三角刮刀刮削巴氏合金軸瓦操作技法探討
2023-10-11 08:53:02陳擎環
水電站機電技術 2023年9期
陳擎環
(江蘇省泰州引江河管理處,江蘇 泰州 225321)
0 引言
在提到巴氏合金軸瓦刮削時,有些規范要求平面瓦和曲面瓦需采用不同的刮刀,平面瓦在刮削的不同階段還要更換相應刮刀。但由于巴氏合金硬度較低,在實際操作中,有些師傅刮削平面推力瓦和內曲面導軸瓦時,全程只使用一把三角刮刀。三角刮刀容易控制,轉折靈活,它的弧形刀尖既可刮削平面,又能刮削內曲面。同時刀刃鋒利,能適用粗刮、細刮和精刮不同階段。現以用三角刮刀刮削平面推力瓦為例,將其操作技法介紹如下[1]。
1 前期準備
準備好刮瓦場地和工具,對準備刮削的軸瓦和其研磨基準件鏡板做好檢查、清潔和處理。
要重視對三角刮刀的選擇。工欲善其事,必先利其器。要想刮好軸瓦,一把刀身長短適宜,刀尖圓弧適當,刀刃鋒利光滑的三角刮刀非常重要。
1.1 刮刀選擇
三角刮刀長度有多種尺寸,長短可根據操作者個人習慣選用,一般以200~250 mm 為宜。刀身可以纏繞數層白布帶,以保護手掌。
三角刮刀使用前需仔細檢查刀身有無裂紋,防止折斷傷人。檢查淬火是否達到足夠硬度,偏軟會導致刮瓦費時費力。刀身有油污時,要及時擦凈,防止使用中打滑。
注意要點:禁止使用沒有手柄或手柄松動的三角刮刀,木柄上必須裝有金屬箍。禁止把三角刮刀當作橇桿或敲擊物體。禁止手持三角刮刀打鬧嬉戲。每天作業結束必須把刮刀裝入套內,專人保管。
1.2 刮刀刃磨
三角刮刀刮瓦時主要使用刀尖部分,需要先把刀尖磨好,在工作中也要經常進行刃磨,隨時保持刀尖的三條刀刃鋒利。
新刀先用粗磨石開刃,然后用細磨石磨鋒利,最后用油石去毛刺。操作時刀柄與磨石角度保持在約45°~60°,一手握刀柄,另一手輕壓刀身,順著磨石長度方向來回移動,同時刀柄作弧形上下擺動。刃磨中,要經常檢查刀尖橫剖面的三條棱邊,需保持其等邊三角形的形狀。磨好的刀尖不但要鋒利,而且要求刃口是連續光滑的弧面,不能有毛邊缺口,否則刮出的刀痕邊緣模糊不清晰。
注意要點:刃磨時刀尖部分需經常蘸油冷卻,防止退火。
1.3 刀尖弧度
刀尖磨得好壞對刮削質量有直接影響,刀尖弧度要適當。在磨刀的過程中,刀尖大致會出現3 種情況:
(1)刀尖圓弧平直。弧度略大的刀尖刮出的刀痕平,切削量大,研磨后的點又大又亮,呈碎花點。但弧度過于平直時,刀尖容易劃傷瓦面。
(2)刀尖圓弧過小。弧度略小的刀尖刮出的刀痕窄,切削量小,研磨后的點又細又碎,呈芝麻點。但弧度過于偏小時,刀刃容易在瓦面上刮出深痕。
(3)刀尖圓弧適當。刀尖后部的圓弧相對平直,適合粗刮時大面積去斑用,刀尖前部的圓弧比較小,適合精刮時找點用。
1.4 磨石和油石的保養
為了三角刮刀能獲得光滑鋒利的刃口,所使用的磨石表面必須平整,要充分利用磨石的整個平面進行刃磨,防止磨石的局部位置過早地凹陷或起槽。否則,既縮短了磨石的使用壽命,刮刀也無法磨好。
磨石和油石使用前,要先放在機油中浸泡幾天,使用時石面上要有足夠的潤滑油冷卻。油要清潔,避免鐵屑嵌入石面,否則磨出的刀尖不光潔,磨石和油石也容易損壞。磨石和油石不使用時仍將它浸泡在油中。
1.5 軸瓦研磨
先用三角刮刀將檢查清潔好的軸瓦瓦面輕輕均勻地刮一層,以去掉加工痕跡和粘附在瓦面上的砂粒雜質。對深陷在合金里的硬點要挑出來,以免損傷鏡板,影響刮瓦質量。留下的坑孔邊緣應修刮成弧坡。
將準備研磨的推力瓦背面裝上鐵把手,方便搬運。然后把推力瓦輕輕倒放到鏡板上,鏡板中心可以放一個鐵筒做的導向箍,以保證推力瓦沿圓周研磨時的軌跡穩定。把推力瓦短端靠著導向箍,按照瓦在鏡板上的旋轉方向來回研磨10 次左右。然后把推力瓦平放到工作臺上,檢查推力瓦表面的研磨情況。
1.6 研點分類
研點是指軸瓦的巴氏合金表面凸起部分與基準件工作面研磨后產生的黑色斑點。
在刮削初期研點是稀疏的大塊黑斑,經過反復的刮削研磨,研點由稀少變細密,由錯落分布變均勻分布。到了后期大致可演變為大點(亮黑點)、中點(濃黑點)和小點(淡黑點)3 種。
研點的演變過程,也是軸瓦合金表面光潔度、表面精度逐步提高的過程。
1.7 磨瓦要點
每次磨瓦前,應用毛巾、白布沾酒精清洗鏡板和軸瓦工作表面,擦干后才能進行磨瓦。
在粗刮階段可一人研磨,到了后期隨著瓦面精度的提高,軸瓦放到鏡板上時會產生明顯的吸附力,一個人無法磨動,所以精刮的時候需兩人同時研磨,而且研磨次數和壓力要相應增加,以保證研點精確。如不增加壓力,整個瓦面的研點會模糊不清,影響刮瓦效果。
兩人用力要協調,輕重要均勻,不能對鏡板表面形成撞擊。
研磨中對鏡板表面的保護格外重要。須防止鐵屑落到鏡板上,在研磨時會拉傷鏡板和軸瓦表面,額外增加工作量。
如鏡板工作面已模糊或出現淺痕,則應將磨瓦工作暫停,按規定辦法對其進行處理,直到工作面恢復平整光亮后,才能重新進行磨瓦工作。
1.8 刮削姿勢
軸瓦刮削是一項長時間的繁重工作,刮瓦姿勢正確與否直接影響到工作效率和最終質量。
刮瓦姿勢一般為右手直握刀柄如握銼刀,左手掌心向下橫握刀體,距刀尖50~80 mm。刮瓦時左腳前跨,上身前傾,右手固定刀體,左手順著瓦面拉動三角刮刀。
2 軸瓦刮削
用三角刮刀刮削平面推力瓦一般可分為粗刮、細刮、精刮3 個階段。有抗重螺栓的推力瓦還需中部刮低。
這3 個階段,對刀刃的角度、刀身的角度、刀痕的長度和刮削的力度都有不同的要求,想要高效省力地刮出一塊符合標準的軸瓦,需要熟練掌握這4 點。
2.1 粗刮
當軸瓦合金表面還留有較深的加工痕跡,或研磨后發現刮削量較多的情況下,需要進行粗刮。
刀刃角度:粗刮時刮刀可采用正前角刮削,刮出的切屑厚,能獲得較高的刮削效率,可以很快的去除加工痕跡和過多余量。
刀身角度:刀身與瓦面的角度要小,利用刀尖后段較平直的刀刃刮削,可以讓刀痕寬而深。
刀痕長度:刀痕行程要長,刀痕要順向連成一片,每一刀不可重復。研磨后刮第二遍時要交叉90°方向刮。
刮削力度:要大刀闊斧地進行,凡顯現的研點全部刮去,注意每一刀的力度應大體一致,不可過重或過輕。
粗刮斑點:經過反復循環不斷刮削,瓦面大塊研點由少變多,由錯落分布至均勻分布,大塊研點間的空白處隱約出現了小研點時,粗刮即可結束,轉入細刮。
注意要點:在粗刮時,由于瓦面中間刮削方便,容易刮削過量,造成軸瓦四周高,中間低的現象。所以對于分布在瓦面四周邊緣、角落的研點,要特別注意。因為它們稀少隱布,容易為人眼所忽略,極易漏刮。這些點在研磨時往往頂住軸瓦,妨礙研點的正常顯示,會造成研點越刮越少的現象。
觀察要仔細,不要在軸瓦還沒有達到粗刮要求的情況下,過早進入細刮工序,這樣既影響刮削速度,也不易將軸瓦刮好。
瓦面刮削的金屬碎屑須用毛刷清理,不可用嘴吹氣清除,防止濺入眼睛。
2.2 細刮
細刮俗稱“破點”,是對大塊研點進行重刮,讓它由一大塊散開變成好幾個點,而隱約出現的暗淡小研點則輕刮。
刀刃角度:細刮時刮刀可采用小前角,刮出的切屑較薄,能很好地刮去研點,并能較快地把各處的研點改變成均勻分布的研點。
刀身角度:刀身與瓦面的角度適當抬高,利用刀尖中段的弧形刀刃刮削。
刀痕長度:刀痕比粗刮時適當縮短,隨著研點的增多,刀痕還要逐步縮短。在刮第一遍時,刀痕方向應一致,刮第二遍時要交叉90°方向刮削,以消除原方向的刀痕,否則出現的研點會成條狀。
刮削力度:對發亮的大研點要重刮,暗淡的小研點輕刮。
細刮斑點:在細刮的過程中,當研點均勻分布,且分別呈現出大點(亮黑點)、中點(濃黑點)和小點(淡黑點)3 種時,即可轉入精刮。
注意要點:細刮對粗刮和精刮起到承上啟下的作用。細刮前要仔細觀察整個瓦面的研點分布是否均勻,有無局部空白,有的話說明瓦面還存在凹坑,還需要繼續粗刮。細刮擬結束進入精刮前,要仔細檢查瓦面研點是否已達到精刮要求。如對粗刮成果檢查不仔細,會影響細刮的效率和質量。而細刮質量不高,則會影響到精刮的效率和結果。
2.3 精刮
精刮俗稱“摘點”,是用刀尖前段小弧刃一個一個地找點刮,非常考驗觀察力、耐心和細心。
刀刃角度:刮刀采用負前角刮削,刮出的切屑極薄,不會產生凹痕,故能獲得很高的表面粗糙度。
刀身角度:刀身與瓦面的角度繼續抬高,利用刀尖前段的小弧形刀刃刮削,但要注意防止刀尖將瓦面劃出深痕。
刀痕長度:采用點刮,每個研點上只刮一刀,不可重復,找點須準確,刀痕細小光整。研磨后要交叉90°方向進行刮削。
刮削力度:落刀要穩要輕,用力宜柔宜小。對于大點(亮黑點)、中點(濃黑點)和小點(淡黑點)3 類研點要區別對待。大點(亮黑點)全部刮去,用力要輕;中點(濃黑點)在上面刮一刀將其剖開,用力要柔;小點(淡黑點)留著不刮。經研磨后,中點(濃黑點)則變成大點(亮黑點),小點(淡黑點)則變成中點(濃黑點),原無點處出現小點(淡黑點)。這樣反復刮削研磨后,瓦面的點數就符合要求了。
精刮斑點:精刮結束時,需研點分布均勻,點數符合相關規范要求。
如刮刀刀尖刃磨符合前述要求,根據操作者刀身角度的不同,此時瓦面會出現兩種研點,一種刀身角度較大,研點細碎,俗稱“芝麻點”。一種刀身角度較小,研點完整,俗稱“碎花點”。只要點數符合標準,兩者均可。
“碎花點”相較“芝麻點”略大略平,在進行下一道挑花工序時,工作會方便些。
注意要點:精刮時需有耐心,不可急躁,下刀不可過重,刀刃只能在瓦面上“浮刮”。精刮過程中要避免刀尖劃傷合金表面,此時刮削工作已到后期,一旦劃出深槽將前功盡棄。
2.4 進油邊刮削
由于水泵機組的軸瓦要保證正、反轉都能工作,故瓦面兩邊須刮出楔形進油邊。進油邊與軸瓦工作面必須圓滑過渡,不能出現臺階、棱條,否則會阻礙油液進入工作面,難以形成油膜。
進油邊按圖紙要求刮削,無規定時,可按寬5~10 mm(瓦小取小值),深0.5 mm 刮削。
2.5 中部刮低
推力瓦若需中部刮低,則以抗重螺栓為中心,將占每塊瓦總面積約1/4 的扇形面刮低0.01~0.02 mm,再從90°方向,將中部1/6 刮低約0.01~0.02 mm。
2.6 軸瓦刮削常見缺陷
軸瓦刮削常見缺陷見表1。
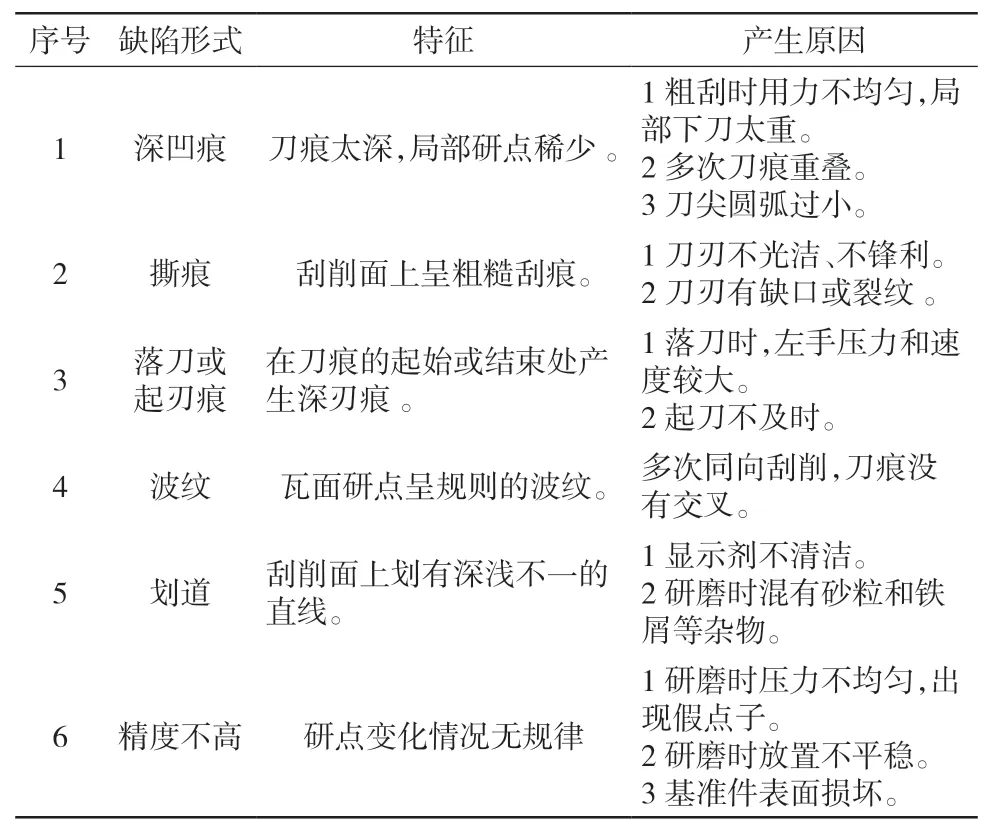
表1 軸瓦刮削常見缺陷
3 軸瓦驗收
用一塊中間留有1 cm2×1 cm2方孔的薄鐵皮或卡紙放在瓦面任意部位,數出孔中顯示研點數量。
SL 317-2015《泵站設備安裝及驗收規范》[2]要求合金推力瓦研刮應符合下列規定:推力瓦研刮后,瓦面與鏡板接觸應均勻,局部不接觸面積每處不應大于推力瓦面積的2%,其總和不應超過推力瓦面積的5%。推力瓦接觸面的接觸點不應少于2 個/cm2。
經檢查推力瓦研點、進油邊、推力瓦中部刮低均符合標準后,即可按需要進入下一步的挑花工序。
至此,三角刮刀刮削巴氏合金平面推力瓦工作全部結束。刮削內曲面導軸瓦與刮削平面推力瓦的步驟和注意要點大致相同,在此不再贅述。
4 結語
本操作技法對剛接觸刮瓦工作的新人和從事類似工作的同行具有一定的參考價值。在多臺水泵機組檢修中實施后,軸瓦刮削質量和速度得到了提高。按本操作技法內容培訓后,年青職工刮瓦技能提升明顯。