低合金高強鋼的焊接工藝與組織性能研究
2023-10-17 03:43:52張翠紅李暢
湖南文理學院學報(自然科學版) 2023年4期
張翠紅,李暢
(1. 安徽汽車職業技術學院汽車工程系,安徽合肥,230600;2. 安徽理工大學機械工程學院,安徽淮南,232001)
S700MC 鋼由于具有強度高、低溫沖擊性能好等特性,在裝配式鋼結構工程中有著廣泛應用,尤其是隨著近年來大跨度、高層和超高層鋼結構建筑的興起,S700MC 鋼被越來越多地應用于裝配式鋼結構建筑[1],其相對傳統的鋼筋混凝土結構建筑,具有抗震性能優越、整體結構延性好等優點,且施工更加便捷、施工效率高,符合低碳環保和節能減排的發展需求。作為裝配式鋼結構建筑中必不可少的環節,不同型號、不同尺寸的S700MC 鋼或多或少都需要進行焊接,而由于裝配式鋼結構獨特的結構特征和受力特征[2–3],需要對焊接接頭的性能提高要求。尤其是對于具有高強度的S700MC 鋼,傳統電弧焊過程中由于整體構件的受熱不均,構件還可能發生熱變形,建筑鋼結構施工焊接可根據鋼結構施工工程平面和立面形狀、結構形式等進行擇優選擇,采用氣體保護焊有望解決傳統電弧焊存在的弊端,并應用于建筑鋼結構施工焊接[4–7]。本文以裝配式鋼結構用S700MC 低合金高強鋼為焊接對象,在“等強匹配”原則下,研究了焊接熱輸入對裝配式鋼結構用S700MC 鋼焊接接頭宏觀形貌、硬度、拉伸性能、沖擊性能和冷彎性能的影響,優化了S700MC 鋼的連接工藝,并分析了其對焊接接頭力學性能影響的作用機理,結果將有助于提升裝配式鋼結構用鋼的焊接工藝及其安全儲備能力。
1 材料與方法
1.1 試驗材料
本文選用裝配式鋼結構用S700MC 低合金高強鋼為焊接對象,其抗拉強度為845 MPa、屈服強度為728 MPa、斷后伸長率為18.9%;所選用的焊絲為直徑1.2 mm 的低合金鋼焊絲。測得選材的化學成分及質量分數如表1。焊接前,將裝配式鋼結構用S700MC 低合金高強鋼加工成380 mm×200 mm×6 mm,中間開V型坡口(鈍邊2.5 mm,角度60°),表面清洗后烘干備用。
表1 S700MC 低合金高強鋼和焊絲的化學成分及質量分數
1.2 焊接加工
采用NBM–5000 型逆變全數字脈沖氣體保護焊機對S700MC低合金高強鋼進行焊接,保護氣為高純氬氣(99.99%)[8],焊接工藝參數如表2。為便于區分焊接熱輸入對S700MC 低合金高強鋼焊接組織與性能的影響,文中的焊接熱輸入指第3 道次焊接的線能量。

表2 S700MC 鋼的焊接工藝參數
1.3 測試方法
采用徠卡DM6M 型光學顯微鏡和日本電子IT500 型鎢燈絲掃描電子顯微鏡觀察4%硝酸酒精溶液腐蝕后的形貌; 硬度測試采用Wilson5530 型顯微硬度計進行測試,荷載和保持荷載時間分別為0.5 kg、15 s,測量位置為從母材貫穿焊縫至另一側母材,間隔0.3 mm 打點[9]; 參照GB/T 2650—2008 標準測試V 型沖擊性能[10],試樣尺寸為55 mm× 10 mm× 5 mm,測試結果取6 根試樣平均值; 參照GB/T 2651—2008 標準測試拉伸性能[11],拉伸速率為1.5 mm/min,測試結果取6 根試樣平均值。
2 結果與分析
2.1 顯微組織
圖1 為S700MC 鋼焊接接頭的宏觀形貌,分別列出了在焊接工藝Ⅰ~Ⅳ焊接條件下的宏觀形貌,圖中畫出了焊接道次并用數字進行區分。由圖1 可知,4 種不同焊接工藝下焊接接頭都成形良好,在焊接道次1、焊接道次2 和焊接道次3 的各個區域都沒有發現焊接缺陷存在,如未發現焊接氣孔、未發現焊接裂紋,以及未發現其他未熔合等現象。相較而言,4 種焊接工藝下焊接道次1 和焊接道次2 的焊接接頭形狀相似,而焊接道次3 對應區域存在明顯差異,主要體現在隨著焊接線能量增加,焊接道次3 對應區域的焊縫熔深和熔寬會逐漸增大。此外,還可以發現較低焊接熱輸入下,焊接道次間的界限較為清晰,而當焊接熱輸入增加至18.24 和21.25 kJ/cm 時,焊接道次間的界限逐漸變得模糊。
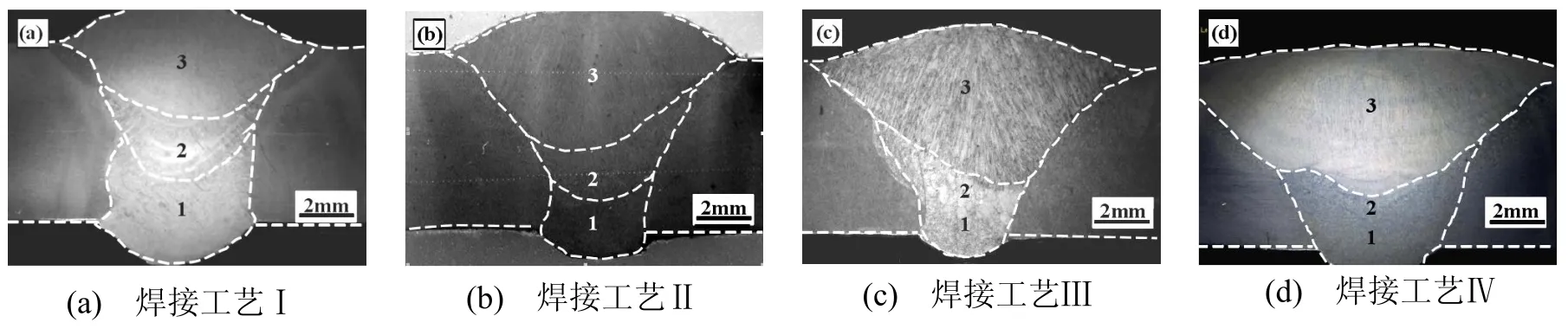
圖1 S700MC 鋼焊接接頭的宏觀形貌
圖2 為S700MC 鋼焊接接頭焊縫區的顯微形貌,分別列出了焊接道次3 對應區域的焊接接頭焊縫區形貌。由圖2 可知,焊接工藝Ⅰ和焊接工藝Ⅱ下的焊縫區組織都為貝氏體(B)和針狀鐵素體(AF),且焊接熱輸入較大的焊接工藝Ⅱ中的AF 含量較大; 隨著焊接熱輸入進一步增加,焊接工藝Ⅲ的顯微組織轉變為AF 和少量先共析鐵素體(PF),而B 組織基本消失; 繼續增加焊接熱輸入,焊接工藝Ⅳ的焊接接頭焊縫區AF 組織含量減小,轉而以PF 為主,晶內可見塊狀鐵素體。從焊接熱輸入對焊接接頭焊縫區顯微組織的影響上看,焊接道次3 對應區域的焊接接頭焊縫區中的AF 含量會隨著焊接熱輸入增大而先增加后減小,在較高焊接熱輸入下還會出現塊狀鐵素體。
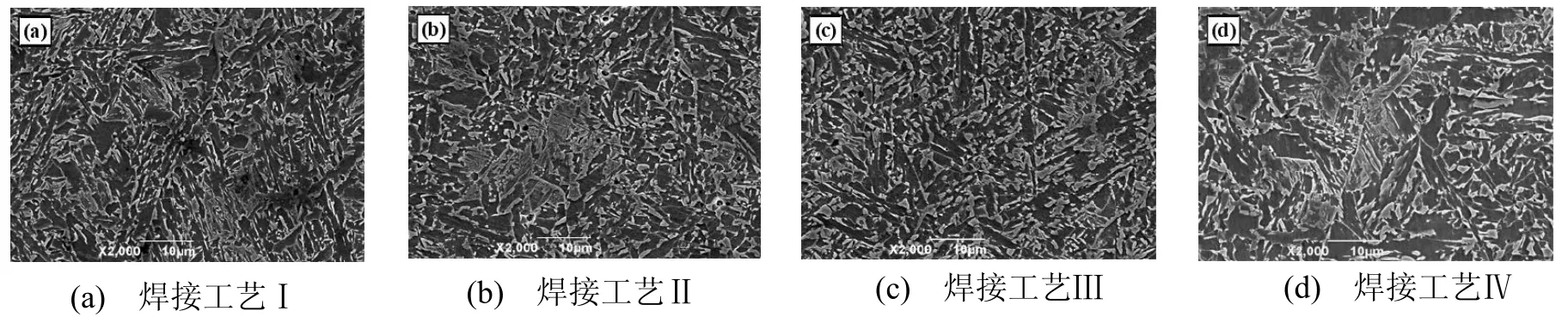
圖2 多道次焊接S700MC 鋼焊接接頭焊縫區的顯微形貌
圖3 為多道次焊接S700MC 鋼焊接接頭粗晶區的顯微形貌,分別列出了焊接道次3 對應區域的焊接接頭粗晶區形貌。焊接工藝Ⅰ和焊接工藝Ⅱ下焊接道次3 對應區域的焊接接頭粗晶區中可見明顯上貝氏體(上B)組織,晶粒較為粗大,且焊接熱輸入更高的焊接工藝Ⅱ的晶粒由于在高溫下停留時間更長而更大; 焊接工藝Ⅲ下粗晶區的組織為細小上B,而焊接工藝Ⅳ的粗晶區組織為板條B。

圖3 多道次焊接S700MC 鋼焊接接頭粗晶區的顯微形貌
圖4 為多道次焊接S700MC 鋼焊接接頭細晶區的顯微形貌,分別列出了焊接道次3 對應區域的焊接接頭細晶區形貌。焊接工藝Ⅰ和焊接工藝Ⅱ下焊接道次3 對應區域的焊接接頭細晶區中可見明顯多邊形AF 組織,且對比分析圖4(a)、4(b)可知,焊接工藝Ⅱ的AF 更大; 焊接工藝Ⅲ下細晶區的組織仍然為多邊形鐵素體,且多邊形鐵素體尺寸不均勻性增加,繼續增加焊接熱輸入時,焊接工藝Ⅳ的細晶區組織也為多邊形鐵素體,且此時多邊形鐵素體數量減小,尺寸增大。

圖4 多道次焊接S700MC 鋼焊接接頭細晶區的顯微形貌
2.2 力學性能
圖5為焊接接頭位置1處的截面從母材一側貫穿焊縫至另一側母材的顯微硬度測試結果,其中位置1 指焊接道次3 對應區域。由圖5 可知,4 種焊接工藝下焊接接頭區域都存在2 個軟化區,且軟化區都在焊縫兩側[12],呈對稱分布; 雖然不同焊接工藝下焊縫區的顯微硬度都存在明顯波動,但是基本都高于母材; 此外,從焊接工藝Ⅰ增加至焊接工藝Ⅳ,焊縫區寬度和焊縫區兩側軟化區寬度都會隨著焊接熱輸入的增加而增大。
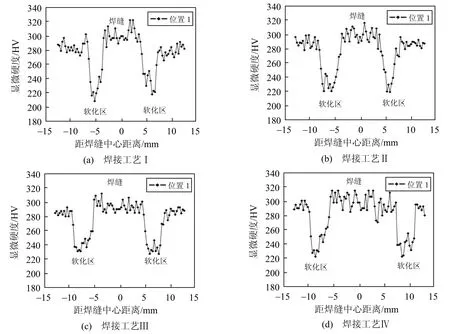
圖5 焊接接頭位置1 處的顯微硬度分布
圖6 為焊接接頭位置2 處的截面硬度測試結果,其中位置2 指焊接道次1 對應區域。對比分析圖6可知,與位置1 處的焊縫硬度分布規律相似,位置2 處焊縫區的硬度仍然有一定程度波動,但是焊縫區硬度仍然高于母材區; 此外,隨著焊接熱輸入增大,焊縫兩側的軟化區寬度有逐漸增大的趨勢。這主要是因為焊接熱輸入越大,焊接接頭熔體在高溫停留的時間會越長[13],元素的擴散效果也會越好[14],晶粒長大就愈發明顯[15],相應地造成軟化區域增大。
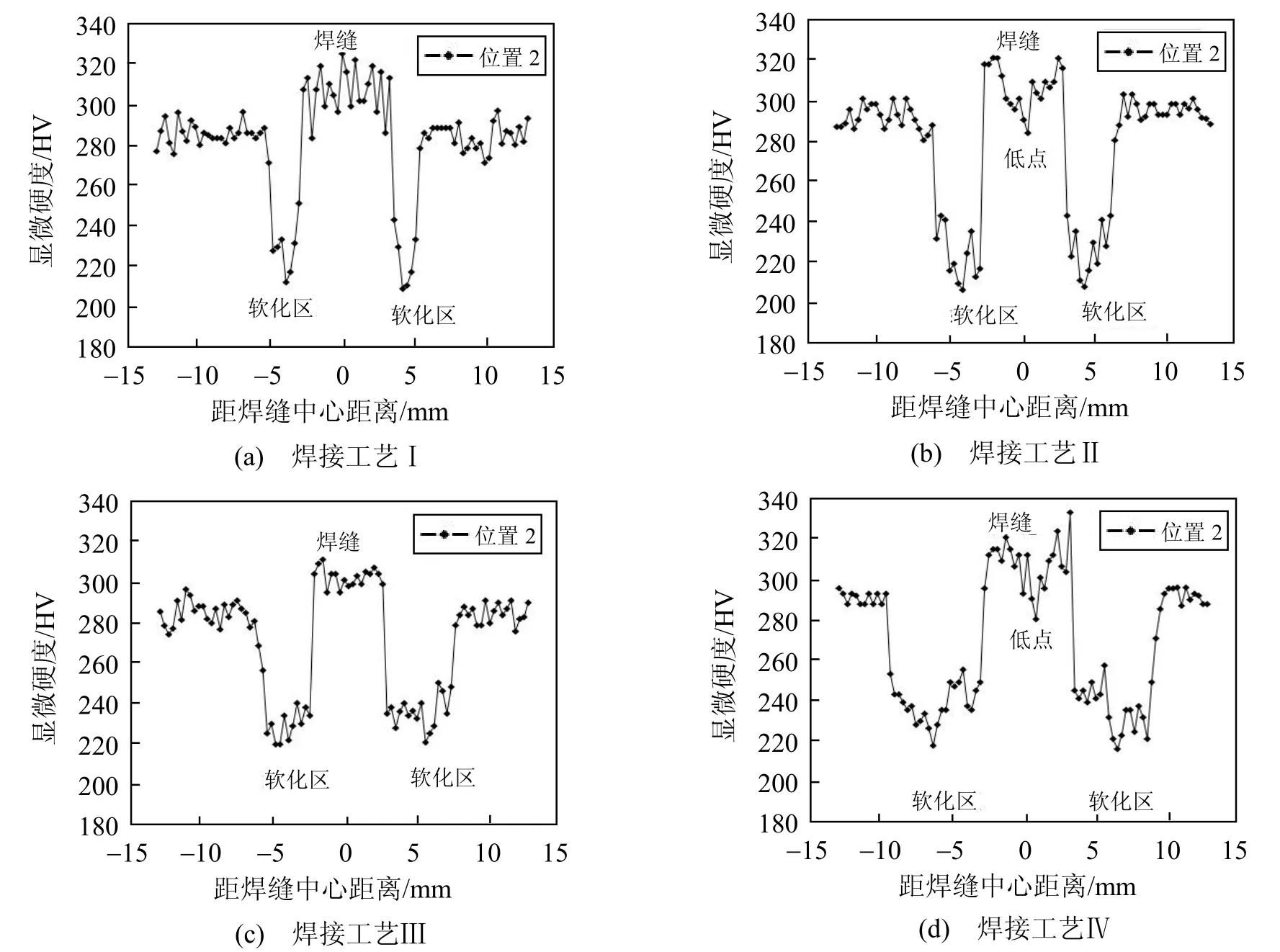
圖6 焊接接頭位置2 處的顯微硬度
表3 為焊接接頭的拉伸和沖擊功測試結果,拉伸性能測試溫度為室溫,沖擊功測試溫度為-20 ℃,強塑積是指抗拉強度與斷后伸長率的乘積,其單位為GPa·%。由表3 可知,當焊接熱輸入從焊接工藝Ⅰ增加至焊接工藝Ⅳ,焊接接頭的屈服強度從748 MPa 逐漸減小至649 MPa,抗拉強度從838 MPa 逐漸減小至785 MPa,斷后伸長率從6.30%逐漸增加至13.80%,即隨著焊接熱輸入的增加,低合金高強度鋼的焊接接頭抗拉強度和屈服強度逐漸增小,斷后伸長率逐漸增大,焊接接頭抗拉強度與母材抗拉強度比從99.17%減小至92.57%,而強塑積則先增大后減小,在焊接熱輸入為18.24 KJ/cm 時取得最大值,約為10.918 GPa·%。此外,4 種焊接工藝下焊接接頭的拉伸斷裂位置都處于熱影響區,這主要與焊接接頭的成形質量較好,薄弱區在熱影響區有關[16–18]。由表3 中-20 ℃沖擊功測試結果可知,使用焊接工藝Ⅰ~Ⅳ時對應的沖擊功隨著焊接熱輸入的增加先增大后減小,在焊接熱輸入為18.24 KJ/cm 時取得最大值,這主要是因為此時焊接接頭焊縫區組織為AF+PF,在保持焊接接頭具有較高強度的同時,又具有較好的韌性[19],在沖擊載荷作用下可以更好地協調變形,抑制裂紋擴展[20],獲得更好的沖擊韌性。
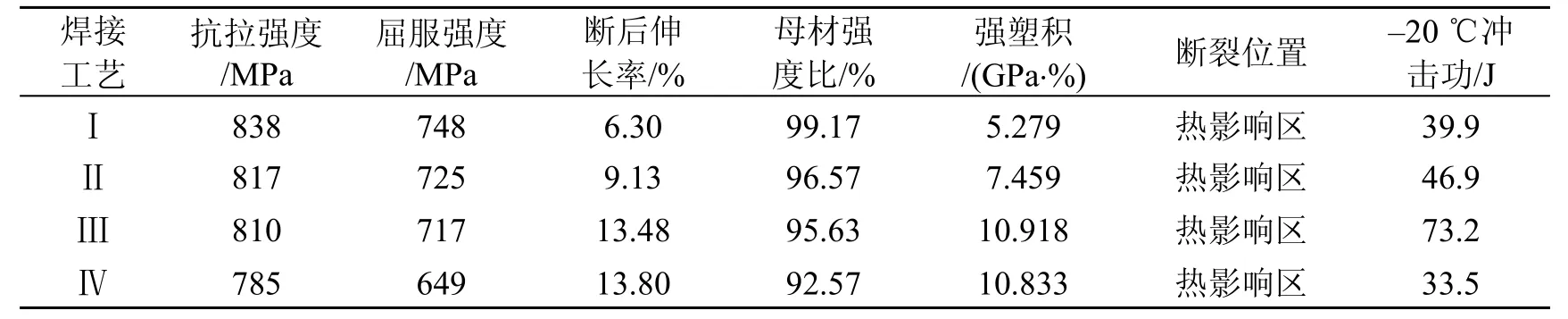
表3 焊接接頭的拉伸和沖擊功測試結果
3 結論
(1)4 種焊接工藝下焊接道次1 和焊接道次2 的焊接接頭形狀相似,而焊接道次3 對應區域的焊縫熔深和熔寬有隨著焊接線能量增加而增大的趨勢; 較低焊接熱輸入下,焊接道次間的界限較為清晰,而當焊接熱輸入增加至18.24、21.25 KJ/cm 時,焊接道次間的界限逐漸變得模糊。
(2)焊接工藝Ⅰ和焊接工藝Ⅱ下焊接道次3 對應區域的焊接接頭粗晶區中可見明顯上貝氏體(上B)組織,晶粒較為粗大; 焊接工藝Ⅲ下粗晶區的組織為細小上B,焊接工藝Ⅳ的粗晶區組織為板條B。
(3)隨著焊接熱輸入的增加,焊接接頭抗拉強度與母材抗拉強度比從99.17%減小至92.57%,而強塑積則先增大后減小; 不同焊接工藝下焊接接頭的拉伸斷裂位置都處于熱影響區。使用焊接工藝Ⅰ~Ⅳ時對應的沖擊功分別為39.9、46.9、73.2 和33.5 J。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
