Q235B+304薄內襯復合管對接焊縫組織與性能
2023-09-19 03:17:20張俊偉付曉斌張婷婷王濤黃慶學
焊接 2023年9期
關鍵詞:焊縫
張俊偉,付曉斌,張婷婷,王濤,黃慶學
(1.太原理工大學,太原 030024;2.太原理工大學,先進金屬復合材料成形技術與裝備教育部工程研究中心,太原 030024;3.太原理工大學中澳聯合研究中心,太原 030024)
0 前言
隨著社會的快速發展,石油、天然氣的輸送及城市供水系統對管道的質量提出了一定的要求。雙金屬復合管是基層材料與復層耐蝕材料通過機械或冶金結合等方法結合在一起的一種管材,既具有基層材料優良的力學性能,又具有復層材料的優良耐蝕性能[1 - 3]。與傳統的耐蝕合金管道相比,價格更為低廉;與目前輸水管道常用的襯塑管相比,克服了其采用卡接聯接導致的易漏水及塑料管易老化的缺陷,近年來應用越來越廣。
目前國內復合管的制造技術發展迅速,但復合管的連接技術較為落后,對于雙金屬復合管,常用的連接方式為焊接,而復合管的焊接主要存在以下問題。①由于復合管的對接接頭在復合界面附近屬于異種材料的焊接,在焊接過程中易出現基層母材及焊縫對打底層焊縫的合金元素稀釋等問題,影響內襯層的耐蝕性能[4 - 5],針對此問題,大口徑大壁厚復合管常采用3層焊接方式,即復層/過渡層/基層分別焊接;在此基礎上,基于鎳基合金與鐵基合金無限互熔的特性, Huang等人[6]提出了剝去復合管接頭處部分內壁,在剝去部分堆焊耐蝕合金,如Inconel 625合金的方法,提高了接頭處的耐蝕性能; 鄭韶先等人[7]用ER309L焊絲進行異種鋼的焊接,分析了異種鋼二型接頭的形成機理,并提供了避免二型接頭出現的有效方法。②焊接自動化水平不足,傳統管道焊接在焊接基層部分時,常采用E4315等低氫焊條及手工電弧焊的方法,焊接效率較低,焊接質量也難以保證,而埋弧焊等焊接方式則由于焊接熱輸入過大,會導致焊縫處晶粒粗化嚴重,力學性能大幅降低;對于小口徑的薄內襯復合管,較大的熱輸入會加重復層焊縫與基層焊縫、基層母材的合金元素擴散與碳遷移現象,導致復層不銹鋼熱影響區組織和性能嚴重劣化。③管道焊接受管道尺寸的影響,往往只能在外部焊接,為了保證焊縫的單面焊雙面成形,需要對焊接部位進行雙面充氬氣保護,不僅浪費較多的氬氣,焊接質量也難以保證;邵洪波等人[8]采用帶藥皮的ER309L Mod免充氬氣焊絲對316L奧氏體不銹鋼管進行了焊接,驗證了此工藝的可行性;丁超等人[9]采用在不銹鋼管道背部涂敷免充氬氣保護劑的方法,得到了合格的焊接接頭。
通過對已有文獻的總結,發現大多學者都是針對大口徑復合管或者單一的不銹鋼管道的焊接進行研究,對城市輸水管道常用的小口徑復合管,特別是復層厚度在1 mm以下的薄復層復合管的研究較少。針對內壁為超薄不銹鋼復層的小口徑復合管,采用高自動化小熱輸入的鎢極氬弧焊(TIG),并且選用不同的焊接材料進行焊接試驗,觀察焊接接頭的顯微組織,對不同焊接材料進行了優劣對比。
1 試驗方法
1.1 焊接坡口與焊接材料的選擇
選用0.6 mm + 4.0 mm的Q235B+304熱軋不銹鋼復合板進行復合管焊接模擬試驗。考慮到小口徑復合管的焊接只能從外側單側焊接,焊接坡口選用帶鈍邊的V形坡口,分3道次,其中第1道次為過渡層,第2和3道次為蓋面層,焊接坡口尺寸如圖1所示。
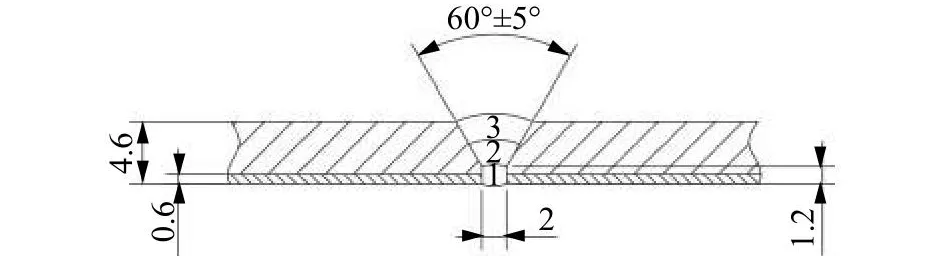
圖1 焊接坡口尺寸示意圖
復合管復層焊接通常采用熱輸入較小的鎢極氬弧焊(TIG)。由于試驗中的復合板整體厚度較薄,為了減少后續焊道熱輸入對復層304母材和過渡層焊縫的影響,蓋面層焊接也采用鎢極氬弧焊。
各道次焊材的選用見表1。過渡層焊材選用ER309L,ERNiCrMo-3及TGF309L焊絲,基層焊材選用ER70S-6焊絲,設計了3組對比試驗,其中ER309L為碳鋼與不銹鋼異種金屬焊接時常用的焊材,需雙面通氬氣保護;TGF309L為帶藥皮的焊材,可用來試驗免充氬氣焊接是否能夠代替常規的雙面充氬氣焊接;ERNiCrMo-3常用于不銹鋼及鎳基合金的異種材料焊接[10 - 11],在大厚度雙金屬復合管中曾被用于在管道內部堆焊強化耐蝕性能,但直接用于管道對接焊的較少,方案C將ERNiCrMo-3用于過渡層焊接, ER70S-6焊絲常被用于碳鋼管道的焊接。材料及焊材的化學成分見表2。

表1 焊接材料的選擇
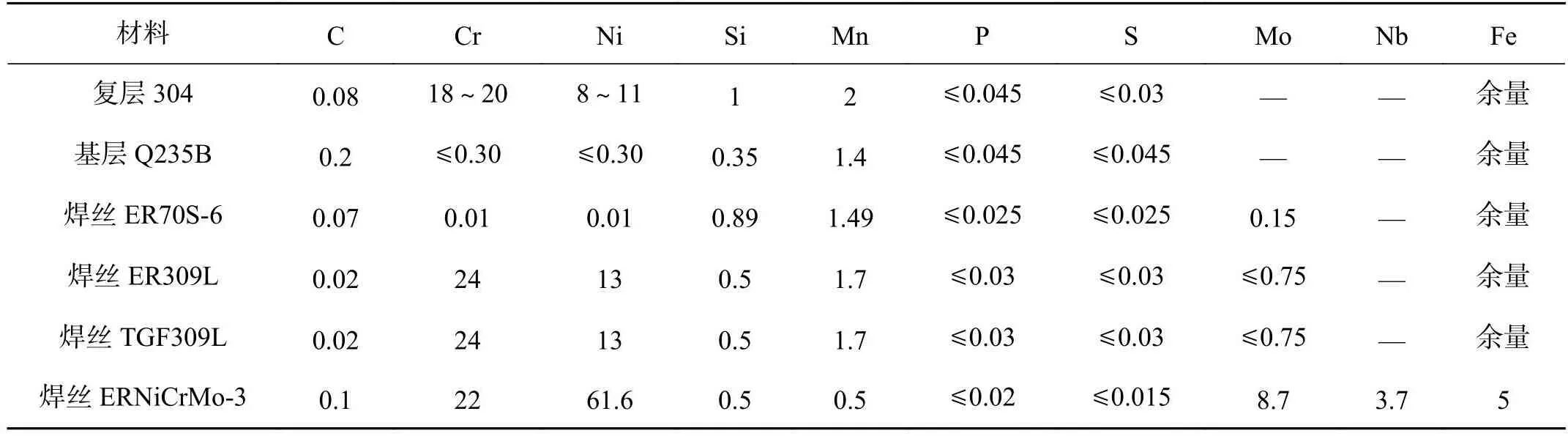
表2 母材與焊材的合金元素成分(質量分數,%)
焊前可將焊材與母材的合金成分含量代入鉻鎳當量公式中,利用舍夫勒圖預估焊縫金屬的金相組織。鉻鎳當量公式為
根據上式求得母材與焊材的鉻鎳當量,見表3。
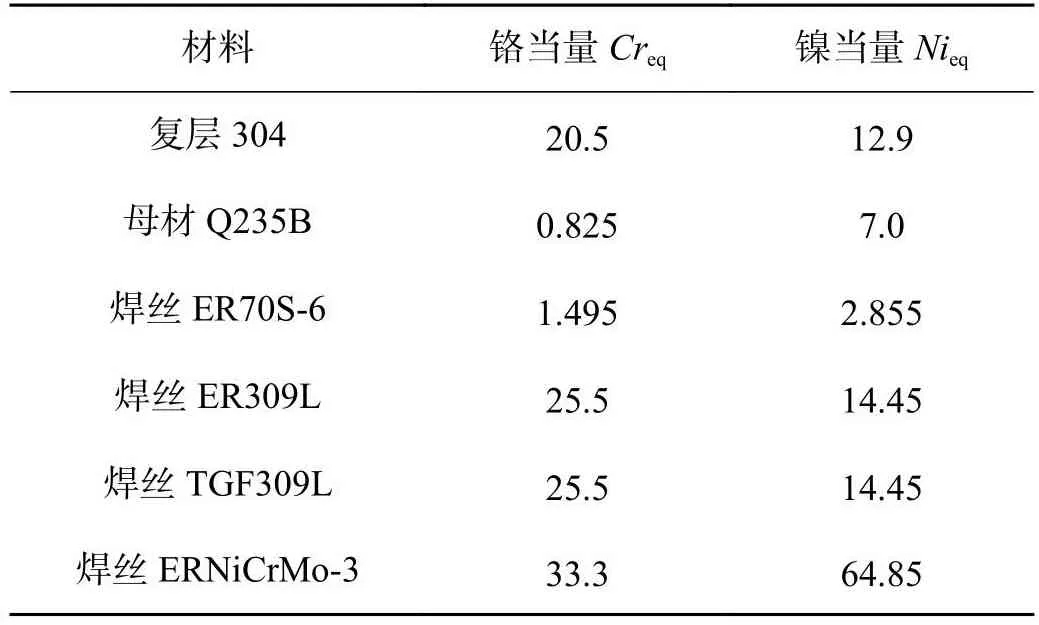
表3 母材與焊材的鉻鎳當量(%)
通過舍夫勒圖可以預測采用不同焊材時,過渡層焊縫區及基層焊縫區的組織分布,進而對焊材進行初步的比較選擇[12]。如圖2所示,Q235B和304母材的鉻鎳當量對應圖中a和b點;ER309L與TGF309L焊絲對應圖中d點;ER70S-6焊絲對應圖中e點;由圖1可得,1道次焊接時2種母材厚度相同,可假設熔化量相同,即圖2中c點,一般坡口角度為60°的V形坡口,母材的熔合比大約為30%~40%,將c點與過渡層焊材ER309L與TGF309L對應點,即圖2中d點相連,取距d點30%~40%位置,即可得到過渡層焊縫金屬組織的近似位置,同理可以得到蓋面層焊縫近似組織。
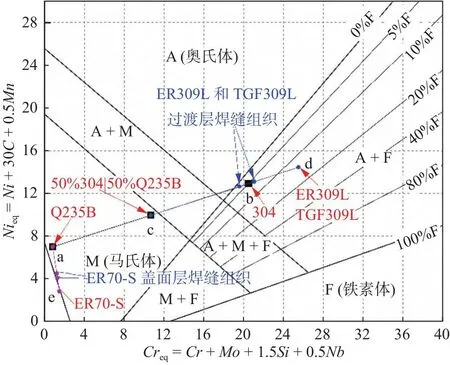
圖2 舍夫勒圖
由圖2可得,ER309L與TGF309L進行過渡層焊接的焊縫組織為奧氏體 + 5%左右的鐵素體,組織成分與304接近。ERNiCrMo-3焊材屬于鉻鎳合金焊材,對此焊材,舍夫勒圖不完全適用,計算的焊縫近似鉻當量為24.245~26.508 8,鎳當量為42.89~48.38,熔化部分母材后會生成部分奧氏體組織,ER70S-6進行蓋面層焊接的組織則為馬氏體組織。
由于焊接是一個復雜的過程,受焊接熱輸入、材料熔合比、合金元素燒損、后續焊道熱循環作用及操作水平等諸多因素影響,因此通過舍夫勒圖只能對焊縫的組織進行初步的預測,焊縫及熱影響區的組織需以后續顯微組織觀察結果為準。
1.2 焊接試驗工藝參數
表4列出了3種焊接方案的參數,3種方案各道次焊絲直徑均為?1.6 mm,焊接時保護氣體為氬氣,噴嘴氬氣流量為13~15 L/min;為避免焊接時焊縫背面氧化,方案A和C在焊接過渡層時需進行背面充氬氣保護,氬氣流量為7~9 L/min,方案B采用免充氬氣焊絲進行過渡層焊接,不需要背面充氬氣保護;試驗中發現TGF309L由于帶有藥皮,相對于其它組,需要較大的電流與電壓方可保證熔合。3組方案蓋面層焊接時均采用ER70S-6,焊接熱輸入見表4,焊接時將層間溫度嚴格控制在150 ℃以下。
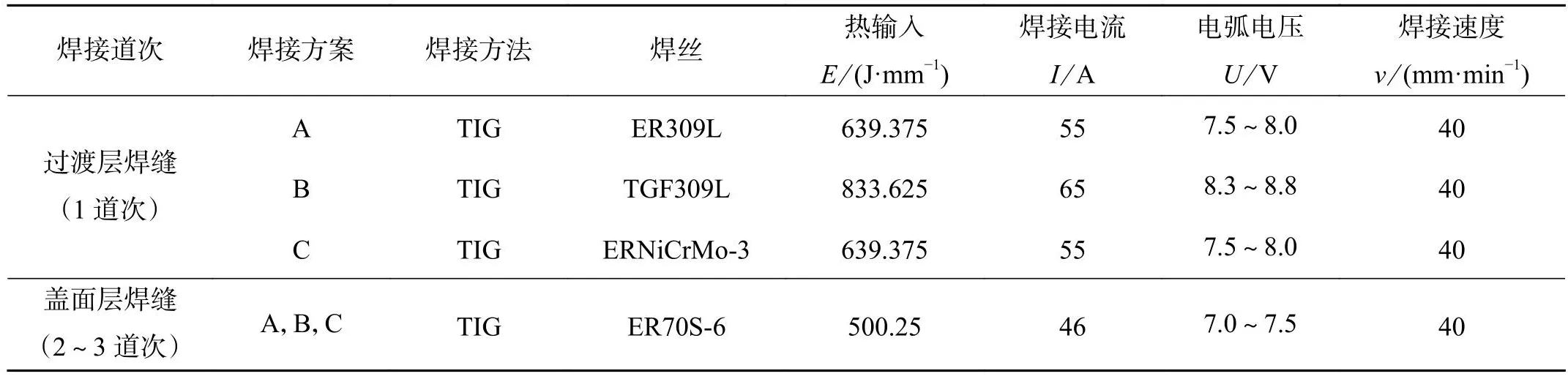
表4 焊接工藝參數
1.3 力學性能檢測
焊后對焊縫的宏觀形貌進行觀察,確定是否有燒穿、咬邊、焊瘤、夾渣、裂紋等明顯缺陷。
用線切割方法切取顯微金相試樣和顯微硬度測試試樣,金相試樣經砂紙打磨并拋光后,用4%的硝酸酒精溶液和王水分別腐蝕碳鋼側和不銹鋼側及焊縫區域,然后用景深攝像機、徠卡顯微鏡、掃描電鏡、能譜分析儀及線掃描分析儀對復合板焊接接頭進行組織分析;用線切割方法切取拉伸試樣,進行拉伸試驗,并在之后利用掃描電鏡觀察斷口形貌。顯微硬度測試試樣經砂紙打磨并拋光后,用顯微維氏測試儀進行顯微硬度測試。
2 試驗結果
2.1 焊縫宏觀形貌
對焊縫的宏觀形貌進行觀察,圖3為方案A焊縫宏觀形貌,經觀察,3組方案正、背面焊縫均成形良好,無燒穿、咬邊、焊瘤、夾渣、裂紋等明顯缺陷。與雙面充氬氣的傳統焊接方法相比,打底焊道采用藥皮焊絲的B組,焊接時試板背部未充氬氣保護,焊縫背部未見嚴重氧化等明顯缺陷,這說明藥皮對焊縫成形起到一定的保護作用。
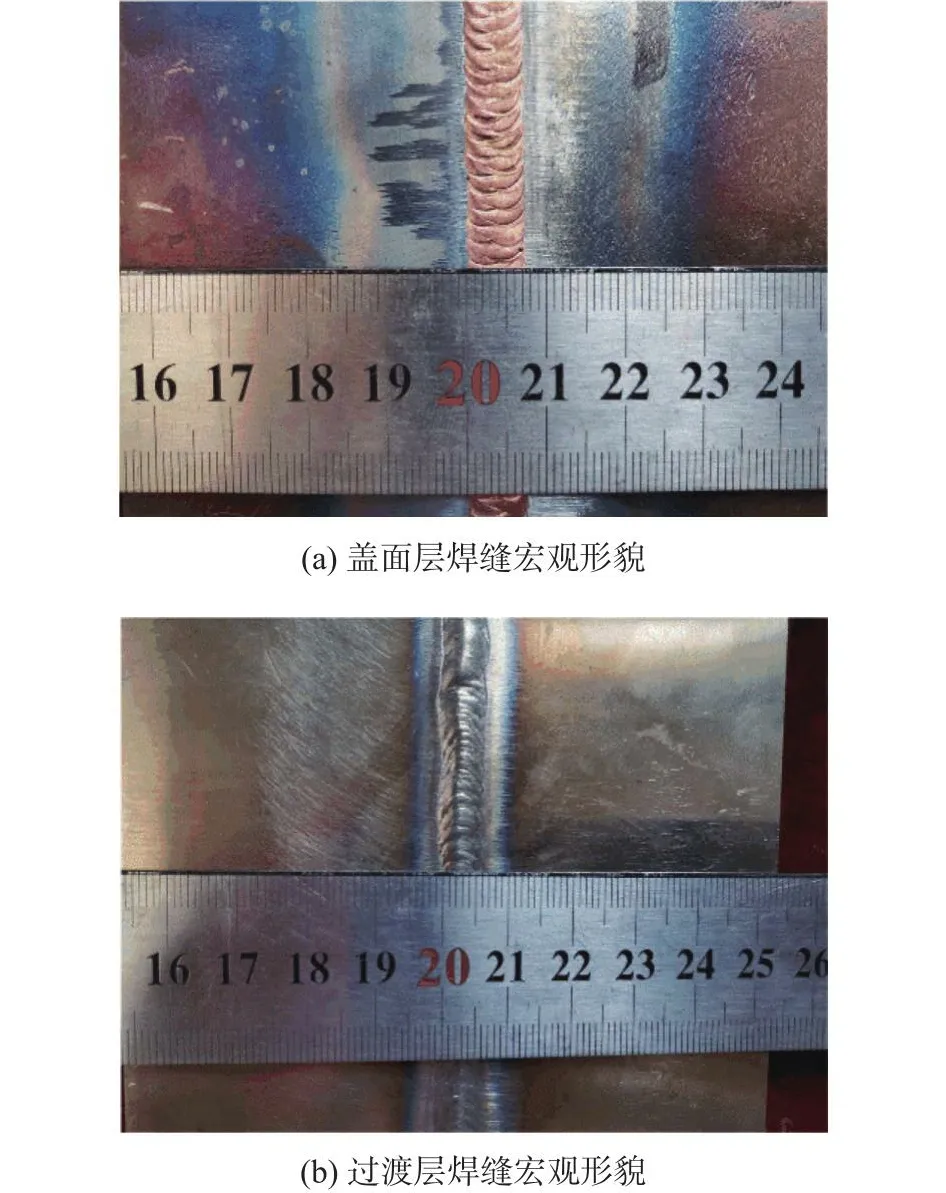
圖3 焊后宏觀形貌
2.2 焊縫顯微組織
采用400號、800號、1200號、1500號和2000號砂紙及自動拋光機對金相試樣進行打磨、拋光,腐蝕劑采用4%的硝酸酒精溶液及王水溶液,分別對碳鋼側及不銹鋼側進行腐蝕,利用景深攝像機和徠卡光學顯微鏡對焊接接頭進行顯微組織觀察。
利用景深攝像機對4%的硝酸酒精溶液腐蝕后的金相試樣進行觀察,以方案A為例,經腐蝕后的金相試樣如圖4所示。從圖4中可以看到碳鋼側明顯的熱影響區,受焊接熱輸入的影響,TGF309L打底的B組1道次熱影響區寬度大于其余幾組,且3組1道次熱影響區寬度大于2~3道次;3組方案碳鋼側1道次熱影響區寬度分別為3.7 mm,4.0 mm和3.6 mm,2~3道次熱影響區寬度分別為3.3 mm,3.4 mm和3.3 mm。
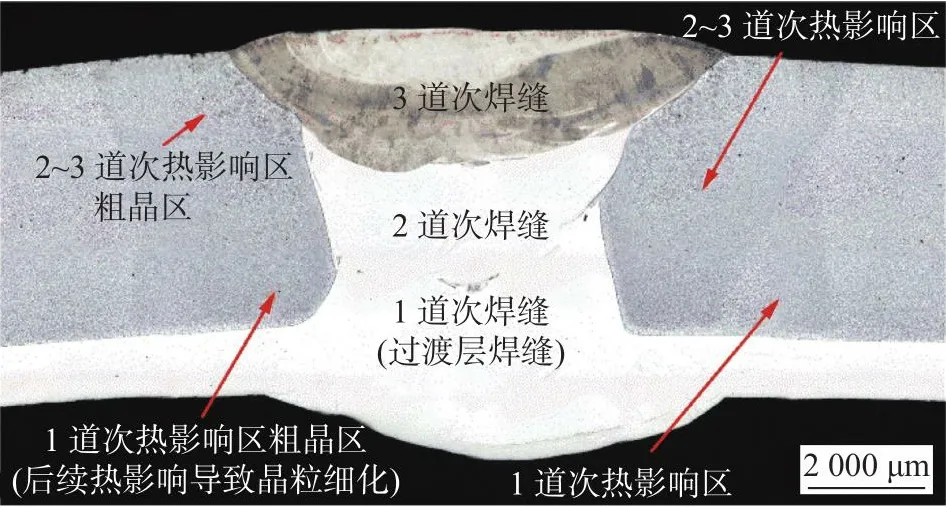
圖4 各道次熱影響區示意圖
304及Q235B母材顯微組織如圖5所示,304不銹鋼側母材組織受板材軋制成形過程影響,晶粒為與復合界面平行的細長狀柱狀晶組織;Q235B母材由白色的鐵素體等軸晶與分布在鐵素體邊界上的黑色珠光體組織構成。
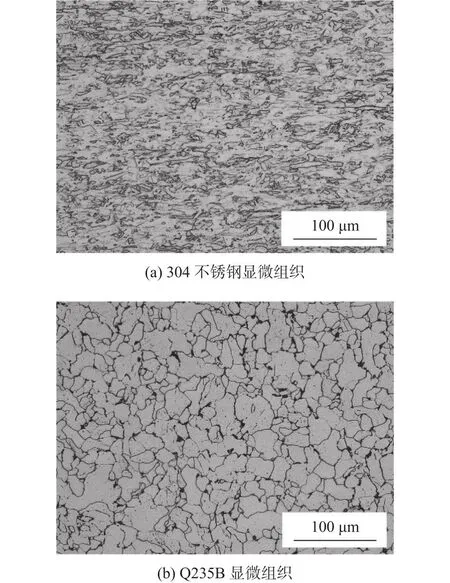
圖5 母材顯微組織
3組焊接接頭焊縫的顯微組織如圖6所示。圖6a、圖6b采用ER309L做過渡層焊材的A組與以TGF309L做過渡層焊材的B組過渡層焊縫組織均由奧氏體加少量鐵素體組成,鐵素體呈細小的蠕蟲狀組織分布在奧氏體的晶界上。焊縫中含有的δ鐵素體在蠕蟲狀到板條狀形態之間變化,通常出現在以鐵素體-奧氏體模式(FA)凝固的焊縫中[13],當1.48≤Creq/Nieq≤1.95時,不銹鋼的凝固模式通常為FA模式[14]。由表3可知,ER309L與 TGF309L的Creq值為25.5,Nieq值為14.45,鉻鎳當量比值均為1.76,焊縫凝固模式表現為FA模式,凝固時促進了蠕蟲狀鐵素體的生成。一般來說,4%~12%的δ相鐵素體可以防止焊接時P和S等元素偏析產生凝固裂紋,提高焊縫的塑性和韌性,且可以打亂單一奧氏體組織的方向性,避免組織中貧鉻層貫穿于奧氏體晶粒之間,形成腐蝕介質的集中通道,有助于減少晶間腐蝕傾向[15]。如圖6c所示,采用ERNiCrMo-3做過渡層焊材的C組焊縫區組織由細小的等軸晶粒及晶間組織構成,由于焊接過程中熱輸入較小,焊縫中沒有粗大的柱狀晶生成,對接頭的性能是有利的。圖6d為3組方案的蓋面層焊縫典型顯微組織,可以看出,采用ER70S-6做蓋面層焊材的焊縫組織為板條狀馬氏體組織,焊縫顯微組織觀察結果與通過舍夫勒圖所做的組織預測基本一致。
碳鋼側與不銹鋼側熱影響區組織如圖7所示,圖7b~7d對應圖7a中B點、C點、D點。由于3組焊接方案的焊接熱輸入相近,不銹鋼側和碳鋼側的熱影響區組織接近,只是熱影響區晶粒平均尺寸及熱影響區寬度存在一定區別,焊接熱影響區根據距離熔合線由遠及近可分為部分相變區、正火區(完全相變區)、粗晶區3部分。在焊接熱循環作用下,母材的部分相變區與正火區晶粒發生重結晶,變為細小的奧氏體等軸晶組織,靠近熔合線處,受過熱影響,不銹鋼晶粒長大嚴重,生成粗大的奧氏體組織,如圖7b所示。
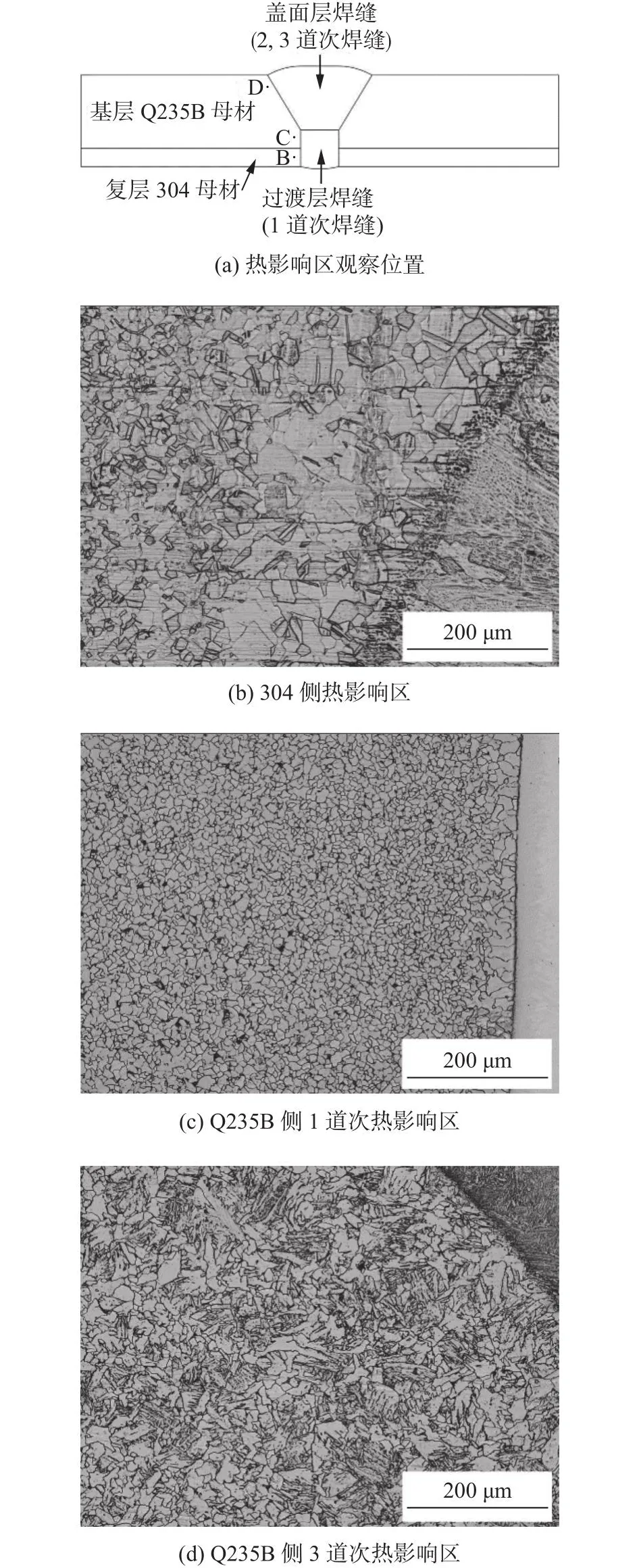
圖7 熱影響區顯微組織
圖7b為304母材靠近熔合線處,部分鐵素體組織沿垂直于熔合線向304熱影響區生長,這是由于當工件是多相材料時,在重熔過程中會產生外延生長現象,此區域奧氏體晶粒的生長受沿奧氏體晶界生長的鐵素體限制,導致在熔合線附近的奧氏體晶粒尺寸低于粗晶區晶粒尺寸[16]。
碳鋼側母材組織由鐵素體和珠光體組成,珠光體分布在鐵素體晶界上,在焊接熱作用下,部分相變區與正火區晶粒發生重結晶,晶粒變的細小。如圖7d所示,在最終道次熱影響區靠近熔合線處,晶粒粗化嚴重,部分生成魏氏組織,此區域的力學性能也最差。而從圖7c可以看出,C點位置晶粒未發生明顯粗化,只是在靠近熔合線區域發生局部脫碳,此區域晶粒較細,一方面是由于采用熱輸入較小的TIG方法;另一方面是由于1道次熱影響區受后續2~3道次的焊接熱循環作用影響,近焊縫區組織發生再次正火,晶粒變得細小均勻。
2.3 線掃描
利用電鏡分別對基層母材—過渡層焊縫和復層母材—過渡層焊縫進行線掃描,觀察合金元素稀釋及碳遷移的情況,線掃描位置如圖8所示。
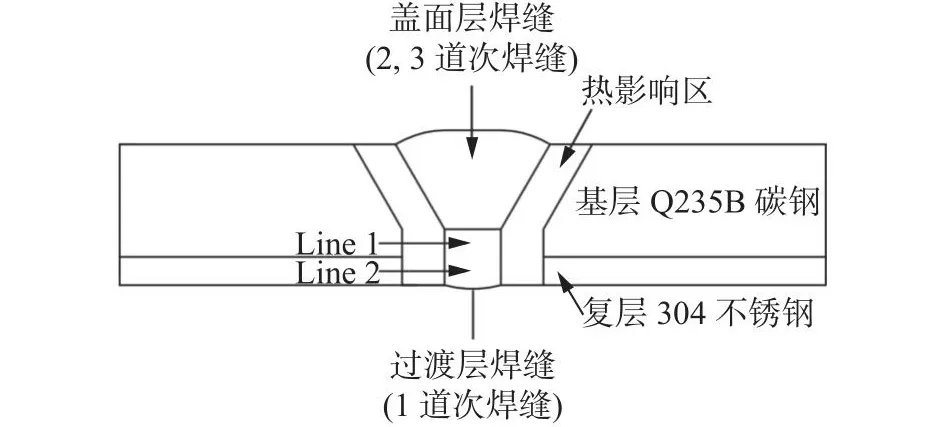
圖8 線掃描位置
一般來說,過渡層焊縫區域是觀察的重點,過渡層焊縫與基層Q235B母材的界面處,即圖8中Line 1區域容易發生合金元素稀釋及碳遷移現象,若生成碳化鉻等化合物,會使焊縫的力學性能劣化;而復層304母材—過渡層焊縫區域,即圖中Line 2區域的合金元素成分會影響復層的耐蝕性能,需對這2個區域進行重點研究。
線掃描結果如圖9所示,圖9a~圖9c是方案A、方案B、方案C的基層母材—過渡層焊縫,即Line 1區域線掃描結果,從圖9a~圖9c可以看出,方案A、方案B、方案C的接頭基層母材—過渡層焊縫區域均發生合金元素稀釋,在過渡區未出現平臺,說明組織合金元素成分均勻過渡,未出現碳化鉻等化合物。采用ER309L進行過渡層焊接的方案A,與采用TGF309L進行過渡層焊接的方案B,過渡層合金元素含量變化趨勢接近,后者合金元素含量略高,證明氧化皮起到一定的防止合金元素燒損的作用。采用ERNiCrMo-3進行過渡層焊接的方案C,過渡層焊縫區域合金元素含量大大超過其它方案,且熔合區寬度很小,只有6 μm,而采用ER309L及TGF309L進行焊接的,熔合區寬度分別為25和30 μm。
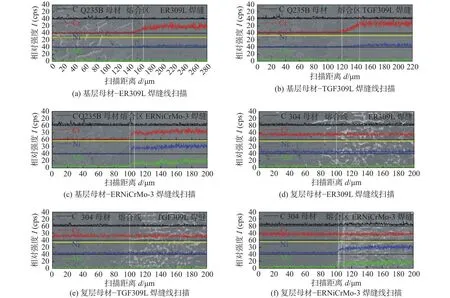
圖9 線掃描結果
奧氏體不銹鋼母材中的微量元素含量對焊接過程中界面行為有顯著影響,焊接時應對焊縫微量元素含量進行嚴格控制[17]。圖9d~圖9f是方案A、方案B、方案C復層母材—過渡層焊縫,即Line 2區域線掃描結果。采用ER309L進行過渡層焊接的方案A和采用TGF309L進行過渡層焊接的方案B熔合線兩側合金元素成分幾乎無變化,這是由于采用同成分原則選用焊材,保證了接頭的耐蝕性;同時可以說明采用ER309L和TGF309L焊絲保證了焊縫內側不會因為基層碳鋼發生合金元素的稀釋。采用ERNiCrMo-3進行過渡層焊接的方案C,焊縫處合金元素含量高于304母材,類似于在接頭內側堆焊耐蝕合金的防腐蝕方法。
2.4 力學性能
2.4.1 拉伸試驗
采用INSTRON電子萬能材料試驗機對以上各組焊接試件進行拉伸試驗,拉伸速率為0.5 mm/min,拉伸試樣尺寸及試驗結果如圖10所示。
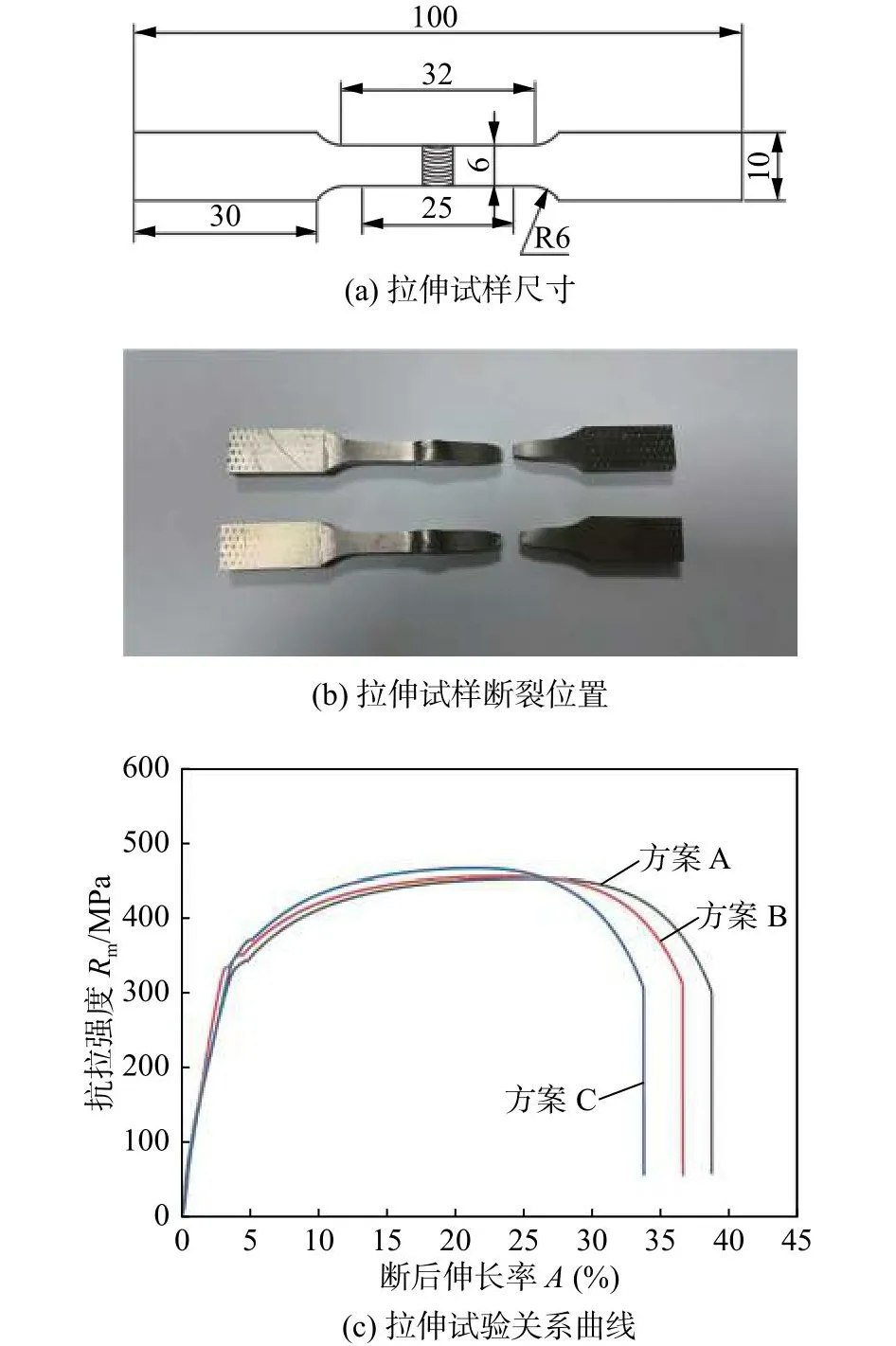
圖10 拉伸試樣尺寸及試驗結果
試樣均斷在遠離焊縫的母材位置,3組方案的抗拉強度與斷后伸長率見表5。由表5可以看出,方案A和B抗拉強度略低于方案C,斷后伸長率則更大一些,各方案抗拉強度均達到基層材料的性能;受焊接熱作用影響,焊接接頭斷后伸長率相比于基層Q235B,均有一定程度的下降。
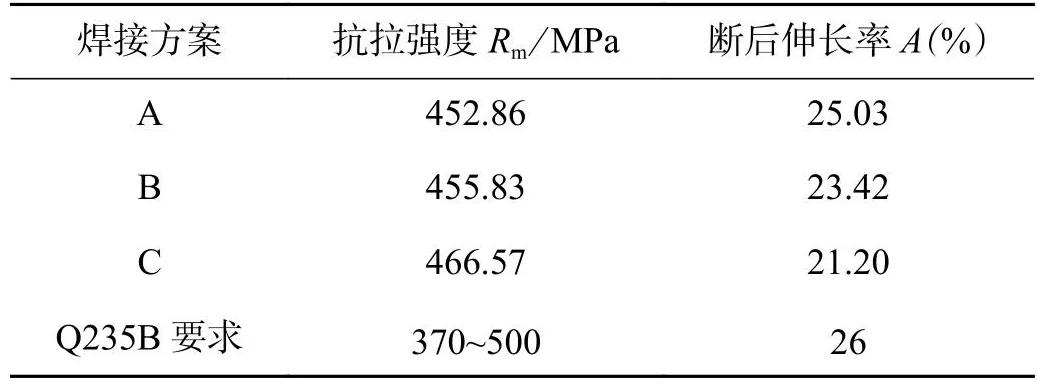
表5 拉伸試驗結果
采用電鏡對拉伸試驗斷口進行顯微觀察,如圖11所示,分別對整體斷口、Q235B+304界面處、304側及Q235B側進行觀察,可以看到,拉伸試驗斷口復合界面連接良好,靠近邊緣處略有開裂。Q235B側存在大量等軸韌窩,304側韌窩較少,可以推測,在拉伸過程中基層側首先達到強度極限發生塑性斷裂。
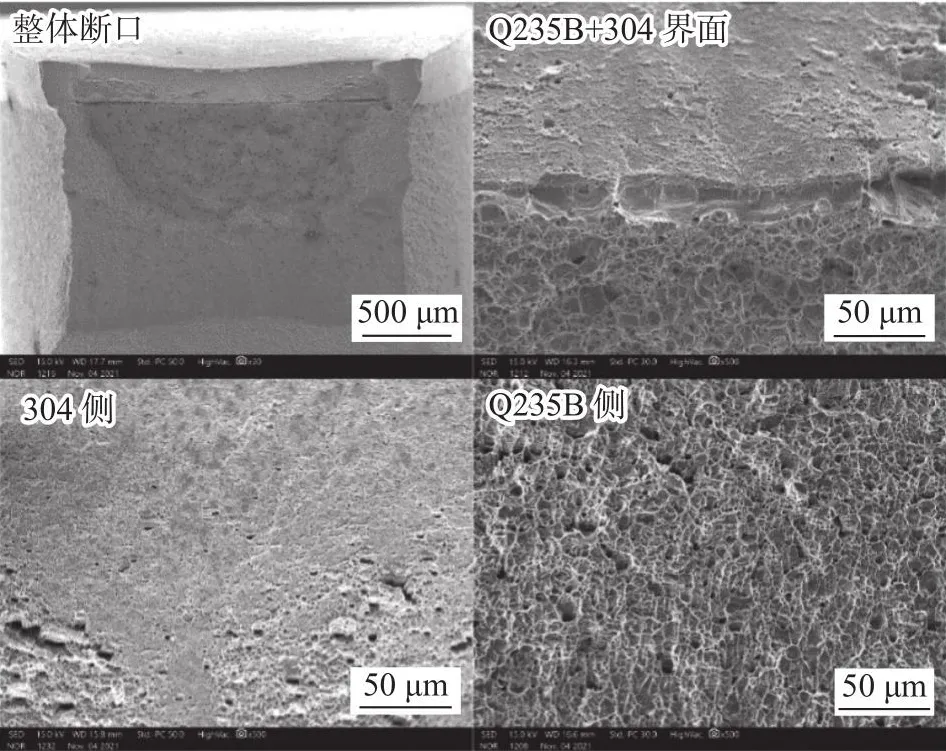
圖11 拉伸斷口形貌
2.4.2 顯微硬度測試
采用顯微硬度儀測量焊接接頭的顯微硬度,工作載荷為2.94 N,保持時間為10 s。接頭的硬度取點線為垂直焊縫的兩條水平線,分別為基層母材—過渡層焊縫,復層母材—過渡層焊縫,如圖12所示。每條線上每間距0.5 mm取一個點,在熔合線兩側0.2 mm處各取一個點,以保證測得熔合線兩端的硬度變化。
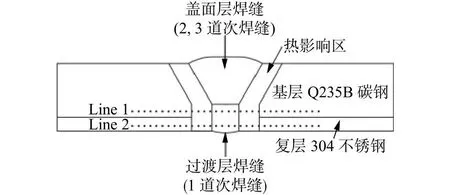
圖12 顯微硬度取點位置
圖13為Line 1和Line 2測得的顯微硬度。如圖13a所示,過渡層采用的焊材硬度均大于基層母材Q235B,導致過渡層焊縫硬度較高;采用ERNiCrMo-3作為過渡層焊材的方案C過渡層焊縫硬度明顯高于ER309L及TGF309L作為過渡層焊材的A組和B組,這是由于ERNiCrMo-3焊材本身的硬度高于304不銹鋼。3組方案的焊縫靠近熔合線區域,均存在一個狹窄的硬度突增區域,結合圖7c可知,此區域發生了碳遷移,導致焊縫邊緣硬度突增。熱影響區硬度上升,是由于過渡層焊縫部分合金元素向熱影響區遷移導致熱影響區Cr和Ni等合金元素含量高于母材,起到置換或間隙強化效果,對位錯起釘扎作用。
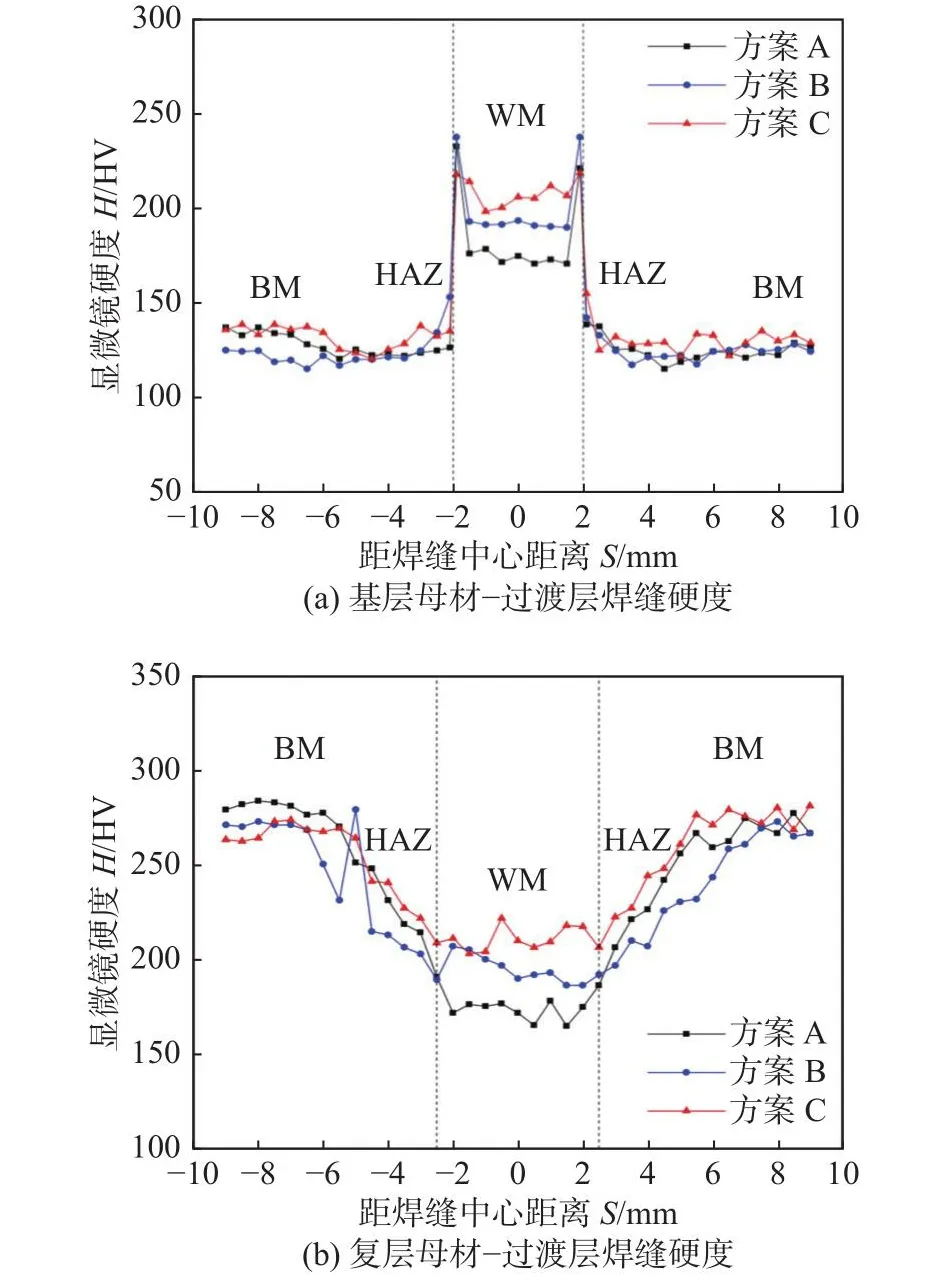
圖13 顯微硬度
如圖13b所示,復層焊縫及熱影響區硬度低于復層母材,其中C組焊縫硬度明顯高于A和B組。熱影響區奧氏體晶粒受焊接循環作用影響,靠近熔合線附近晶粒長大,導致此區域相比于304母材,硬度有一定的下降。
3 結論
(1)采用鎢極氬弧焊工藝,ER309L,ERNiCrMo-3,TGF309L及ER70S-6焊絲焊接的3組焊接接頭,焊后均成形良好,無明顯焊接缺陷。
(2)焊縫顯微組織觀察顯示,采用ER309L和TGF-309L焊絲的過渡層焊縫組織為奧氏體 + 少量蠕蟲狀鐵素體;采用ERNiCrMo-3焊絲的過渡層焊縫組織為細小的等軸晶組織;采用ER70S-6焊絲的蓋面層焊縫組織為板條狀馬氏體組織。3組接頭焊縫顯微組織均未出現粗大的柱狀晶組織。
(3)熱影響區顯微組織觀察顯示,受焊接熱輸入影響,采用TGF309L焊絲進行過渡層焊接的一組,熱影響區寬度和平均晶粒尺寸要大于其余2組。3組接頭復層側熱影響區及基層側最終道次熱影響區晶粒組織有一定的粗化,而基層側1道次熱影響區一方面受后續道次熱循環作用影響,發生正火作用,另一方面由于采用TIG方式焊接,整體熱輸入較小,晶粒變得均勻細小。
(4)線掃描結果顯示,3組接頭過渡層焊縫組織合金元素含量均達到母材要求,熔合線處合金元素過渡均勻,未發生碳化鉻等不良相的析出。采用ERNiCrMo-3焊絲的方案,熔合線附近的元素擴散過渡區寬度遠遠低于其余兩組。
(5)3組接頭拉伸性能均滿足復合管的抗拉強度要求,當采用ER70S-6焊絲進行蓋面層焊接時,會生成硬度較高的板條狀馬氏體組織導致硬度增大,但對接頭的抗拉強度影響不大。3組方案的基層母材—過渡層焊縫的熔合線附近均會由于發生碳遷移導致局部硬度增大,這是接頭性能的薄弱環節。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
