纖維背板結構對B4C 陶瓷復合裝甲抗侵徹破碎特性的影響*
2023-09-23 08:49:14武一丁王曉東余毅磊馬銘輝陸文成高光發
爆炸與沖擊 2023年9期
關鍵詞:實驗
武一丁,王曉東,余毅磊,馬銘輝,陸文成,高光發
(南京理工大學機械工程學院,江蘇 南京 210094)
自20 世紀60 年代陶瓷/金屬輕型復合裝甲出現以來,因其高性能抗彈優勢成為滿足武裝直升機、輕型裝甲車輛等機動裝備輕量化要求的重要選擇。12.7 mm 穿甲燃燒彈(armor piercing incendiary, API)是輕型武裝直升機與近地飛行器等高機動性低抗彈能力目標的重要威脅之一,12.7 mm API 彈主要的構成部分為燃燒劑、被甲、鉛套和鋼芯。彈丸與目標發生沖擊作用時,燃燒劑燃燒、被甲剝離、硬質彈芯起主要侵徹作用。近代以來,陶瓷材料由于其本身具有的高強、高硬、低密度特性被廣泛利用于復合裝甲等,在與目標進行侵徹作用時,其作用主要為對目標彈體進行“轟碎”并減速,從而達到削弱彈體侵徹能力的效果。在輕量化需求下,陶瓷/輕型復合裝甲被廣泛應用[1],彈丸在侵徹陶瓷/輕型復合裝甲時彈靶作用時間短、應力狀態更為復雜[2-3],不同于侵徹陶瓷/金屬背板[4]。金屬作為背板而言,由于重量與面密度的限制導致防護能力十分不足,且內部發動機等元件的落后導致留給防護裝甲的空間不足,因此對復合裝甲的輕量化研究有著更高的要求[5]。如今,陶瓷/纖維復合材料輕型復合裝甲使用十分廣泛,能延長子彈與陶瓷的相互作用時間,顯著改善復合裝甲的抗彈性能[6-7],但利用超高分子量聚乙烯(ultra-high molecular weight polyethylene, UHMWPE)等纖維板作為背板時復合裝甲的整體結構剛度較低,且受損傷背突高度過高,容易對復合裝甲后的重要單位造成不可逆損傷[8]。陶瓷/纖維復合裝甲的抗侵徹能力可以從后效靶穿深深度,陶瓷與彈芯碎裂特征和背板損傷狀態等多個方向來判定[9-10]。由于彈芯與陶瓷面板在侵徹過程中的失效狀態均為脆性失效,研究12.7 mm API 彈侵徹陶瓷/輕型復合裝甲彈芯的動態破碎行為對靶板和彈丸的設計優化均具有重要意義。此外,與12.7 mm API 彈彈芯損傷結果十分相似的7.62 mm 穿甲彈在侵徹陶瓷后的質量分布可以利用數理統計等方法進行多級篩分并分析[11],表明對于脆性材料來說,侵徹過程中產生的不同體積的碎片的質量分布規律性十分明顯。近些年來,指數與冪率分布為最常用且合理的碎塊統計方式[12-13]。因此,利用該分布來表征彈芯與陶瓷碎裂程度是相對客觀且可靠的。裝甲背板的抗彎強度與剛度對陶瓷整體碎裂程度與抗彈性能有較大影響[14-17]。相較于UHMWPE 等較軟的背板,其與陶瓷組成的復合裝甲對彈芯的“轟碎”效果并不明顯,且在UHMWPE 纖維板與陶瓷之間加入一層碳纖維板來調節整體剛度可以提高整體抗彈性能[18-20]。因此,利用提高復合裝甲的整體結構剛度來提高抗彈性能是可行可靠的方式。
針對以上問題,本文開展相同彈道速度下12.7 mm API 彈對陶瓷面板/不同結構復合背板的侵徹實驗,通過對后效靶的穿深深度,陶瓷與彈芯碎裂特征和背板損傷狀態等進行觀測分析,探究不同復合背板結構對陶瓷復合裝甲抗彈性能的影響規律。
1 不同結構背板抗剛脆性彈侵徹實驗
本實驗采用54 式12.7 mm API 彈對相同抗彈面板、不同結構背板的陶瓷復合裝甲進行垂直侵徹。發射裝置采用裝藥式彈道槍,彈丸的速度采用裝入的藥量來控制,測速裝置采用高精度光幕靶,其測速精度為±2 m/s。彈丸的主要侵徹部分為彈芯,其質量約為30.8 g。實驗中使用的裝置如圖1 所示。

圖1 實驗裝置Fig.1 Experimental setup
實驗過程中所采用靶板的前置抗彈面板均為尺寸為200 mm×200 mm×10 mm 的B4C 陶瓷,該面板在受到彈體的撞擊時,首先會向反方向噴射一部分陶瓷碎片,會發生較嚴重的脆性斷裂而導致碎裂特征難以觀測,因此在該面板前粘接一層約為0.5 mm 厚的芳綸纖維布來維持抗彈面板在侵徹過程中的完整性并提高整體抗彈性能[21]。
此外,T12A 硬質彈芯在侵徹軟質鋼時呈現剛性侵徹,而在侵徹陶瓷等脆性高強度材料時呈現脆性破碎,因此在靶板后放置尺寸為200 mm×200 mm×60 mm 的6061-T6 鋁合金作為后效靶,其可以控制彈體與陶瓷碎片的運行軌跡,保證實驗結束后可以較完整地收集到彈體與陶瓷的碎片。該實驗中使用的彈芯與B4C 陶瓷的主要力學性能如表1 所示。

表1 材料力學性能Table 1 Mechanical properties of materials
由于自身的高抗拉強度,UHMWPE 纖維板與Kevlar 纖維板作為背板時對破片有著很好的防護性能,但背突高度過高,而T300 纖維板在受沖擊時背突不明顯,且抗彎強度與剛度系數較大,因此考慮對這三種纖維層合板進行組合優化設計,本文中考慮背板分別采用幾種復合結構:UHMWPE 纖維板、UHMWPE 分層纖維板、T300 纖維板、Kevlar 纖維板、T300 纖維板/UHMWPE 纖維板和T300 纖維板/Kevlar 纖維板,背板復合結構采用環氧樹脂粘接而成,尺寸大小為200 mm×200 mm,具體結構設計方法如表2 所示,其中,復合背板的配置由兩塊纖維層合板拼接而成,與陶瓷直接接觸的背板為背板1,第二塊背板為背板2。在復合裝甲中,背板的作用為對陶瓷面板起到支撐作用并更好地傳遞沖擊載荷從而提高復合裝甲的整體抗彈性能。

表2 實驗背板設計尺寸配置Table 2 Design size configuration of experimental backplane
2 實驗結果分析
實驗獲得對六種背板結構的侵徹實驗的有效數據,其侵徹速度的范圍為491.1~514.9 m/s。表3 給出了實驗中所采用的復合背板不同組合結構以及著靶速度等主要實驗結果。
記錄著靶速度與6061-T6 鋁合金后效靶穿深深度如表3 所示,在不同結構背板條件下,其后效靶侵徹深度不同,相比單UHMWPE 纖維板與單Kevlar 纖維板,加入碳纖維作為過渡層后,其后效靶侵徹深度明顯降低,單碳纖維防彈背板相對UHMWPE 纖維板與Kevlar 纖維板來說侵徹深度較低,但后效靶有多發彈坑,證明有多個破片造成的損傷。
3 復合裝甲抗侵徹特征
3.1 彈芯碎片分布特征與碎裂特征
對于脆性材料,其斷裂破碎特征的表征十分復雜,現有的理論分析模型如Mott 理論、Grady 模型及改進模型、ZMR 模型、Levy and Molinari 模型等[22],是在一維條件或均勻載荷加載條件下建立的,對于彈芯與靶板都為脆性材料的12.7 mm API 彈對陶瓷的侵徹過程來說,復合裝甲中的應力狀態較難解耦。因此,彈芯與抗彈面板的侵徹損傷行為難以預測。對于這種情況,一種可靠的方法是利用基于統計分析的碎片分布和平均尺寸預測模型來對材料的斷裂行為進行定性表征。此前,有研究[12-13,22]利用龐大數量的脆性材料沖擊試驗結果進行理論分析與匯總,得到了描述碎片質量分布的各種相關函數,其中指數型函數和冪率型函數被廣泛使用,如韌性材料與高脆性材料分別適合指數型函數分布規律與冪率規律分布。目前,對于脆性材料而言Rosin-Rammer 分布模型的應用最為廣泛且可靠[23],本文利用該模型來對實驗結果的碎片分布進行表征,將利用磁鐵收集到實驗箱內的彈芯碎片進行多級篩分處理并歸類稱重,得到指定粒徑和質量的累計彈芯質量分布區間,等效直徑不超過x的碎片總質量表示為
式中:λ 為平均特征尺寸,k為冪指數系數,M0為實驗中收集到彈芯的總質量。在該前提假設下,Rosin-Rammler 模型的函數表達式為
對于大部分脆性材料斷裂后的碎片質量,該分布模型均呈現很高的可靠性。為確定冪指數k的值,式(2)可以轉化為對數形式,即:
對數處理后直線的斜率為Rosin-Rammler 模型的冪指數k。實驗碎片處理過程中,利用不同直徑的篩籃對收集到的實驗碎塊進行多級篩分處理,其篩分網的孔徑分別為0.5、1、2、4 和8 mm,將其分級進行組合,從小到大即可將其分篩至不同孔徑大小的框內,并進行收集稱重,稱重過程中對不超過4 mm 的碎塊進行多級稱重并取集體質量,對超過4 mm 碎片各自進行稱重,并將4 mm 以上的碎塊的粒徑轉化為等質量的球對應的直徑,其中,利用實驗箱均收集到了90%以上彈芯碎片。經過多級分篩法后的彈芯碎片分布如表4 所示。

表4 多級篩分后的彈芯碎片質量Table 4 Mass of bullet core fragments after multistage screening
圖2 為不同結構背板對應的彈芯碎片的累積質量的對數與碎片等效直徑的對數的線性擬合結果,從圖中可以看出,在該分布函數形式下,彈芯碎片的累積質量對數與碎片等效直徑的對數呈正比例函數關系,該分布模型與實驗收集到的參數之間的決定系數R2均大于0.95,說明12.7 mm 子彈對陶瓷/復合裝甲的侵徹作用下產生的彈芯斷裂碎片滿足Rosin-Rammler 分布模型。

圖2 不同背板下彈芯碎片累計質量M 與等效直徑x 的擬合關系Fig.2 Fitting relation between the cumulative mass (M)and the equivalent diameter (x) for bullet core fragments to different backplates
圖3 給出了不同背板下彈體的破碎形貌以及相應擬合公式中的冪指數k和平均特征尺寸λ,冪指數k突出表示多級尺寸對應的彈芯碎片質量分布的比重,k值的降低表明碎片的累積質量的對數與碎片等效直徑的對數的線性擬合斜率減小,代表著小碎塊占比增大,大碎塊占比減小。此外,平均特征尺寸可以表征彈體整體的破碎程度,因此隨著k與 λ 的減小,彈芯破碎程度增加,小碎塊質量增加,表征彈體侵徹能力降低,復合裝甲的整體抗彈性能增加[23]。與單UHMWPE 纖維板和單Kevlar 背板相比,加入T300 纖維板作為中間過渡層后,彈體碎裂程度明顯提高,穿深深度也隨之降低。彈體對陶瓷的侵徹過程中,其彈芯動能的耗散很大程度上取決于彈體-陶瓷-復合裝甲的波阻抗,當陶瓷的波阻抗增加時,發生在彈體內的能量耗散與破碎程度增加,且在彈體開始對陶瓷面板進行侵徹時,彈體對陶瓷的侵徹會在陶瓷中產生非常大的彎曲應力。因此,靶板抗彎強度與剛度系數的提高對陶瓷復合裝甲的抗彈性能有較大提升[23-25],在本實驗中T300 纖維板主要為陶瓷面板進行支撐與提供高剛度應力波緩沖的作用,而背部的高抗拉強度的纖維背板可以將碎塊減速并滯留[26],因此高剛度T300 纖維背板與高抗拉強度纖維背板組合較為合理。而單T300 纖維背板作用下,彈芯破碎程度最高,但從后效靶穿深深度來看,有多個由彈體碎塊造成的彈孔,后效靶造成的損傷主要由破片造成,因此,單T300 纖維背板雖對彈體的破碎程度較大,但會產生破片損傷危害,需作進一步研究。
在侵徹過程中,對彈體起到主要抵抗作用的是抗彈陶瓷面板中與彈體接觸的陶瓷錐體,相同抗彈陶瓷面板作用下,當彈體以90°垂直侵徹B4C 陶瓷面板時,在初始接觸,彈頭與靶板接觸點瞬間向彈尾和陶瓷產生一個壓縮波,彈頭處的高強度壓縮波產生的壓縮波傳到彈尾時產生一個拉伸波向彈頭方向,在彈頭與陶瓷面板接觸過程中,其高強度壓縮波作用下,彈頭破碎主要以粉碎狀為主。由于彈頭前部的燃燒劑的作用,在侵徹過程中,會產生超高局部環形區域熱量,此時,彈體的抗剪能力下降,此過程為近似絕熱剪切過程[27]。因此,當彈體受到的應力波強度達到極限剪切強度時,大塊彈體部分產生剪切斷裂脆性失效[28],形成45°剪切裂紋和碎塊,彈身與彈尾產生的碎塊粒徑主要由4~8 mm 碎塊組成,在彈尾圓錐體等自由面反射回彈頭方向的卸載波與彈頭產生的持續不斷的壓縮波相作用,在彈體內部出現二次卸載,導致材料中出現了拉應力,當其強度達到材料抗拉強度時出現拉伸斷裂即層裂現象[29-30],彈體產生徑向裂紋,出現徑向平底斷口狀拉伸斷裂碎塊,在微觀層面表現為河流狀解理拉剪斷裂形式,如圖4~圖6所示。

圖4 彈芯的碎片分布Fig.4 Distribution of bullet core fragments
在前置陶瓷面板相同時,由于不同背板結構剛度的影響,陶瓷與彈體的接觸侵徹時間不同,彈體與陶瓷接觸時間內損失的動能也不同。在實驗過程中,在收集到陶瓷與彈芯的碎片并進行統計分析后,發現這兩種材料在侵徹過程中均無明顯塑性變形,且在對彈芯碎片進行拼接處理后,已拼復部分基本與原始彈芯形狀保持一致。在不同背板作用下,彈芯的破碎形式也不同,如圖5~圖6 所示,在背板剛度較低的情況下,彈芯破碎形式主要以彈頭的粉碎與彈體前端的碎裂為主,而在高剛度背板作用下,利用SEM 掃描電子顯微鏡進行微觀觀察,彈芯的破壞形式基本以彈體的剪切斷裂、拉伸斷裂和彈頭的粉碎斷裂為主,該現象與Zhang[20]等在實驗與數值模擬中觀測到的一致。

圖5 彈芯破碎特征Fig.5 Crushing characteristics of bullet cores
其中,T300 纖維板的作用相當于在中間加入一層波阻抗適中的“中間過渡層”來提高彈頭與陶瓷接觸面產生的壓縮波在陶瓷傳遞到抗彈背板的透射波強度,降低反射回陶瓷面板的拉伸波強度,而T300 纖維板的波阻抗大于UHMWPE 和Kevlar 纖維板,因此在T300 纖維板與后兩種纖維板的交界面上,大部分會以拉伸波的形式返回到T300 纖維內部,并以相同形式透射至陶瓷內部,增加了應力波傳播時間,延緩了陶瓷的分離與碎裂,加劇了彈體的碎裂與粉碎現象的產生,提高了陶瓷對彈體的“轟碎”能力。
但T300 纖維板抗沖擊能力差,且密度較高,因此,對于單T300 纖維背板來說,總體抗彈性能較差,轟碎彈體的能力較強,產生的破片動能依舊較大,對彈體的減速能力較弱,因此需要對彈體進行減速的后效作用層,否則會有破片對復合裝甲后單位造成傷害的風險。
3.2 陶瓷碎塊質量分布與碎裂特征
實驗結束后,在制作的彈靶回收箱內利用超強磁鐵將彈體材料吸附回收,其次將余下的陶瓷碎塊進行回收并進行篩分處理,六組實驗的陶瓷均收集到了95%以上的陶瓷碎片。其中,非陶瓷碎裂區與陶瓷粉碎區的部分均比較完整,將小碎塊與粉末進行篩分后,大質量碎塊呈現明顯規則狀,碎塊區和粉碎區共同組成陶瓷錐。圖7 和圖8 為實驗后收集到的陶瓷靶板。其中,紅色線條表示陶瓷碎裂的徑向裂紋,藍色線條表示其產生的陶瓷錐的內徑D1與外徑D2。

圖7 陶瓷碎裂形態Fig.7 Fragmentation morphology of ceramics
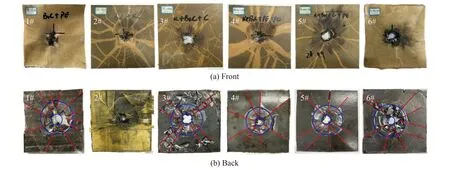
圖8 不同背板對應陶瓷面板Fig.8 Ceramic panels corresponding to different backplanes
3.2.1 陶瓷碎塊分布特征
與彈芯的分布規律相似,對于陶瓷等脆性材料,其累積質量分布同樣遵循冪率規律分布,如圖9和圖10 所示。實驗均收集到了95%以上的陶瓷碎片。圖9 和圖10 中統計了直徑小于12.5 mm 的碎塊,其中12.5 mm 以下的碎塊基本都屬于陶瓷錐,4~12 mm 的碎塊基本來自于陶瓷碎裂區,而小于4 mm 的碎塊基本來自于陶瓷粉碎區。離陶瓷錐外徑部分越近,陶瓷碎裂程度越小,平均碎裂尺寸越大。陶瓷面板的主要粉碎區為內徑所對應的圓柱型陶瓷體,有研究表明[1-3],陶瓷的主要吸能能力為該圓柱體型的陶瓷體粉碎區產生的粉碎能與破碎陶瓷的反向噴射的動能,而由于陶瓷碎裂區產生的碎裂能則占很小一部分。而陶瓷的總質量一致,若小直徑的碎塊的質量增加,則大碎塊的質量相應減少,因此陶瓷的吸能能力可以利用侵徹后收集到的小直徑對應的總粉碎碎塊質量來表征,如圖9 所示。實驗所收集到的碎片顯示,陶瓷碎塊與該分布函數的關系對應的決定系數R2均高于0.95,保證12.7 mm API 彈對不同結構陶瓷-復合裝甲的侵徹產生的陶瓷碎片滿足Rosin-Rammler 分布模型[31]。

圖9 不同背板下陶瓷碎片累計質量M 與等效直徑x 的擬合關系Fig.9 Fitting relation between the cumulative mass (M)and the equivalent diameter (x) for ceramic fragments to different backplates

圖10 不同背板下陶瓷破碎尺寸分布的冪指數k 和平均特征尺寸λFig.10 Exponent (k) and haracteristic size (λ) for size distribution function of ceramic fragments to different backplates
圖10 顯示了不同結構背板作用下陶瓷碎塊對應的冪指數k與平均特征尺寸 λ 的取值。與彈芯碎塊的函數分布相同,冪指數k與 λ 代表的含義與彈芯碎塊對應的相同,k與 λ 的降低表明碎片的累積質量的對數與碎片等效直徑的對數的線性擬合斜率減小,代表小碎塊的占比增大,大碎塊占比減小[23],因此加入T300 碳纖維層合板作為過渡層后,其碎塊對應的冪指數k與平均特征尺寸 λ 降低,陶瓷粉碎區內小粒徑碎塊質量增加,吸收的斷裂能提高,抗彈性能增強。
3.2.2 陶瓷碎裂特征
彈體與陶瓷開始侵徹接觸時,在接觸界面產生的球狀強壓縮波向陶瓷內部傳播。因陶瓷的抗拉強度遠低于抗壓強度,當壓縮波傳至陶瓷與復合背板交界面時,復合背板的波阻抗遠低于陶瓷,陶瓷與復合背板界面產生的反射波遠大于透射波,因此陶瓷內部的反射波即拉伸波強度達到拉伸斷裂極限時,陶瓷發生斷裂失效,一般表現為以接觸點為中心,產生一系列徑向裂紋[27-28]。此時,主要破壞波的能量耗散于陶瓷面板中,而背板僅有隆起變形。陶瓷面板和復合背板之間產生的卸載波與彈頭和陶瓷面板接觸面產生的壓縮波相互作用,進而產生主要拉伸斷裂區。此外,由于12.7 mm API 彈的頭部燃燒劑的作用,侵徹過程中會產生極高的局部環形區域熱量,降低了陶瓷材料的抗剪強度[25],因此陶瓷主要破壞區的破壞形式大部分為拉伸斷裂與剪切斷裂,會產生類似擠鑿型破壞的一個錐形區域[14-18],此時形成與主要陶瓷面板相分離的陶瓷錐體。表5 為測量得到的陶瓷半錐角與陶瓷徑向裂紋數量。

表5 陶瓷半錐角與裂紋數量Table 5 Measurement of ceramic half-cone angle and crack number
在不同背板的支撐作用下,通過在陶瓷后添加一層T300 碳纖維板可以一定程度上增加陶瓷背板的整體抗彎強度,改善靶板的剛度梯度,提高整個抗彈靶板的結構剛度,進而延長彈體與整個面板的作用時間[25],使陶瓷錐體形成后不瞬間與陶瓷面板相脫離,使得更多的壓縮波在整個陶瓷面板內傳播,從而增加整個陶瓷面板內部卸載波與壓縮波的作用時間,延長彈體的駐留現象,提高彈體與陶瓷粉碎區的碎塊質量,從而增強整體陶瓷復合裝甲的抗彈性能。除了剛度較高的優勢以外,其波阻抗與陶瓷相近,可以明顯降低反射回陶瓷面板的拉伸波強度,并延緩拉伸波到達陶瓷內部的時間,一定程度上抑制了裂紋的產生[29],提高了陶瓷面板的整體抗彈能力。
形成陶瓷錐體后,彈體與陶瓷的聲速與密度不變,但隨著彈頭的粉碎化,接觸面積的變化與彈體的離散導致陶瓷錐體的面積明顯降低,廣義波阻抗比降低,因此從彈體自由面反射回的拉伸波在彈體與陶瓷的交界面上產生的反射波強度增大,透射波強度降低,發生在彈體內部的能量耗散明顯提高,且能量耗散的主要形式為彈頭與彈身前端部分和陶瓷主要粉碎區的斷裂能[2-4]。與單UHMWPE 背板與Kevlar背板相比,加入碳纖維中間過渡層后,其陶瓷面板的半錐角分別增大了2.05%和4.20%,如圖10 所示,碎裂區整體平均特征尺寸分別下降了16.92%和42.96%,其陶瓷錐部分碎裂程度增加,吸收的斷裂能隨之增加,粉碎區吸能增大,意味著隨著背板剛度的提高,陶瓷錐粉碎區體積增大,吸能水平提高,整體復合裝甲的抗彈性能提高。
3.3 復合背板的破壞特征
背板的主要受力接觸部位為陶瓷錐的錐體底部,因此需要盡可能延長彈體與陶瓷在主要粉碎區的滯留時間,并且保證不對后方人體或者重要單位造成瞬間沖擊傷害。在彈體未接觸到背板時,背板與陶瓷受力面積較大。研究表明[14-17]:在陶瓷與背板的交界面上,對背板造成的破壞波,主要為殘余彈體破片、陶瓷錐產生的破片與大塊殘余彈芯的沖擊造成的,為避免過多碎塊對人體造成傷害,因此需要高抗彎強度的背板[14-17]。圖11 即實驗后所收集到的背板。

圖11 復合背板受損情況Fig.11 Damage of composite backplates
本實驗中共使用3 種材料的背板,分別為UHMWPE 纖維板、T300 碳纖維板和Kevlar 纖維板,該三種纖維板制作工藝均為0°~90°角度鋪迭而成。T300 碳纖維板的失效形式為正面十字形破壞,背面類似菱形突起。正面十字形損傷主要因剪切破壞產生,因為T300 碳纖維板抗沖擊能力差,故而主要能量耗散發生在陶瓷面板之中,該層主要起到增強整體結構剛度的作用。該結構作為復合裝甲抗彈背板時,彈體破損情況較為嚴重,產生的小破片的整體動能較大,會造成不可逆的破片損傷,因此不適合單獨作為抗彈背板來使用。
UHMWPE 纖維板的主要吸能形式為拉伸斷裂、層裂和彎曲變形:在中速沖擊下的主要穿透機制是由間接拉伸引起的拉伸層破壞和彈體與纖維板之間的剪切破壞[32],主要損傷形式以分層損傷、纖維拉伸損傷斷裂與背板的永久變形為主。如圖12 和圖13 所示:在UHMWPE 板受侵徹作用的部分有明顯高溫碳化現象產生;在殘余彈芯和陶瓷碎塊等與UHMWPE 背板發生作用時,其背部受到壓縮波作用,以彈芯侵徹點為中心,形成十字形隆起;纖維板的壓縮波在UHMWPE 背板內傳播至自由面后反射一個拉伸波回到背板內部,當拉伸波強度高于層間抗拉強度時,纖維產生層裂[33],具體表現為多層粘接在一起的纖維板開始出現分層。隨著彈體與陶瓷錐體不斷作用,彈頭等部位出現粉化、碎裂等現象,彈體速度不斷衰減,該背板主要起支撐作用,使得陶瓷與彈體的接觸滯留時間延長,陶瓷粉碎質量提高,從而導致彈芯受損程度與彈芯速度的衰減速度增加,由此起到防護作用。

圖12 UHMWPE 典型損傷形式Fig.12 Typical damage forms of UHMWPE

圖13 微觀下UHMWPE 纖維損傷Fig.13 Microscopic damage of UHMWPE fibers
單UHMWPE 背板的迎彈面損傷機制主要為剪切沖塞損傷,UHMWPE 纖維板的抗剪能力遠弱于抗拉能力,因此若需增強纖維背板抗彈性能,需要充分利用其抗拉強度,將其損傷形式向拉伸斷裂形式轉變。在顯微鏡觀察下,單UHMWPE 板彈孔周圍的纖維絲斷口整齊,具體損傷形式為明顯剪切破壞,并出現永久彎曲變形。加入T300 纖維背板作為中間層后,UHMWPE 纖維板迎彈面出現一定程度纖維細絲層裂。在顯微鏡觀察下,纖維細絲粗細不一,纖維末端直徑遠小于纖維中段,其損傷形式為明顯拉伸損傷。因而加入T300 纖維作為中間層后,UHMWPE 的主要吸能形式從剪切失效吸能轉化為了分層層裂損傷吸能與剪切吸能,在纖維板內的應力波形式主要為T300 纖維背板的壓縮波與UHMWPE 的自由面反射回的拉伸波,提高了纖維板高抗拉性能的利用率,增強了抗彈背板的能量吸收能力。
4 結 論
通過開展12.7 mm API 彈侵徹芳綸纖維-B4C 陶瓷-不同結構背板復合裝甲實驗,收集并通過篩分法獲得彈芯與陶瓷的碎片質量與后效靶穿深深度,得到以下主要結論:
(1) 以6061-T6 鋁后效靶穿深深度為判定標準,單背板在相同粘接層工藝的作用下,碳纖維背板的抗彈性能最優,UHMWPE 板適中,Kevlar 背板抗彈性能最差;在復合背板作用下,UHMWPE 背板經過分層之后,抗侵徹能力降低,在碳纖維T300 作為中間層的條件下,Kevlar 背板與UHMWPE 的抗彈性能均有增強,單碳纖維背板雖侵徹深度較小,但后效靶上有多發破片造成的彈孔,會產生破片損傷危害,需作進一步研究;
(2) 12.7 mm API 彈侵徹芳綸纖維-B4C 陶瓷-復合背板后‘收集到的彈芯-陶瓷碎片累計質量分布滿足Rosin-Rammler 分布模型;且隨著復合裝甲整體剛度的增大,陶瓷面板的半錐角分別增大了2.05%和4.20%,碎裂區整體平均特征尺寸分別下降了16.92%和42.96%,陶瓷錐與彈芯部分碎裂程度增加,吸收的斷裂能隨之增加,粉碎質量增大,吸能水平提高,整體復合裝甲的抗彈性能提高;
(3) 利用添加T300 纖維板作為中間過度層來提高整體結構剛度后,UHMWPE 纖維背板的主要失效形式轉化為從剪切失效吸能轉化為了層裂損傷與剪切吸能,提高了纖維板高抗拉性能的利用率,增強了復合裝甲整體的抗彈能量吸收能力。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
