
基于DEM-FEM 耦合法的斷齒式對輥制粒機仿真研究
2023-10-13 07:38:12王昌德高愛民王紅松
農業工程 2023年6期
關鍵詞:分析
王昌德, 高愛民, 任 偉, 王紅松, 劉 龍
(甘肅農業大學機電工程學院,甘肅 蘭州 730070)
0 引言
秸稈是我國農業生產中極具利用價值的可再生能源[1]。我國作為一個農業大國,秸稈資源非常豐富,但由于其松散且密度小等特性,導致難以運輸和保存,作物秸稈飼料化技術可以解決這一問題[2-4]。國內主要的顆粒化加工設備有環模制粒機、平模制粒機和對輥制粒機等,對輥制粒機相較其他類型制粒機具有結構簡單、成型性能好和制粒效率高等優點。目前,國內外許多研究人員針對對輥制粒機展開了3 個方面的研究。①利用有限元分析方法對壓輥在擠壓過程中的強度及對輥制粒機結構進行分析。張孟輝等[5]利用ANSYS 軟件建立了壓輥與壓輥軸裝配的有限元模型,根據壓輥和壓輥軸過盈配合裝配下壓輥和壓輥軸的強度、變形量和接觸應力對壓輥軸進行了優化。寧延州等[6]利用SolidWorks 軟件仿真分析了對輥制粒機關鍵零部件的相對運動軌跡,驗證了對輥結構的可行性。②通過設計研制對輥制粒機實物進行試驗驗證,并分析影響制粒產量的因素。朱德文等[7]針對傳統制粒機在成型過程中出現的問題,設計了空心對輥式顆粒成型機,并分析確定了對輥式顆粒成型機核心部分結構參數,試驗表明,其結構和參數設計合理,能夠滿足生物質顆粒成型的條件。閆昌國等[8]設計研制了雙環模顆粒成型設備,通過設置環模的不同轉速來研究該因素對顆粒產量的影響,結果表明,制粒產量并不是隨著轉速的增加而一直增大。③對制粒機核心部件的耐磨性進行分析。蔣清海等[9]研究發現,壓輥的主要磨損機理為拋光磨損、磨粒磨損和疲勞磨損,不同工作部位的磨損機理有所不同,并根據其磨損機理分析提出改進建議,對提高制粒機穩定性和延長其壽命有一定指導意義。
目前對輥制粒機仍然存在許多不足,如壓輥齒形設計不合理導致物料擠壓不充分,成型顆粒質量差、易松散等問題。傳統的對輥制粒機均是連續直齒形結構,本研究將連續直齒形結構改為斷齒形結構,為驗證斷齒形壓輥結構的可行性,利用離散元方法,對斷齒與連齒形結構壓輥的擠壓過程進行仿真分析,以期獲得一種成型效果好的對輥制粒設備,并對該方案壓輥的強度和應力疲勞進行預測分析。
傳統分析壓輥所受應力和疲勞壽命的方法是通過對壓輥施加均勻載荷,但壓輥在實際擠壓過程中的受力是不斷變化的,通過傳統分析方法得到的結果與實際過程存在一定的差異[10]。本研究采用離散元與有限元耦合的方法對兩種齒形壓輥的制粒效果及壓輥的強度與壽命進行分析,先用離散元軟件EDEM 對兩種齒形的壓輥進行擠壓過程模擬仿真,通過研究兩種壓輥在相同仿真時間點的擠壓狀態及物料顆粒的受力特性,再結合顆粒重疊量的變化來分析兩種壓輥的制粒效果;并將EDEM 中仿真得到的壓輥受力數據耦合到ANSYS Workbench 中研究擠壓過程中壓輥的應力及變形特性,再將耦合分析得到的壓輥應力數據導入nCode Designlife 軟件對斷齒形壓輥進行了應力疲勞預測;驗證了斷齒形壓輥結構的合理性,為對輥制粒機的設計制造提供參考。
1 對輥制粒機工作過程
1.1 結構及飼料顆粒成型原理
對輥制粒機由給料系統、擠壓制粒系統等組成,其結構如圖1 所示,當物料向下墜落至擠壓區域時,通過兩壓輥之間的擠壓力來制成飼料顆粒[11]。為減少仿真時間,提高計算效率,簡化為3 排模孔排列的壓輥進行計算與分析。圖2 為連齒形對輥結構和斷齒形對輥結構示意圖,為便于分析,使兩種齒形壓輥結構參數相同,其中壓輥內徑、壓輥外徑、模孔錐角、模孔有效長度和模孔直徑分別設置為200 mm、170 mm、45°、12 mm 和10 mm。
工作時壓輥在電機的帶動下順時針轉動,物料經過調制后不斷地進入兩壓輥之間的擠壓區,在物料與壓輥之間摩擦力的作用下帶動定軸壓輥相對轉動。物料在進入兩壓輥輪處受到物料與壓輥之間產生的摩擦力和壓輥運轉時產生的相互擠壓力共同作用下,使物料不斷被強制擠壓入模孔中形成顆粒,并隨壓輥的旋轉而被不斷地從模孔中擠出,從壓輥內部自然斷開后甩出,形成顆粒狀飼料,如圖3 所示。
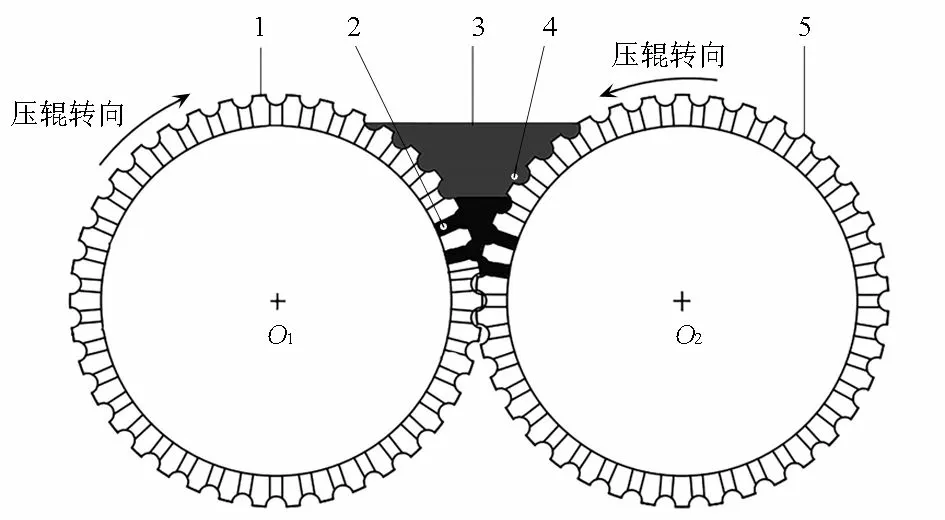
圖3 對輥制粒機工作原理Fig.3 Working principle of roller granulator
1.2 物料與壓輥受力分析
1.2.1 物料受力分析
取制粒機在擠壓成型區域的一段物料進行受力分析(忽略物料重力的影響),如圖4 所示,A、B兩點分別為變形壓緊區與擠壓成型區的交界點,引A、B兩點的切線相交與C點。
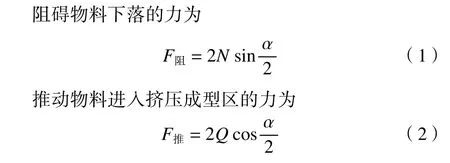
圖4 物料受力分析Fig.4 Force analysis of material force
1.2.2 壓輥受力分析
在擠壓時,兩壓輥通過物料來傳遞壓力,根據作用與反作用力公理分析可知,兩壓輥表面的受力情況是對稱的,因此只需對其中一個壓輥進行分析即可。
當模孔入口處的擠壓力為Fi時物料可被擠入模孔,則擠壓成型區內壓輥表面各部位所受到的壓力都近似為Fi,因此在擠壓成型區內壓輥表面各位置處的壓力基本相等,而在變形壓緊區,物料所受到的壓力逐步增大,其中在接近擠壓成型區的位置處,壓輥表面與擠壓成型區的擠壓力基本相等。此外,對輥制粒機在運轉過程中,物料堆積量也不能超出壓輥最高處,以堆積量最大為例進行分析,如圖5 所示。
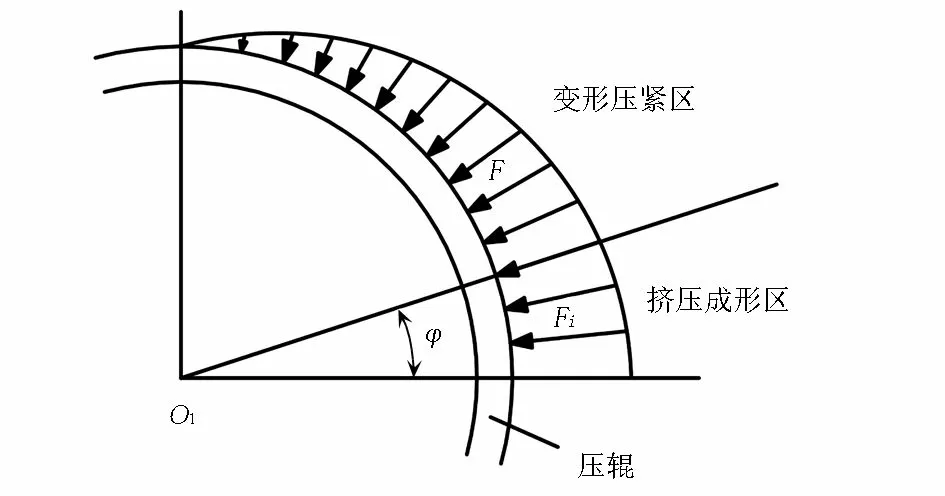
圖5 壓輥受力分析Fig.5 Force analysis of pressure roller
根據數學幾何分析,擠壓成型區對應的圓心角β=a/2,假設壓輥表面任意一點的圓心角為φ,則擠壓力F表達式為
2 對輥制粒機成型工作過程仿真分析
2.1 離散元接觸模型及EDEM 參數設定
2.1.1 離散元接觸模型
離散元模型選取較為常見的制粒材料玉米秸稈為制粒物料,其材料性質是各向異性和不連續的,物料顆粒之間會產生較強的粘結力,常規的顆粒接觸模型不能表征這種粘結力,不利于準確地模擬秸稈物料的流變性。因此,選用Hertz-Mindlin with JKR 接觸模型模擬物料顆粒之間的相互作用,該模型基于JKR 理論基礎建立,考慮了顆粒間的作用力對其塑性變形的影響。JKR 模型通過添加表面能來表征顆粒間接觸的作用力,較適用于秸稈這類顆粒間具有黏結力作用的顆粒模型模擬分析[12]。JKR 接觸模型的響應方程為
式中R——接觸顆粒半徑,cm
R*——當量顆粒半徑,cm
a——承受外載荷時的接觸半徑,cm
a0——外載荷為0 時的接觸半徑,cm
E——彈性模量,MPa
E*——當量彈性模量,cm
P——施加的反向作用力,N
ω——表面能,N
δ——兩物體相互接觸的形變
F——兩物體相互接觸間的黏著力,N
K——有效彈性模量,N/m2
2.1.2 EDEM 基本參數設定
在EDEM 中需設置的材料參數主要有壓輥與秸稈物料顆粒2 部分,壓輥材料選用45#鋼,通過測量設置相關參數,如表1 和表2 所示。
表1 材料屬性參數Tab.1 Material property parameter

表2 接觸屬性參數Tab.2 Contact attribute parameter
將SolidWorks 中建立的三維模型導入EDEM 并設定模型零件的材料參數,設置沿Y軸負方向的重力加速度g,大小設為9.81 m/s2,采用動態生成的方式,仿真時間設置為2 s,仿真時間步長設置為30%,數據保存時間設為0.005 s,顆粒直徑設為1.8 mm,生成顆粒數為50 000,如圖6 所示,等顆粒落在擠壓區并完全穩定后進入待攫取狀態。
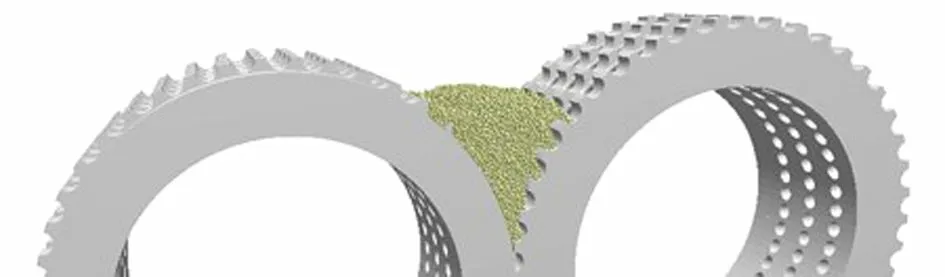
圖6 對輥制粒機待攫取狀態Fig.6 Counterroll granulating machine ready to grab
2.2 仿真結果與分析
2.2.1 斷齒式與連齒式壓輥擠壓效果分析
在兩組仿真試驗中設定相同的仿真時間2 s,生成相同數量的顆粒,參考對輥制粒機實際工作狀態將壓輥轉速設置為5 rad/s,在相同的仿真條件下進行。連齒式與斷齒式壓輥在1.5 和2.0 s 時的擠壓狀態如圖7和圖8 所示,物料擠壓過程中,連齒式壓輥較斷齒式壓輥出現了嚴重的漏料現象,顆粒大多以松散狀態存在,不利于顆粒成型。
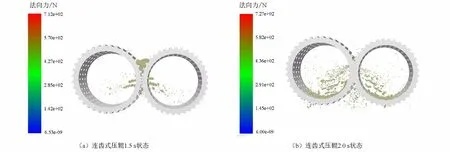
圖7 連齒式壓輥不同時間點擠壓狀態Fig.7 Extrusion state of toothed press roller at different time points
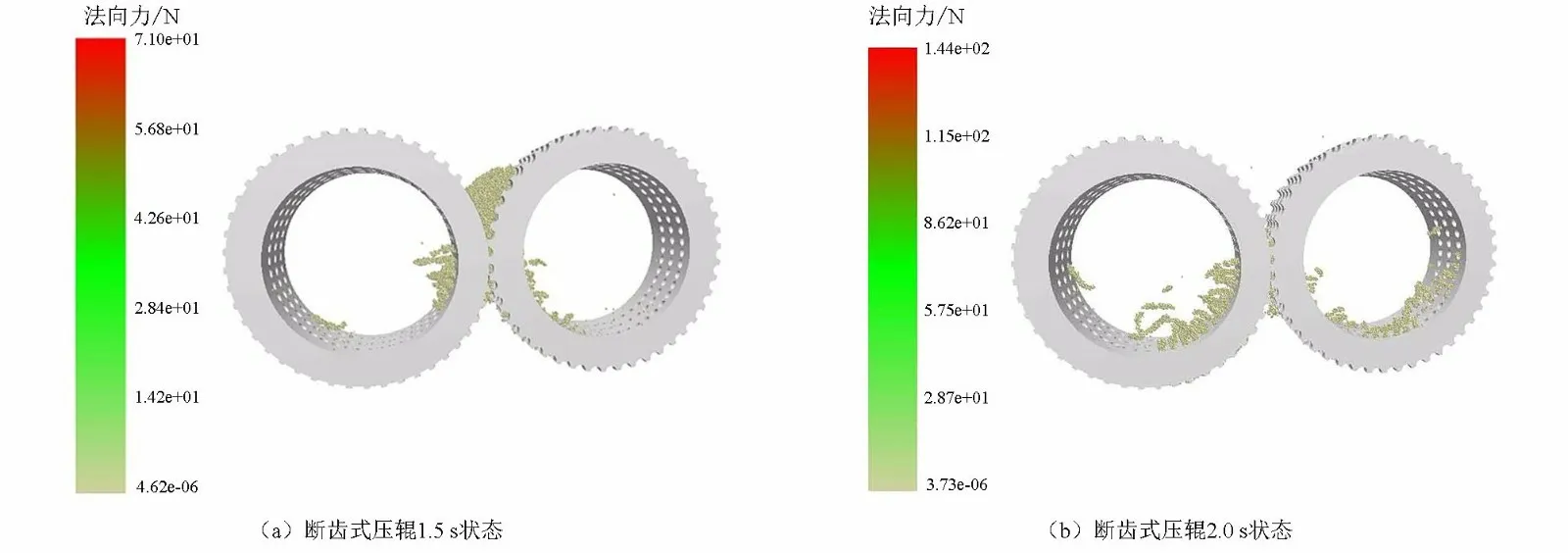
圖8 斷齒式壓輥不同時間點擠壓狀態Fig.8 Extrusion state of broken gear press roller at different time points
斷齒式壓輥對物料的擠壓成型效果明顯優于連齒式壓輥,采用斷齒式壓輥設計可顯著提升顆粒的成型率,這是由于連齒式壓輥因軸向孔被連齒隔開導致擠壓區不連續且孔間隙處物料無法進入孔中而漏出,采用斷齒式壓輥設計后,使周向孔之間由周向排布的斷齒隔開,如圖2b 所示,當兩個斷齒式壓輥嚙合后,兩壓輥的齒相互交錯擠壓以形成連續擠壓區,近似將變形壓緊區分為多個單獨的擠壓區域,每個區域由一個孔對應一個齒以單獨擠壓,更有利于引導物料,使變形壓緊區的物料依次擠入模孔形成顆粒;有效避免了大量的物料因落在孔與孔之間的空隙上無法形成有效地擠壓而從兩壓輥間穿過。
圖9 和圖10 分別為斷齒式與連齒式壓輥在擠壓過程中顆粒重疊量和顆粒受力的變化曲線,由于齒形的不同,斷齒式壓輥中每個齒對應一個模孔,可以充分地將物料擠壓進入模孔中,使顆粒之間更好地發生黏結,由圖9 和圖10 可知,斷齒式壓輥相較連齒式壓輥中物料顆粒所受的擠壓力和重疊量的峰值變化更大,這也說明斷齒式相對連齒式更有利于擠壓物料。
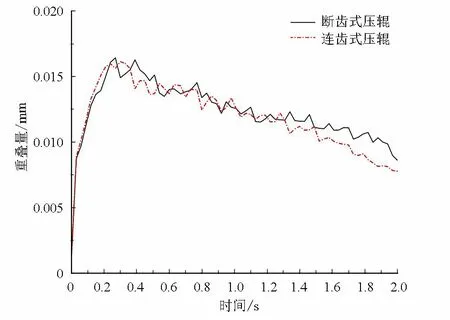
圖9 顆粒重疊量變化Fig.9 Variation of particle overlap
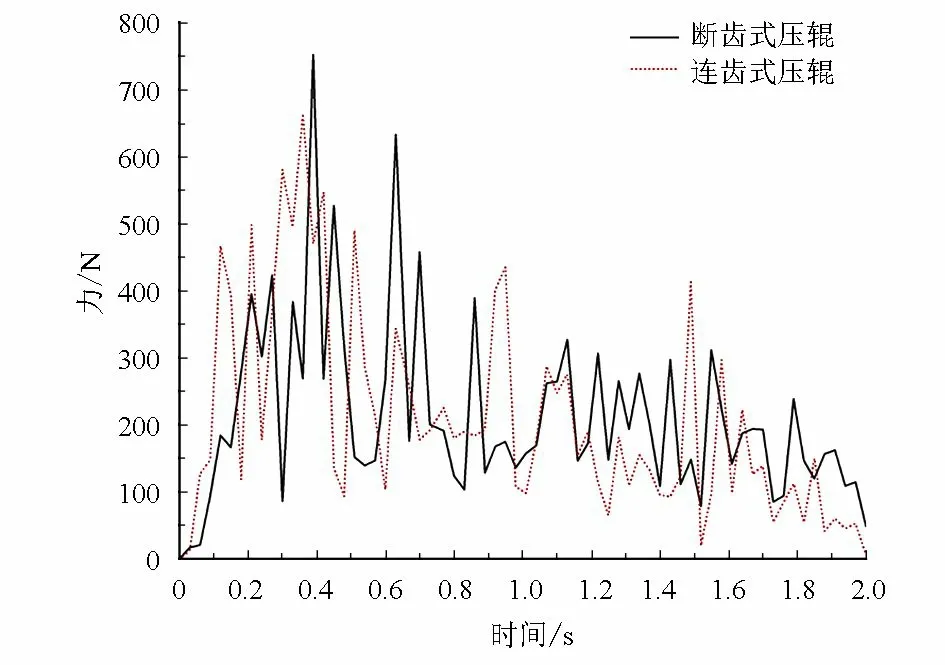
圖10 顆粒擠壓力變化Fig.10 Change in particle extrusion pressure
2.2.2 斷齒式對輥制粒機轉速分析
通過對斷齒式壓輥設置多組不同的轉速來計算各轉速下物料顆粒所受的擠壓力,結果表明,隨著壓輥轉速的增大,物料所受擠壓力也在隨之增大,當轉速增大至20 rad/s 后,擠壓力增幅逐漸減小;為更直觀反映擠壓力增幅隨壓輥轉速的變化過程,從多組仿真試驗中選取轉速為5、10、15、20、25 和30 rad/s 6 組來表征這一結果,圖11 為6 種轉速下物料顆粒所受擠壓力隨時間的變化曲線,從曲線中得到各轉速下顆粒受到擠壓力的最大峰值及對應的時間點如表3 所示,壓輥轉速在5~20 rad/s 范圍內擠壓力增幅較大,壓輥轉速在20~30 rad/s 范圍內擠壓力增幅逐漸減小;結合轉速在5~30 rad/s 范圍內各轉速下擠壓狀態對比,轉速低于20 rad/s 時,由于轉速過慢而制粒效率較低,轉速超過25 rad/s 時,由于轉速過快,部分物料得不到有效擠壓導致擠壓區域漏料較嚴重。壓輥轉速范圍在20~25 rad/s 內更有利于制粒,最大轉速為25 rad/s。

表3 壓輥在不同轉速下顆粒所受最大擠壓力及對應的時間點Tab.3 The maximum extrusion pressure and corresponding time point of roller under different speed
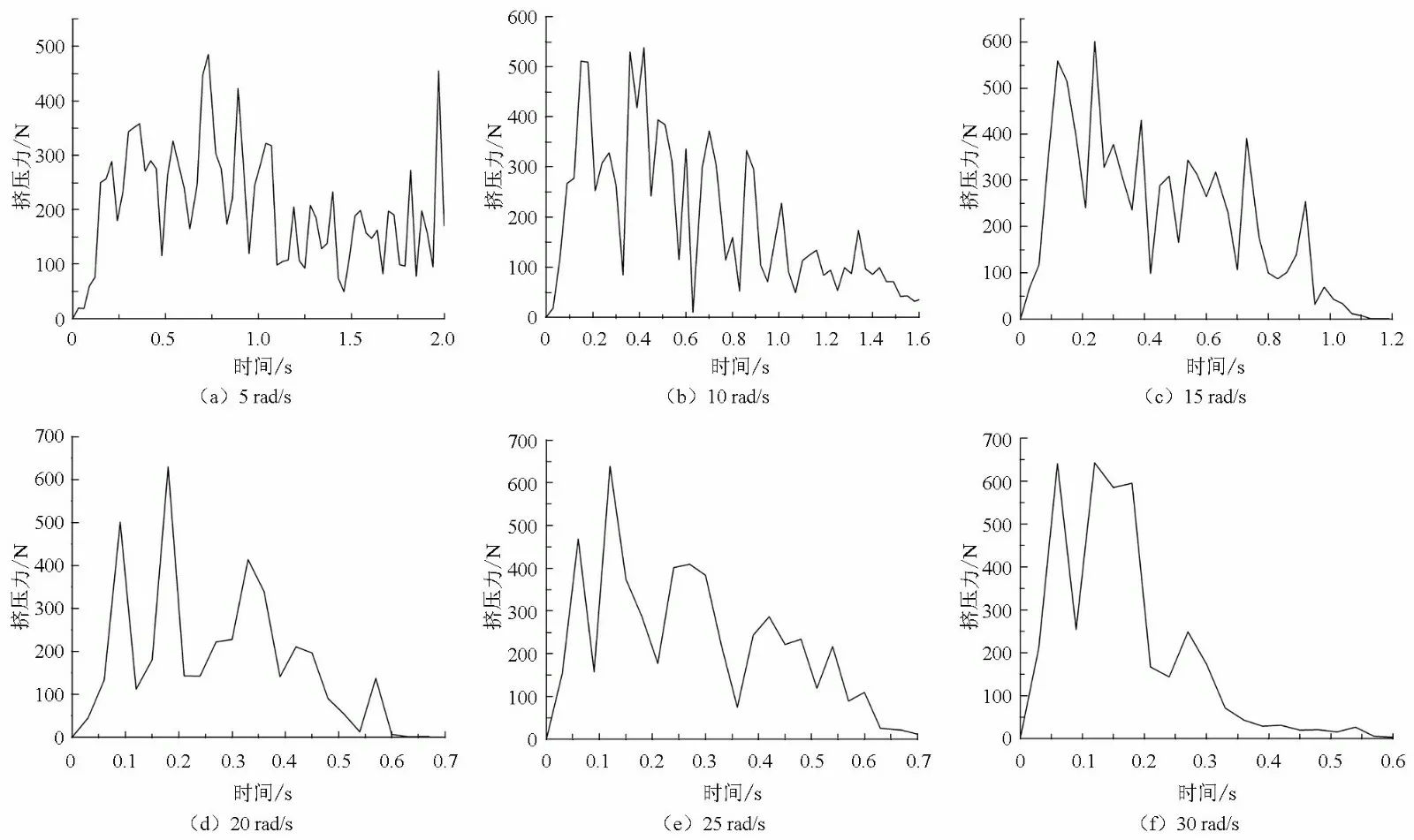
圖11 不同轉速下顆粒擠壓力隨時間變化Fig.11 Particle extrusion pressure changes with time at different rotational speeds
2.2.3 斷齒式對輥制粒機在最大轉速下壓輥的應力疲勞分析
通過離散元方法可以較準確地得到物料顆粒對斷齒式壓輥的作用力,利用離散元和有限元耦合的方法,將離散元軟件EDEM 中計算得到的壓輥受力數據導入有限元軟件ANSYS Workbench 中,分析對輥制粒機的壓輥在工作狀態中由顆粒擠壓與摩擦所產生的應力和應變特性;將EDEM 與ANSYS 耦合分析得到的壓輥在擠壓過程中所受應力的數據導入nCode Designlife 軟件,進而對壓輥的應力疲勞情況進行預測分析。
在上述分析中得到對輥制粒機最佳轉速范圍為20~25 rad/s,考慮到制粒機對物料顆粒擠壓力的影響,在25 rad/s 時物料顆粒所受擠壓力最大,因而選擇壓輥轉速為25 rad/s 時的壓輥受力數據進行耦合分析,由圖11e 可知,在0~0.2 s 的時間段,物料的受力產生明顯的波峰,急劇增大,在0.12 s 時物料顆粒所受的擠壓力最大,因此,選取0.12 s 的數據分析壓輥的等效應力和變形,從EDEM 結果后處理中將擠壓力數據導入ANSYS Workbench 中。導入壓輥的簡化模型,進行網格劃分,此時的模型網格尺寸及大小要與在離散元中分析模型的保持一致,以確保數據傳遞的準確性,最后求解計算,得到壓輥的變形云圖和等效應力云圖。
擠壓區域的物料經過兩壓輥最小間隙處,一部分被擠壓進入模孔,一部分繼續繞著壓輥旋轉,由圖12所示,物料經過兩壓輥最小間隙時壓輥的最大應力為72.279 MPa,而壓輥材料45#鋼的屈服極限為355 MPa,遠大于壓輥所受的最大應力;為防止壓輥在轉動時發生干澀,壓輥模型裝配時,兩壓輥間隙設為5 mm,由圖13 可知,其最大變形量為0.835 mm,遠小于許用變形量,由此說明,該壓輥方案的強度與剛度性能均滿足要求。
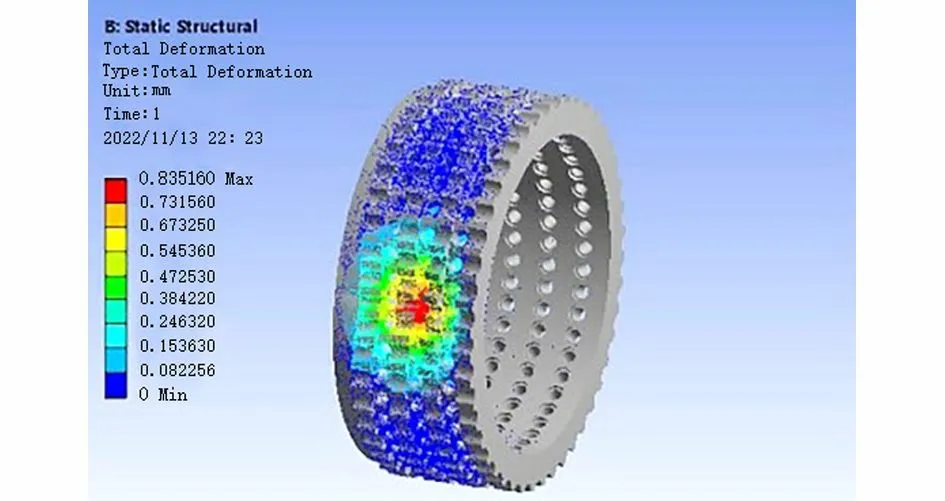
圖13 壓輥變形云圖Fig.13 Nephogram of press roll deformation
對輥制粒機在工作過程中,兩壓輥不斷受到相互擠壓力的作用,使壓輥周期性地受到疲勞彎曲應力,導致壓輥發生疲勞破壞。根據對輥制粒機的實際工作情況,對輥制粒機屬于高周疲勞,故采用應力疲勞分析方法。
建立壓輥材料的正應力幅值與應力循環次數曲線(S-N 曲線);由于壓輥受到的載荷具有交變性,需要施加恒定幅值載荷譜以模擬壓輥在工作過程中受到的交變極限載荷;在nCode Designlife 軟件中根據壓輥材料參數來建立材料理論的S-N 曲線,經抗拉極限修正,得到修正后的S-N 曲線如圖14 所示[13]。
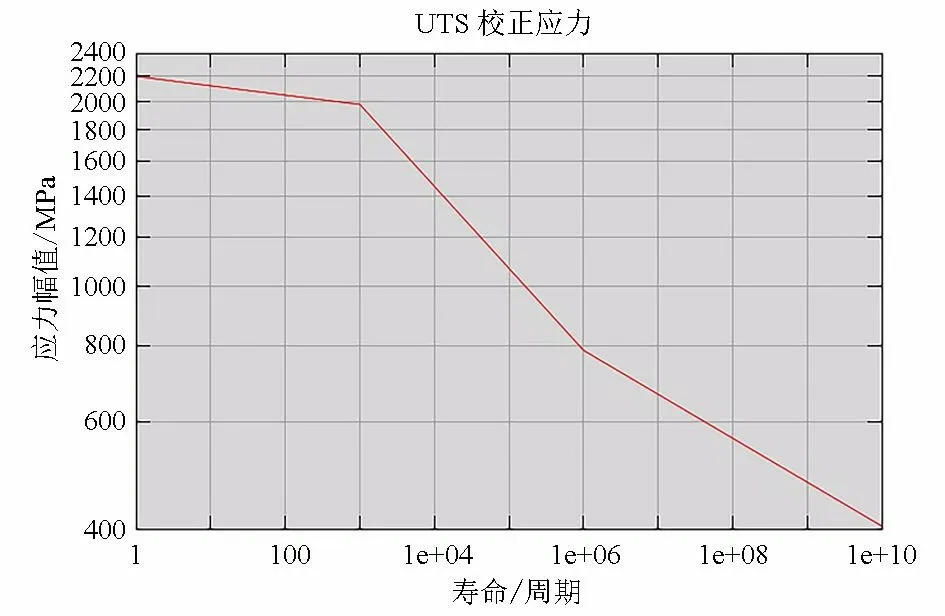
圖14 壓輥材料的S-N 曲線Fig.14 S-N curve of press roller material
在nCode Designlife 軟件中對壓輥進行應力疲勞分析,將材料、應力和載荷參數設置完成后,分析得到壓輥的疲勞壽命云圖如圖15 所示。最大損傷位置發生在兩壓輥的最小間隙處,這是由于在擠壓區域物料不斷被擠壓進入模孔,在模孔周圍容易造成應力集中的現象,導致模孔處更容易發生疲勞破壞,模孔處疲勞壽命也相較其他部位更小,最小壽命為7.199e+12 次;在壓輥的兩壁面周圍由于物料無法被擠壓進入模孔,物料堆積導致此處的應力過大,對壓輥壁面同樣造成疲勞破壞,相較模孔部位,其疲勞破壞力度更小;因此,在對斷齒式對輥制粒機設計制造時需對壓輥表面模孔部分進行強化處理。
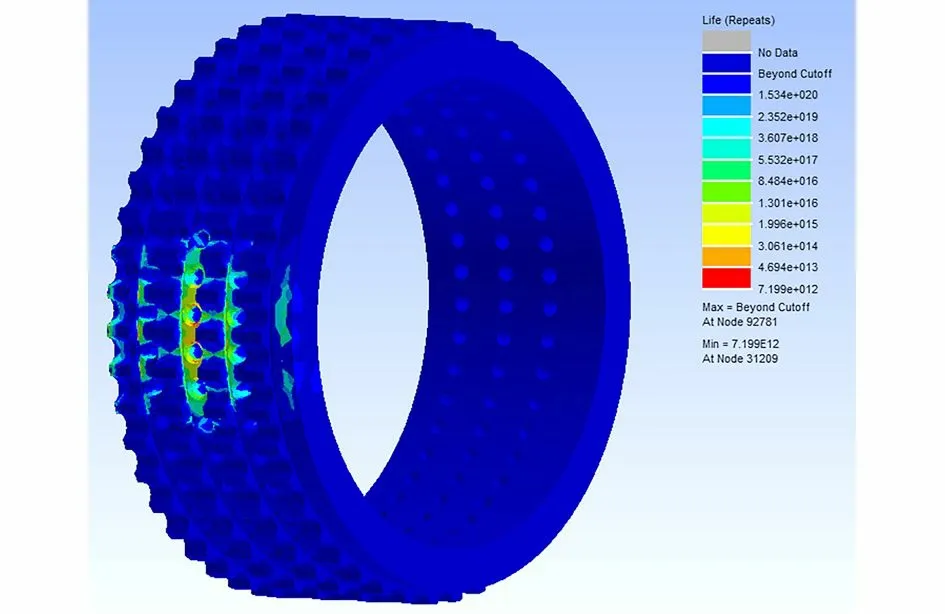
圖15 壓輥疲勞壽命云圖Fig.15 Fatigue life cloud of press roller
3 結束語
(1)斷齒式壓輥可以更充分地將物料擠壓入模孔,成型率高,并且斷齒式較連齒式壓輥在擠壓過程中顆粒受到的擠壓力和顆粒重疊量更大,由此,斷齒式壓輥的擠壓效果與制粒效率均優于連齒式壓輥。
(2)物料受到來自壓輥的擠壓力隨著壓輥轉速的增加而增大,當轉速由5 增至20 rad/s 時擠壓力的增幅變化較大,超過20 rad/s 時,擠壓力的增幅逐漸減小;結合各轉速下模擬擠壓的效果對比,綜合得出最佳轉速范圍為20~25 rad/s。
(3)壓輥在工作狀態下持續受到物料顆粒的沖擊作用,產生的最大應力主要集中在兩個壓輥的最小間隙處,最大應力72.279 MPa 遠小于壓輥材料的屈服強度;壓輥在工作狀態下的最大變形量為0.835 mm,滿足剛度要求。nCode Designlife 軟件對壓輥的疲勞壽命分析表明,制粒機工作過程中在兩壓輥間隙最小時模孔部位的壽命最小,也更容易發生疲勞損傷。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財經界(學術版)(2015年20期)2015-12-23 09:20:13
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
