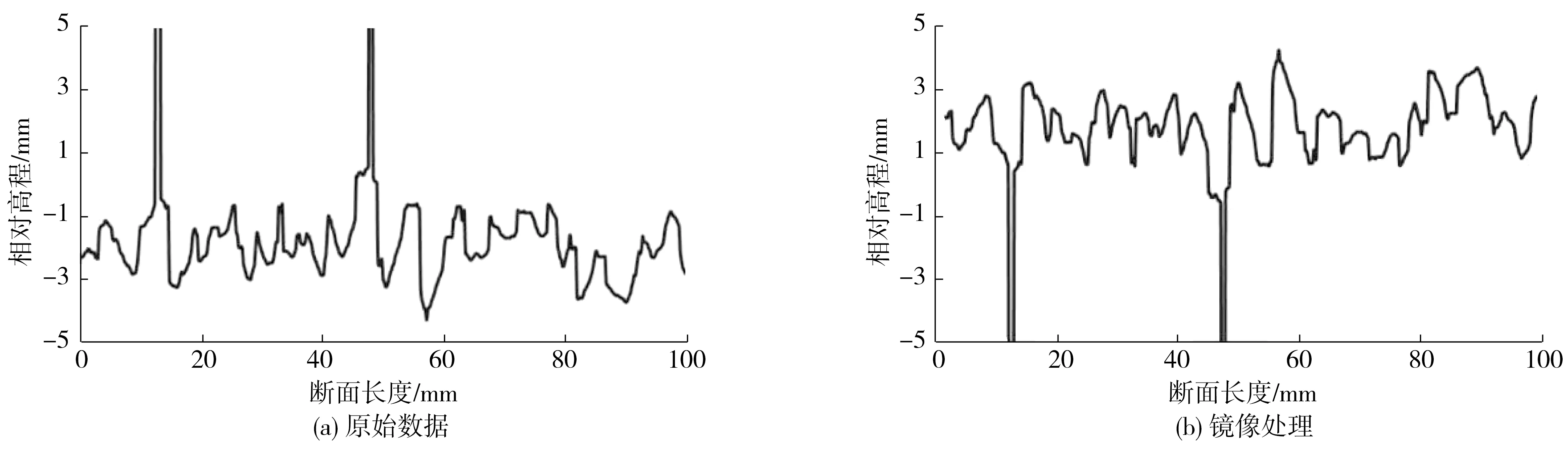
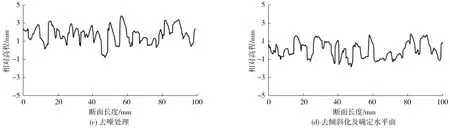
圖6 斷面輪廓數據處理過程Fig. 6 Data processing process of section profile
2.2.2 宏觀紋理指標的篩選及回歸分析
為了從多方面分析宏觀紋理演化與聚氨酯超薄磨耗層抗滑性能之間的關系,筆者選取平均斷面深度hMPD、輪廓算數平均偏差Ra、輪廓均方根偏差Rq、輪廓算數平均斜率Δa、輪廓均方根斜率Δq、輪廓算數平均波長λa、均方根波長λq、偏度Rsk、峰度Ku、平均高程差hMDE和表面磨損指數kSBI這4類11個紋理參數指標[19-22],參數注釋見圖7,相關計算見表5。為從眾多參數中選取具有代表性的表征參數,同時避免因參數間共線性而導致預估模型不準確的問題,需對參數進行相關性分析。若兩個指標間決定系數R2<0.6,說明這二者描述了不同的宏觀紋理特征[21]。

圖7 表面輪廓參數示意Fig. 7 Schematic diagram of surface profile parameters

表5 表面輪廓參數計算公式Table 5 Calculation formula of surface profile parameters
決定系數R2的矩陣如表6。由表6可見:紋理指標中hMPD與Ra、Rq、Δq之間存在顯著相關性(R2>0.80),hMPD與λq、hMDE存在較強相關性(R2>0.65),表明這6個指標對磨耗層宏觀紋理特征描述類似,因此僅保留常用的hMPD作為影響指標,其余5個指標可舍去;同理,Δa與λa相關性較強(R2>0.70),可保留后者。剩余指標Rsk、Ku和kSBI相互之間沒有明顯相關性,因此均可納入回歸模型中。
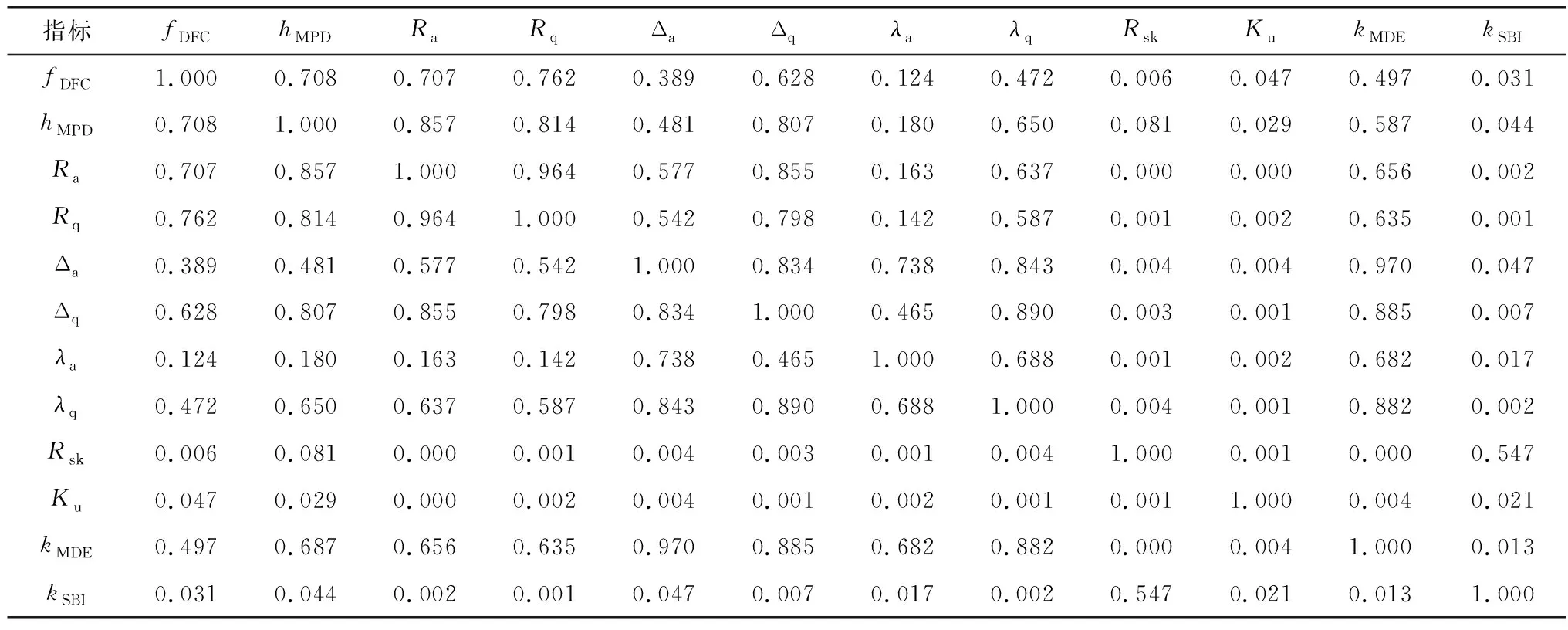
表6 決定系數R2矩陣Table 6 Matrix of the determination coefficients R2
借助SPSS將選出的6個參數進行多元逐步回歸分析,所得最優模型的決定系數R2=0.708,且未充分利用各類參數指標。鑒于此,筆者嘗試通過SAS分析軟件,構建相應的多元二次多項式模型。
為便于分析,將所有自變量綜合成一個合成向量,記為M1=[hMPDλaRskKukSBI],則二次多項式的回歸模型表示為[22]:
(4)
式中:A1為二次項系數矩陣;B1為一次項系數矩陣;C1為常數項。
在進行對M1的多種組合回歸后,得到的最高決定系數R2=0.890 3,但在對其模型參數檢驗與因子檢驗時均發現不顯著項和不顯著因子,這說明僅通過宏觀紋理演化不能合理地描述磨耗層的抗滑性能。故在考慮宏觀紋理的同時引入磨耗層骨料階段質量損失率(σ)和階段總質量損失率(ω)作為自變量,記為M2=[X1X2X3σω](X1~X3均可取hMPD、λa、Rsk、Ku、kSBI),再次進行二次多項式回歸分析。
當M2=[hMPDλakSBIσω]時,模型各方面檢驗均滿足要求,模型參數A2、B2、C2的計算結果見式(5)。
A2=
B2=[0.909 6 0.088 4 0.919 5 -0.019 4 -0.157 1]
C2=-1.280 7
(5)
二次多項式模型參數檢驗如表7。從表7可知:二次項模型決定系數R2=0.989 0,殘差平方和僅為0.000 237,模型線性項、二次項、交互項及模型總體F檢驗的P值均小于0.05,這說明自變量與因變量之間的回歸關系顯著。表8給出了對回歸模型因子進一步的檢驗結果,所有因子項F檢驗的P值均小于0.05,說明各因子回歸系數顯著。SAS回歸結果表明:在考慮宏觀紋理演化的同時,結合磨耗層階段質量損失率(σ)和階段總質量損失率(ω)的回歸多元二次多項式模型能較為準確地描述聚氨酯超薄磨耗層不同磨耗階段后的抗滑性能。
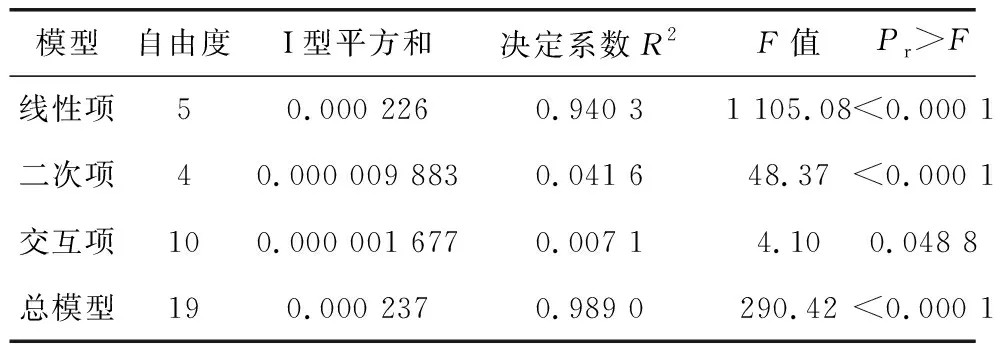
表7 二次多項式模型參數檢驗Table 7 Parameter test of quadratic polynomial model

表8 二次多項式模型因子檢驗Table 8 Factor test of quadratic polynomial model
3 結 論
基于不同速度和荷載作用,筆者對聚氨酯超薄磨耗層的抗滑性能及衰變規律進行了研究,分析了表面宏觀紋理演化對抗滑性能的影響,得出以下結論:
1)動態磨耗試驗表明:速度、荷載和骨料質量損失是影響磨耗層抗滑性能衰變的主要因素,其中骨料質量損失是速度和荷載對磨耗層作用的直觀反映。速度值和荷載值越大,則骨料質量損失率越高,磨耗層抗滑性能衰變越快。試驗前期,磨耗層骨料質量損失是導致抗滑性能衰變的主要原因;試驗中后期,骨料質量損失率大幅降低且基本服從指數關系,磨耗層的抗滑性能趨于穩定。
2)聚氨酯超薄磨耗層表面宏觀紋理特征與抗滑性能密切相關,因此選取幅度特征、間距特征、形狀特征與綜合特征這4類指標,對試驗過程中fDFC與宏觀紋理演化的關系展開研究。為避免指標間高度相關而導致的回歸模型共線性問題,對所有參數進行相關性分析。基于此,得知hMPD、λa、Rsk、Ku和kSBI分別描述了不同的宏觀紋理特征,可用于建立其與fDFC的回歸模型。
3)基于磨耗層表面構造研究,在進行宏觀紋理與fDFC之間的多次回歸分析后,引入骨料階段質量損失(σ)和階段總質量損失(ω)作為自變量,最終得到包含hMPD、λa、kSBI、σ和ω這5個因子的多元二次多項式回歸模型,R2=0.989 0,可準確描述聚氨酯超薄磨耗層宏觀紋理演化與抗滑性能的關系。
4)樹脂類超薄磨耗層在今后的設計運用中,除了需要研究速度、荷載等外界因素的影響外,更須充分考慮骨料與膠黏劑間的黏結強度,進而有效降低骨料的剝落概率,確保能持續提供豐富的宏觀紋理,以便磨耗層長期保持良好的抗滑性能。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
