3D 打印鐵尾礦砂混凝土的力學和凍融循環耐久性研究
2023-09-19 00:41:20申彥飛
金屬礦山 2023年8期
張 寧 申彥飛 吳 凱
(1.赤峰學院資源環境與建筑工程學院,內蒙古 赤峰 024000;2.加拿大阿爾伯塔大學工程學院,阿爾伯塔 埃德蒙頓 T6G2R3;3.太原理工大學土木工程學院,山西 太原 030024)
3D 打印技術被認為是數字化設計的重要標志[1],由于其快速成型等突出優勢,該技術被廣泛應用于航空航天、生物醫藥、工業制造等領域。近年來,3D 打印技術在建筑領域也取得了一定的應用[2-6]。3D 打印混凝土是一種基于3D 打印技術應用于混凝土施工的新材料,該技術是在計算機系統的控制下,將配置好的混凝土通過3D 打印裝置擠出[7],3D 打印混凝土技術不需要傳統的模板支撐,這是最新的混凝土無模成型技術,3D 打印混凝土材料將向綠色、輕質、高強、快硬、早強方向發展[8-9]。張耀宇等[10]發現摻加適量的減水劑、纖維素醚、可再分散性乳膠粉和速凝劑可有效改善混凝土的可打印性,劉超等[11]研究了隨著打印噴頭尺寸的增大,3D 打印混凝土的可建造性增強,打印試件的力學強度提升了7.5%~31.6%,孔隙率和缺陷數量下降。
尾礦是礦山最大的固體廢物之一。2013 年底,我國的現存尾礦量超過100 億t[12],其中鐵尾礦作為尾礦中用量較大且利用率較低的尾礦,造成耕地占用、植被破壞和水污染等環境問題,對鐵尾礦循環加以利用,既可以減少污染,又可減少過度開采河砂帶來的生態破壞等問題[13-15]。秦毅[16]得到摻加鐵尾礦砂和小粒徑的鐵尾礦的泡沫混凝土可以有效提升泡沫混凝土的抗凍性能。顧曉薇等[17]以高硅型鐵尾礦砂與粉煤灰復摻替代硅砂制備蒸壓加氣輕質混凝土,隨著鐵尾礦砂摻量的增加,抗壓強度先增大后降低,隨著水膠比的增大,試件的干體積密度和抗壓強度逐漸降低。
本文選用鐵尾礦砂部分替代普通河砂,制備了3D 打印鐵尾礦砂混凝土,研究了不同鐵尾礦砂摻量,不同加載方向,不同養護齡期等因素對3D 打印鐵尾礦砂混凝土的抗壓強度、劈裂抗拉強度和抗彎強度的影響,并對3D 打印鐵尾礦砂混凝土經歷凍融循環100 次時的質量損失率、抗壓強度損失率和抗彎強度損失率進行了研究。
1 試驗材料與試驗方法
1.1 試驗材料
(1)水泥。P·O 52.5R 普通硅酸鹽水泥,細度1.7%,其化學成分如表1 所示。

表1 水泥主要化學成分Table 1 Main chemical components of cement %
(2) 硅灰。SiO2含量94%,表觀密度1 649 kg/m3。
(3)鐵尾礦砂。取自遼寧地區,表觀密度2.76 kg/m3,含水量4.3%,含泥量1.2%,不均勻系數14.7,曲率系數3.1,屬中砂,級配良好,其化學成分如表2 所示。

表2 鐵尾礦砂和普通河砂化學成分Table 2 Chemical composition of iron tailings sand and common river sand
(4)普通河砂。最大粒徑為2.5 mm,其化學成分如表2 所示。
(5)減水劑。聚羧酸類高效減水劑,減水率為35%,固含量為42%。
1.2 試驗配合比
3D 打印鐵尾礦砂混凝土配合比如表3 所示,其中鐵尾礦砂摻量分別為0%、15%、30%和45%,水膠比為0.2。
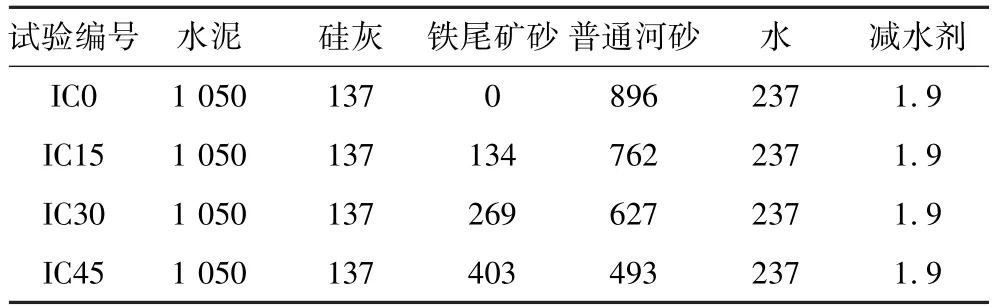
表3 3D 打印鐵尾礦砂混凝土配合比Table 3 Mix ratio of 3D printing iron tailings sand concretekg/m3
1.3 各向異性
由于3D 打印鐵尾礦砂混凝土在空間X、Y、Z方向上存在各向異性,因此其加載方向示意如圖1所示。

圖1 3D 打印鐵尾礦砂混凝土的加載方向示意Fig.1 Schematic diagram of loading direction of 3D printed iron tailings sand concrete
1.4 測試方法
3D 打印鐵尾礦砂混凝土的力學性能測試方法根據《GB/T 50081—2019 混凝土物理力學性能試驗方法標準》[18]進行測試。其中抗壓強度試件和劈裂抗拉強度試件尺寸為100 mm×100 mm×100 mm,抗彎強度試件尺寸為100 mm×100 mm×400 mm,基于3 個變量分別進行力學試驗,即鐵尾礦砂摻量(0%、15%、30%、45%),加載方向(X、Y、Z),養護齡期(3 d、14 d、28 d)。
3D 打印鐵尾礦砂混凝土的凍融循環測試方法按照《GB/T 50082—2009 普通混凝土長期性能和耐久性能試驗方法標準》[19]中的快凍法進行,試件尺寸為40 mm×40 mm×160 mm,最高溫度為5 ℃,最低溫度為-18 ℃。將測試試件加水后置于凍融機中,在100次凍融循環后取出試件,測試質量損失率M、抗壓強度損失率Mc和抗彎強度損失率Mf。
式中,m為凍融前試件的質量,kg;mf為凍融循環100次時試件的質量,kg。
式中,mc為凍融前試件的抗壓強度,MPa;mfc為凍融循環100 次時試件的抗壓強度,MPa。
式中,mf為凍融前試件的抗彎強度,MPa;mff為凍融循環100 次時試件的抗彎強度,MPa。
2 結果與討論
2.1 鐵尾礦砂摻量對力學性能的影響
圖2 為不同鐵尾礦砂摻量的3D 打印混凝土抗壓強度變化圖。由圖2 可知,摻入鐵尾礦砂后,3D 打印鐵尾礦砂混凝土的抗壓強度低于普通混凝土,但抗壓強度的下降程度并不明顯。隨著鐵尾礦砂摻量的增加,3D 打印鐵尾礦砂混凝土在X、Y、Z方向上的抗壓強度均下降。當鐵尾礦砂摻量為0%時,3D 打印混凝土在Z方向上的抗壓強度最大,為30 MPa,3D 打印混凝土在Y方向上的抗壓強度最小,為21 MPa。當鐵尾礦砂摻量為45%時,3D 打印混凝土在X、Y、Z方向上的抗壓強度較普通混凝土分別降低了33.3%、42.9%和16.7%。

圖2 鐵尾礦砂摻量對抗壓強度的影響Fig.2 Effect of iron tailings sand content on compressive strength
圖3 為不同鐵尾礦砂摻量的3D 打印混凝土劈裂抗拉強度變化圖。圖3 表明了鐵尾礦砂摻量對3D打印混凝土拉伸性能的影響。從圖中可以發現,3D打印鐵尾礦砂混凝土在X和Y方向上的劈裂抗拉強度隨鐵尾礦砂摻量的增加呈現先增大后減小的趨勢,而在Z方向上的劈裂抗拉強度隨鐵尾礦砂摻量的增加呈現遞增趨勢。當鐵尾礦砂摻量為0%時,3D 打印混凝土在X方向上的劈裂抗拉強度最大,為2.3 MPa,3D 打印混凝土在Z方向上的劈裂抗拉強度最小,為1.5 MPa,當鐵尾礦砂摻量為45%時,3D 打印混凝土在X、Y方向上的劈裂抗拉強度較普通混凝土分別降低了17.4%、17.6%,在Z方向上的劈裂抗拉強度較普通混凝土提高了106.7%。
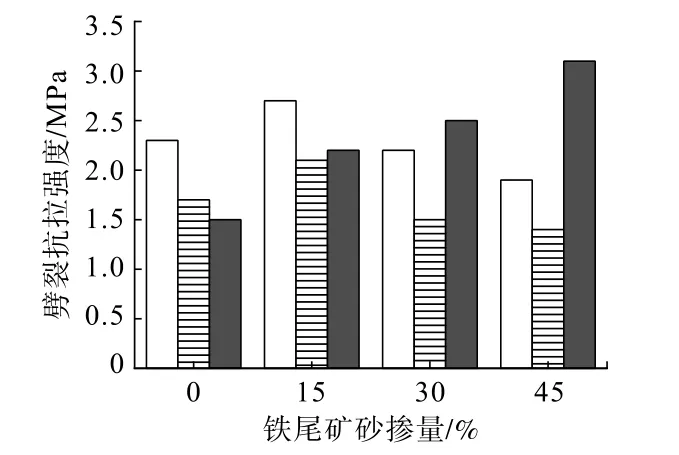
圖3 鐵尾礦砂摻量對劈裂抗拉強度的影響Fig.3 Effect of iron tailings sand content on splitting tensile strength
圖4 為不同鐵尾礦砂摻量的3D 打印混凝土抗彎強度變化圖。由圖4 可以發現,隨著鐵尾礦砂摻量的增加,3D 打印鐵尾礦砂混凝土的抗彎強度呈現明顯的規律性變化,3D 打印鐵尾礦砂混凝土在X方向上的抗彎強度先增大后減小,在Y和Z方向上的抗彎強度逐漸增大。當鐵尾礦砂摻量為0%時,3D 打印混凝土在Z方向上的抗彎強度最大,為3.3 MPa,3D打印混凝土在X方向上的抗彎強度最小,為2.4 MPa,當鐵尾礦砂摻量為45%時,3D 打印混凝土在X、Y、Z方向上的抗彎強度較普通混凝土分別提高了25.0%、31.0%和42.4%。
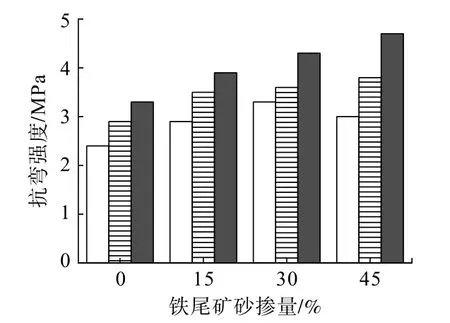
圖4 鐵尾礦砂摻量對抗彎強度的影響Fig.4 Influence of iron tailings sand content on flexural strength
綜上,摻入鐵尾礦砂后,3D 打印鐵尾礦砂混凝土在X、Y、Z方向上的抗壓強度低于普通混凝土,在X、Y方向上的劈裂抗拉強度低于普通混凝土,在X、Y、Z方向上的抗彎強度高于普通混凝土。由于機械破碎后得到的鐵尾礦砂存在打印材料上的缺陷,造成鐵尾礦砂與水泥砂漿的界面過渡區的致密性降低,隨著鐵尾礦砂摻量的增加,3D 打印鐵尾礦砂混凝土的抗壓強度和劈裂抗拉強度會低于普通混凝土,但其抗彎強度有明顯提高,這一結果與鐵尾礦砂的高吸水性和內部固化機理有關,可以提高3D 打印材料的抗彎強度。
2.2 各向異性對力學性能的影響
圖5 為鐵尾礦砂摻量15%的混凝土和普通混凝土在不同方向上的抗壓強度變化圖。由圖5 可以發現,3D 打印鐵尾礦砂混凝土的抗壓強度具有明顯的各向異性,而鐵尾礦砂的替代對3D 打印混凝土各向異性的影響作用有限。此外,3D 打印鐵尾礦砂混凝土較3D 打印普通混凝土在X、Y和Z方向上的抗壓強度分別降低了11.1%、19.0%和3.3%,對比3D 打印X、Y和Z方向,3D 打印鐵尾礦砂混凝土和3D 打印普通混凝土在Z方向上的抗壓強度最高,分別為29 MPa 和30 MPa,在Y方向上的抗壓強度最低,分別為17 MPa 和21 MPa。
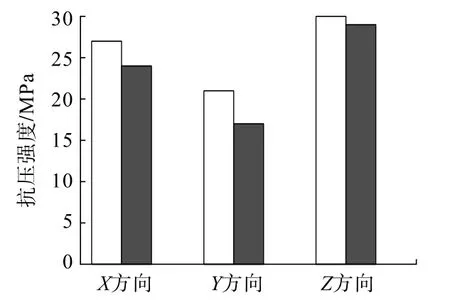
圖5 打印方向對抗壓強度的影響Fig.5 Effect of printing direction on compressive strength
圖6 為鐵尾礦砂摻量15%的混凝土和普通混凝土在不同方向上的劈裂抗拉強度變化圖。由圖6 可知,3D 打印鐵尾礦砂混凝土的抗拉劈裂強度具有明顯的各向異性,而鐵尾礦砂的替代對3D 打印混凝土各向異性也有一定的影響。此外,3D 打印鐵尾礦砂混凝土較3D 打印普通混凝土在X、Y和Z方向上的劈裂抗拉強度分別提高了17.4%、23.5%和46.7%,對比3D 打印X、Y和Z方向,3D 打印鐵尾礦砂混凝土和3D 打印普通混凝土在X方向上的劈裂抗拉強度最高,分別為2.7 MPa 和2.3 MPa,在Z方向上的劈裂抗拉強度最低,分別為2.0 MPa 和1.5 MPa。
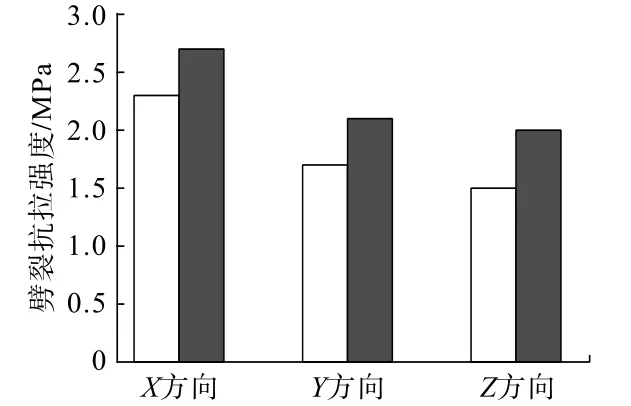
圖6 打印方向對劈裂抗拉強度的影響Fig.6 Effect of printing direction on splitting tensile strength
圖7 為鐵尾礦砂摻量15%的混凝土和普通混凝土在不同方向上的抗彎強度變化圖。圖中可觀察到3D 打印鐵尾礦砂混凝土的抗彎強度仍存在明顯的各向異性,3D 打印鐵尾礦砂混凝土較普通混凝土在3個方向上的抗彎強度均有提高。此外,3D 打印鐵尾礦砂混凝土較3D 打印普通混凝土在X、Y和Z方向上的抗彎強度分別提高了20.8%、20.7%和18.2%,對比3D 打印X、Y和Z方向,3D 打印鐵尾礦砂混凝土和3D 打印普通混凝土在Z方向上的抗彎強度最高,分別為3.9 MPa 和3.3 MPa,在X方向上的抗彎強度最低,分別為2.9 MPa 和2.4 MPa。
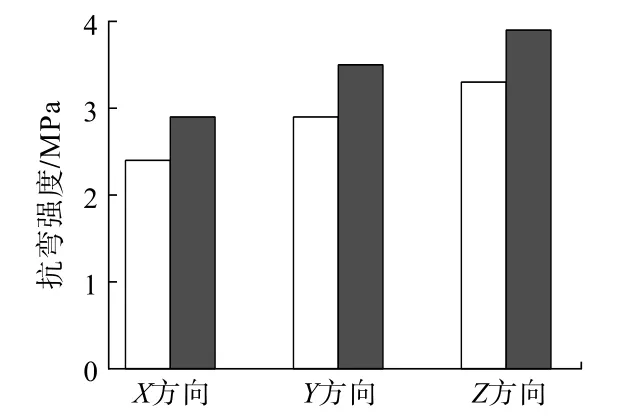
圖7 打印方向對抗彎強度的影響Fig.7 Effect of printing direction on flexural strength
綜上,由于3D 打印層與層之間的粘結強度較弱,在打印過程中(如圖1),鐵尾礦砂混凝土試件在水平面內可以看成多個細直的長條形狀,在Z方向上逐層打印。因此,Y方向的打印時間小于Z方向的打印時間,平行于X與Y平面的粘結應力最小,平行于X與Z平面的粘結應力次之。當載荷沿X或Y方向時,鐵尾礦砂混凝土試件的膨脹方向垂直于相鄰層之間的平面。但是,當載荷沿Z方向時,鐵尾礦砂混凝土試件的膨脹方向垂直于相鄰條帶之間的平面。因此,X和Y方向上的抗壓強度小于Z方向上的抗壓強度,X和Y方向上的劈裂抗拉強度大于Z方向上的劈裂抗拉強度。而抗彎強度由鐵尾礦砂混凝土梁試件的底部中心位置確定,梁底部中心區域出現最大拉應力,在X方向加載時,3D 打印鐵尾礦砂混凝土梁試件的抗彎性最差,這是因為拉應力垂直于粘結強度最弱的相鄰層。因此,在X方向上的抗彎強度最低,在Z方向上的抗彎強度最高。
2.3 養護齡期對力學性能的影響
圖8~圖10 分別為不同齡期內的3D 打印鐵尾礦砂摻量15%的混凝土和普通混凝土在Z方向上的抗壓強度、劈裂抗拉強度和抗彎強度變化圖。由圖可知,隨著養護齡期的延長,3D 打印鐵尾礦砂混凝土的抗壓強度、劈裂抗拉強度和抗彎強度均有不同程度的提高,這與普通混凝土的變化規律一致。養護齡期為14 d 時,3D 打印鐵尾礦砂混凝土和普通混凝土的抗壓強度較3 d 增長了76.9%和56.3%,劈裂抗拉強度較3 d 增長了45.5%和62.5%,抗彎強度較3 d 增長了33.3%和31.6%。養護齡期為28 d 時,3D 打印鐵尾礦砂混凝土和普通混凝土的抗壓強度較14 d 增長了26.1%和20.0%,劈裂抗拉強度較14 d 增長了37.5%和15.4%,抗彎強度較14 d 增長了39.3%和32.0%。以上數據表明,摻加鐵尾礦砂有助于3D 打印混凝土后期力學性能的提升。
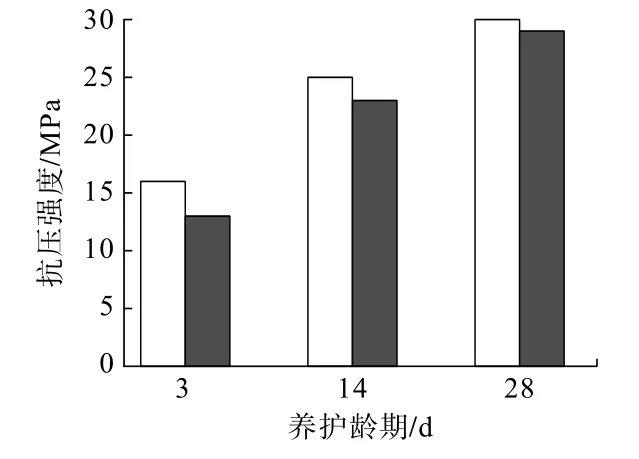
圖8 養護齡期對抗壓強度的影響Fig.8 Effect of curing age on compressive strength
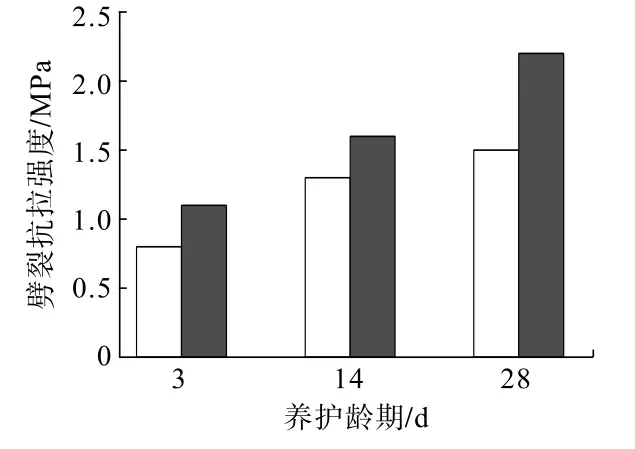
圖9 養護齡期對劈裂抗拉強度的影響Fig.9 Effect of curing age on splitting tensile strength

圖10 養護齡期對抗彎強度的影響Fig.10 Influence of curing age on flexural strength
2.4 凍融循環測試
表4 為3D 打印鐵尾礦砂混凝土經歷凍融循環100 次時的質量損失率,圖11 和12 分別為3D 打印鐵尾礦砂混凝土經歷凍融循環后的抗壓強度損失率和抗彎強度損失率。鐵尾礦砂摻量越高,經歷凍融循環后的質量損失越大,IC15、IC30 和IC45 經歷凍融循環100 次時的質量損失率較IC0 提高了32%、178%和206%,3D 打印鐵尾礦砂混凝土經歷凍融循環后,在Z和Y方向上的抗壓強度損失率和抗彎強度損失率也有顯著的提高,其抗壓強度損失率和抗彎強度損失率隨著鐵尾礦砂摻量的增高呈現上升趨勢,3D 打印鐵尾礦砂混凝土在Z方向的抗壓強度損失率較高,在Y方向上的抗彎強度損失率較高。

圖11 3D 打印鐵尾礦砂混凝土的抗壓強度損失率Fig.11 Compressive strength loss rate of 3D printed iron tailing sand concrete

圖12 3D 打印鐵尾礦砂混凝土的抗彎強度損失率Fig.12 Flexural strength loss rate of 3D printed iron tailing sand concrete

表4 3D 打印鐵尾礦砂混凝土質量損失率Table 4 Quality loss rate of 3D printed iron tailings sand concrete
3 結 論
(1)隨著鐵尾礦砂摻量的增加,3D 打印鐵尾礦砂混凝土的抗壓強度和劈裂抗拉強度略低于普通混凝土,但其抗彎強度有明顯提高。
(2)3D 打印鐵尾礦砂混凝土和3D 打印普通混凝土在Z方向上的抗壓強度和抗彎強度最高,在X方向上的劈裂抗拉強度最高。
(3)摻加鐵尾礦砂后,3D 打印鐵尾礦砂混凝土較普通混凝土的后期(14~28 d)力學性能顯著提升。
(4)鐵尾礦砂摻量越高,經歷凍融循環后的質量損失越大,3D 打印鐵尾礦砂混凝土在Z方向的抗壓強度損失率較高,在Y方向上的抗彎強度損失率較高。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
建材發展導向(2021年7期)2021-07-16 07:08:04
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
