不同彎曲方法對輥彎成形回彈的影響研究
2023-10-21 04:10:44孫瑋隆張若青
中國機械工程 2023年19期
關鍵詞:區域
韓 飛 孫瑋隆 張若青
北方工業大學機械與材料工程學院,北京,100144
0 引言
輥彎成形(roll forming,又稱冷彎成形)是一種高效、節能、節材的金屬板材綠色成形技術,其主要工藝原理是:通過順序配置的多道次成形軋輥使金屬板帶產生漸進的橫向變形,從而制成特定截面的型材[1-2]。
回彈是輥彎成形過程中普遍存在的現象,準確研究工藝參數對回彈的影響是完成工藝設計的前提條件,也是在生產過程中控制加工成本、提高產品精度的關鍵因素。 國內外學者從不同角度對輥彎成形過程中的回彈現象進行了研究:PANTHI等[3]、謝延敏等[4]從材料特性著手,對比了屈服應力、彈性模量、硬化系數等材料力學性能和圓角半徑、彎曲角度等幾何參數以及時間對回彈量的影響,闡述了板材的回彈機理;ABVABI等[5]研究了超高強鋼輥彎成形中板材內部殘余應力對成形精度的影響,其研究結果表明,成形過程中所產生的殘余應力會大幅影響板材的總變形量及塑性變形占比,進而對板材最終的回彈產生影響;BHATTACHARYYA等[6]在理論分析和試驗的基礎上,分析了U形件在輥彎成形過程中過渡區長度與板材厚度、彎曲角度增量和邊腿長度之間的關系;BUI等[7]以輥彎成形機組為研究對象,分析了在不同道次間距、成形速度和摩擦系數下,板材變形過程中各點位的位移軌跡和縱向應變,以及這些參數對回彈量的影響;BIDABADI等[8-9]研究了輥彎成形工藝參數、產品截面形狀、沖孔尺寸、潤滑等多種因素對最終產品精度的影響,結果表明,工藝參數中的彎曲角度增量是影響回彈的主要因素;韓飛等[10]研究了定長度設計方法下輥彎成形在單/多道次成形過程中彎曲角度增量對回彈的影響,即最終角度一定的情況下,隨著彎曲角度增量的降低,回彈呈現減小趨勢。
趙金龍等[11]對比了“定長度法”和“定半徑法”在成形U形件時的成形性能:定半徑法具有設計簡單,模具互換性好,回彈小等優點,缺點在于變形集中于彎角區域,板材應變量大,能源消耗也比定長度法大。BADR等[12]對比了兩種彎曲方法對Ti-6Al-4V合金V形件成形質量的影響,得出用“定半徑法”成形的工件邊緣縱向應變更小、產品所得到的縱向弓和回彈量更小的結論。TRAUB等[13]通過試驗與仿真的方法,測量了不同彎曲方法下,U形件彎角區域弧長以及中性層位置的變化,證明相對彎曲半徑是影響彎曲區域應變分布和中性層位置的主要因素。
總體而言,目前對輥彎成形的研究主要集中于工藝參數對回彈的影響分析,關于彎曲方法的研究較少,且實踐過程中主要依賴于設計人員的經驗,缺乏有效的理論指導。本文通過理論分析、實驗與有限元仿真的方法對輥彎成形中不同彎曲方式(定長度法與定半徑法),不同圓角半徑、板材厚度下產品最終的回彈量進行了測量與計算,分析得出了其相應的影響規律。
1 輥彎成形彎曲方法原理分析

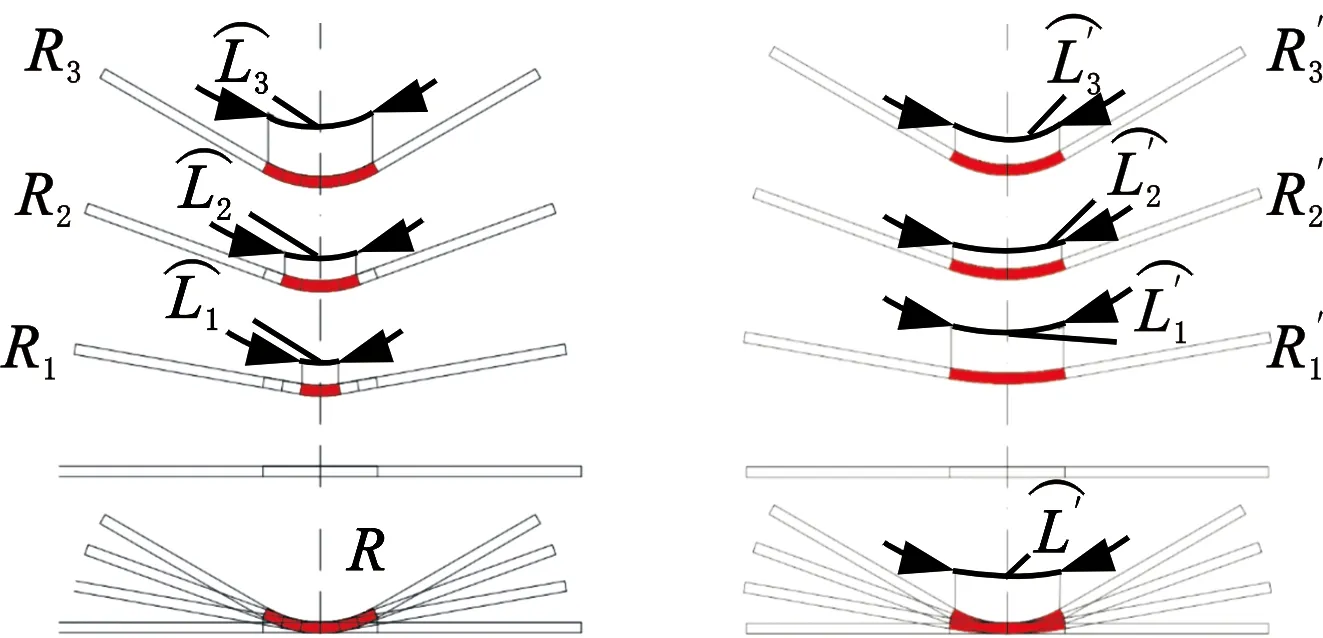
(a)定半徑法 (b)定長度法圖1 彎曲方法成形原理Fig.1 Forming principle of bending method
2 試驗與仿真
2.1 試驗平臺
輥彎成形試驗基于圖2所示的北方工業大學輥彎成形機組進行。

圖2 輥彎成形試驗機組Fig.2 Roll forming experimental unit
輥彎成形試驗完成后板材通過AT公司C5-CS系列一體式3D傳感器掃描獲取截面幾何形狀以獲取相對應的幾何尺寸,如圖3所示。
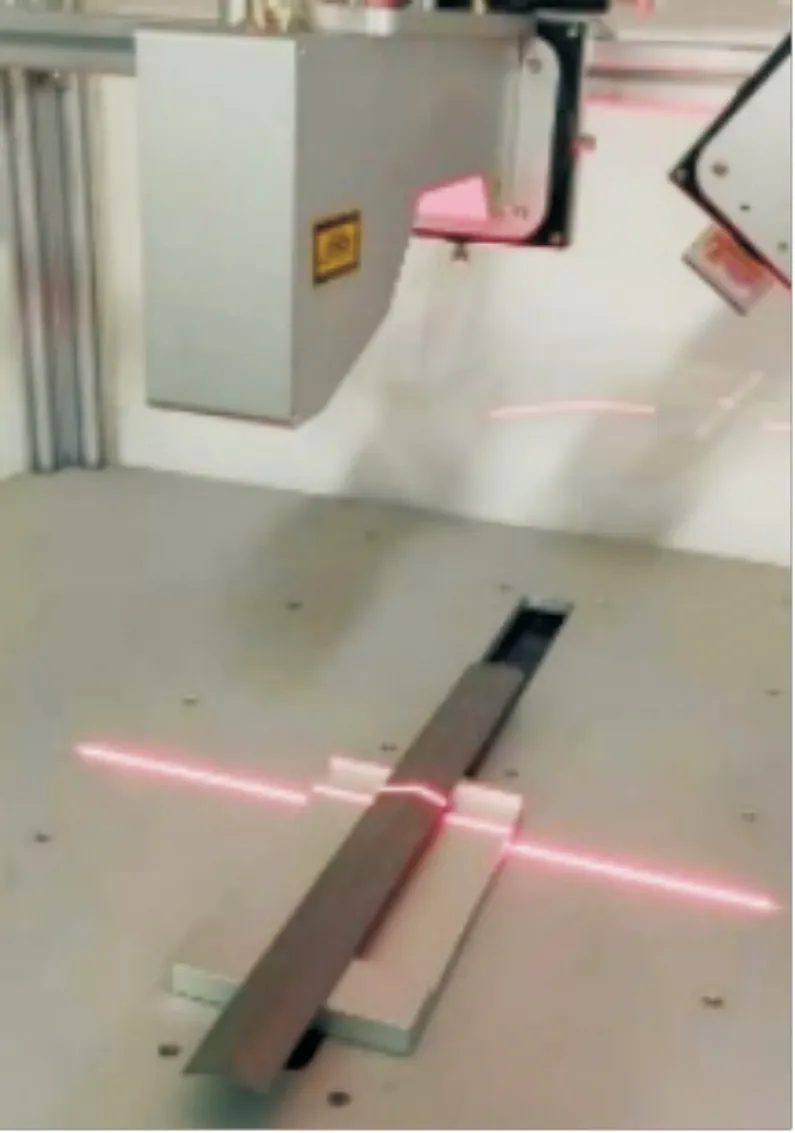
圖3 視覺識別檢測Fig.3 Visual recognition detection
試驗采用B750HL高強鋼材料,通過使用Instron5982型拉伸試驗機對試樣進行準靜態拉伸試驗獲得材料力學性能,應變計使用德國Gom公司的Digital Image Correlation。拉伸試件尺寸參考GB/T 228. 1—2010《金屬材料拉伸試驗第1部分:室溫試驗方法》。B750HL材料性能參數如表1和圖4所示。

表1 B750HL材料性能參數
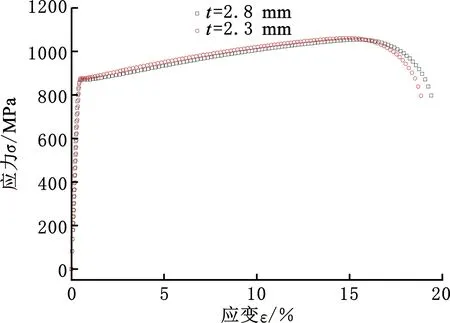
圖4 B750HL應力-應變曲線Fig.4 B750HL stress-strain curve
2.2 試驗方案
為探究不同彎曲方法對輥彎成形回彈的影響,設計了表2所示的正交試驗。其中,R代表定半徑法,A代表定長度法;A10-2.3表示定長度法、圓角半徑10.00 mm、板材厚度2.3 mm方案,其余類推。

表2 正交試驗方案及代號
準確計算板材彎角區域在輥彎成形過程中的圓角半徑與彎曲段弧長是保證試驗精度的重點設計因素。圖5為板材在輥彎成形過程中的彎曲區域變形示意圖,其中,點劃線代表板材中性層,在成形過程中中性層長度始終不發生變化。
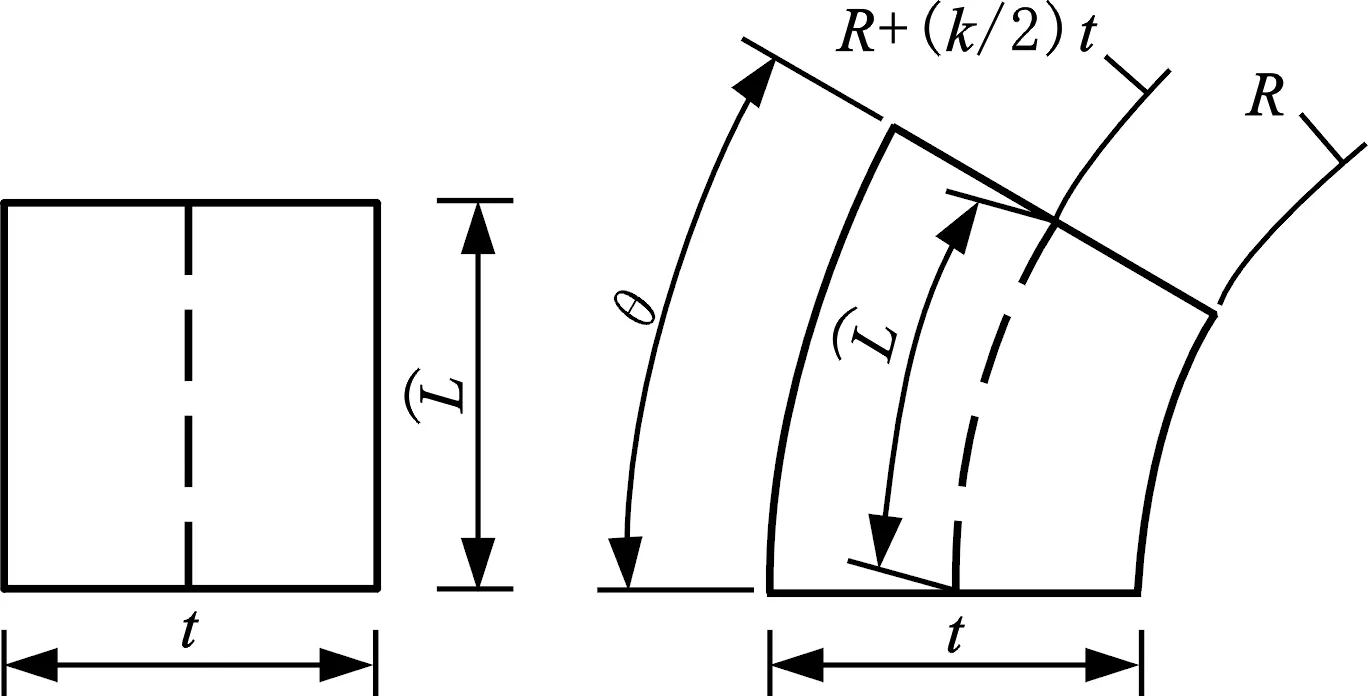
圖5 輥彎成形彎曲區域變形示意圖Fig.5 Schematic diagram of deformation in bending area of roll forming
由上述模型推導得到以下公式以計算板材中性層的弧長:
(1)

進而得到彎曲區域的理論弧長。
已有研究[14-16]表明,在徑厚比R/t大于4的情況下,可以認為中性層近似處于板材厚度方向上的中間位置,即中性層系數為1。因此,為簡化計算,本文設置中性層系數為1。
依照上述原理,設計有不同圓角半徑對應的輥花圖與軋輥共5組。輥花圖如圖6所示,設計基準為板材下表面彎角區中心,各道次彎曲角度增量均為10°,最終成形角度為30°。

圖6 輥花圖Fig.6 Strip deforming graph
根據輥花圖以及輥彎成形原理設計了圖7和表3所示的軋輥。其中,兩種彎曲方法下,圓角半徑相同的最終成形道次即第三道次(成形角度30°)中的截面和軋輥在設計中保持一致。各組試驗中,同一成形角度的下軋輥共用,上軋輥輥徑偏差不大于5%。
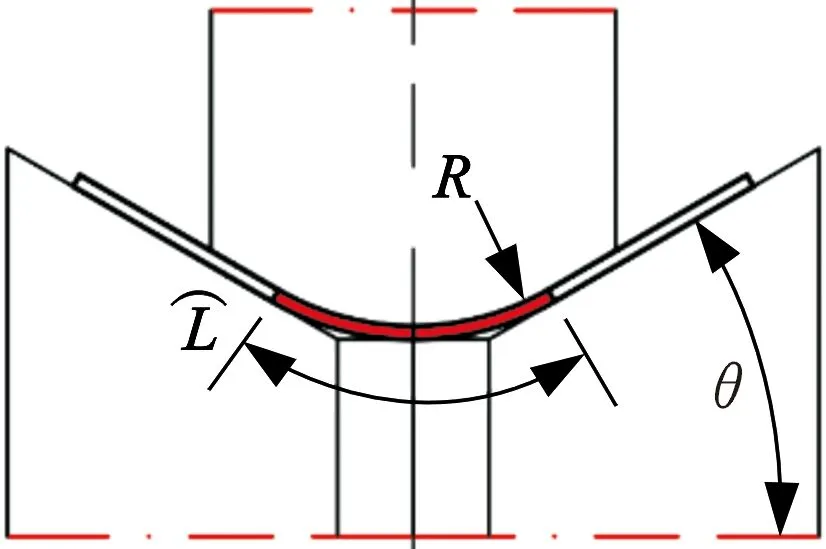
圖7 配輥示意圖Fig.7 Schematic diagram of roll distribution
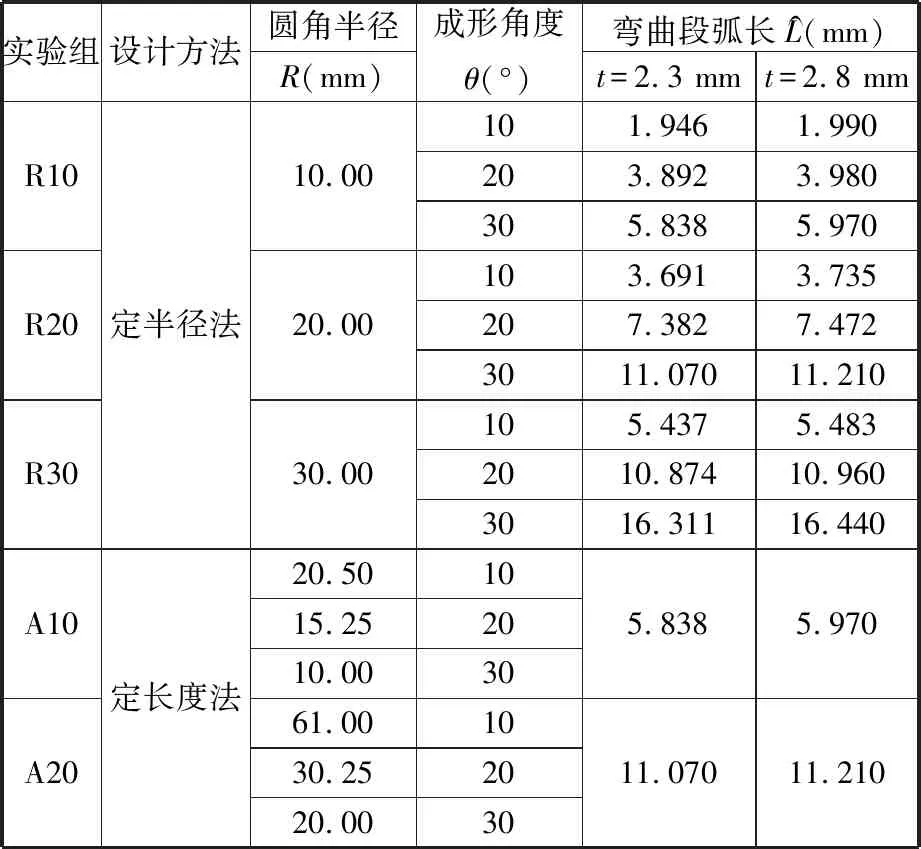
表3 軋輥設計參數
試驗均采用單機架成形,下軸驅動,轉速50 r/min;板材在當前道次完成成形與測量后進行下一道次的成形。
2.3 有限元模型建立
根據有限元理論設定假設條件,采用理想化軋機、安裝以及調試狀態。使用有限元軟件Abaqus中的Explicit模塊對輥彎成形過程進行仿真模擬。
仿真模型如圖8所示,軋輥使用解析剛體,依照實物尺寸建模并進行相應的簡化,道次間距600 mm,板材厚度為2.8 mm和2.3 mm,板寬70 mm,板長1000 mm。單元類型選用縮減積分C3D8R實體單元,材料參數由2.1節中準靜態拉伸試驗獲得。軋輥與板材接觸類型設置為摩擦接觸,摩擦因數為0.02。
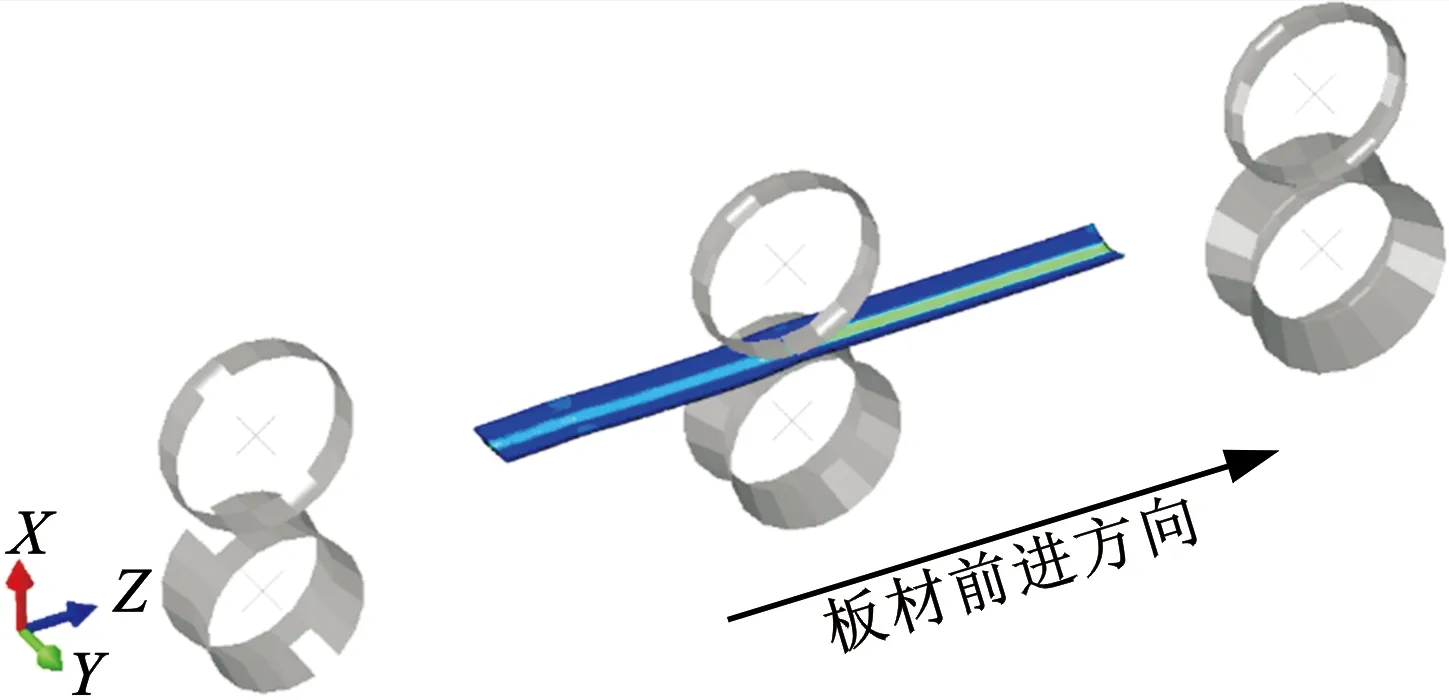
圖8 有限元仿真模型Fig.8 Finite element simulation model
如圖9所示,由于V形件輥彎成形過程中變形主要產生于板材中部的彎角區域,兩側邊腿區域理論上不發生變形,因此,將板材彎角區網格平面尺寸細分為0.1 mm×5 mm(Y×Z)。并且,為防止網格大小突變導致仿真過程中可能出現的畸變現象,板材邊腿區網格寬度(Y)從0.1 mm遞增至2 mm。為區分拉伸-壓縮形變區域,板材厚度方向劃分4層網格。
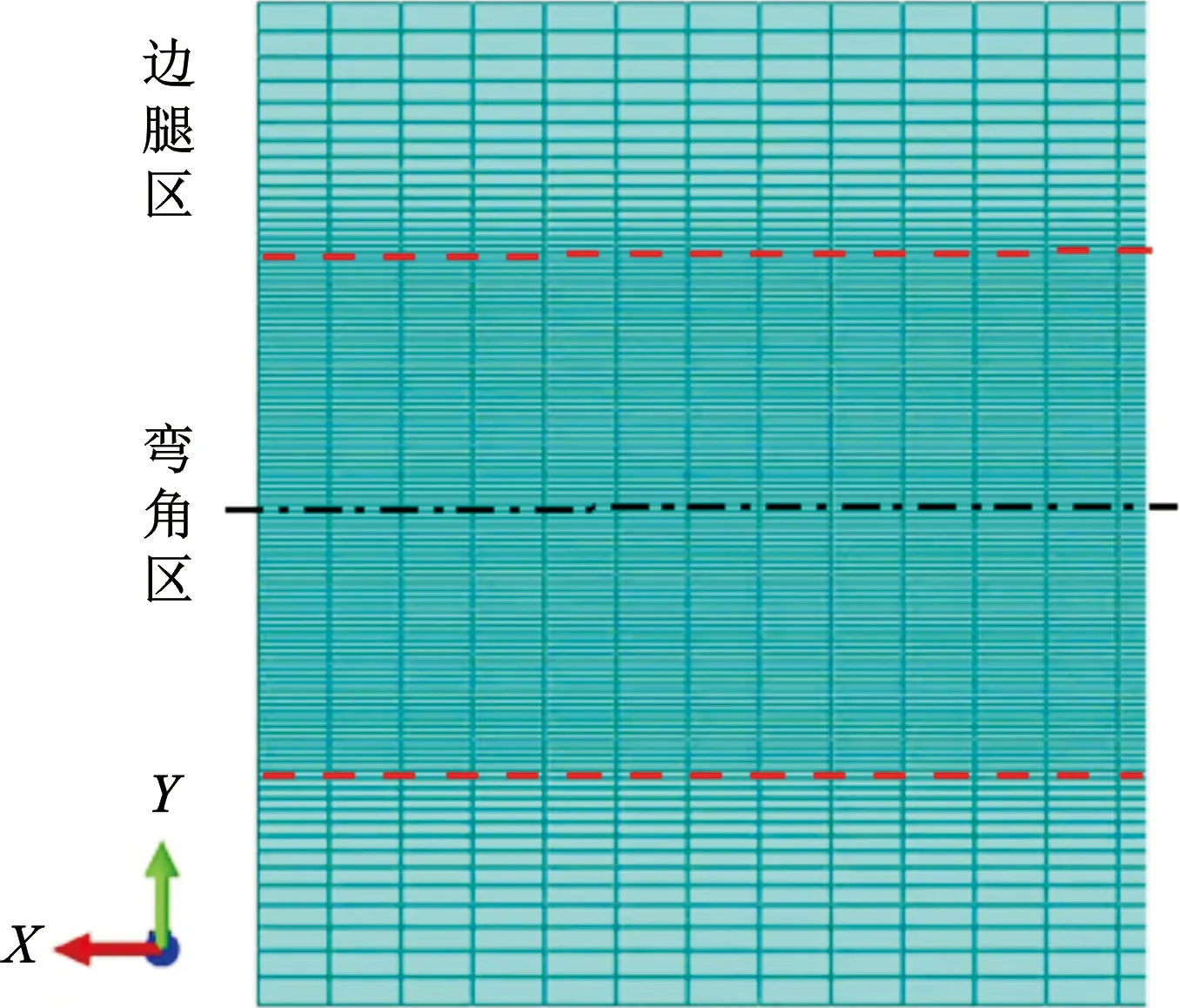
圖9 板材網格劃分Fig.9 Sheet grid division
2.4 有限元仿真模型驗證
表4所示為t=2.3 mm B750HL板材在三道次成形后實際試驗結果與仿真結果的對比,可知成形角度的試驗與仿真的偏差平均值為1.46°(4.87%),最大偏差值為1.82°(6.05%),偏差率均小于10%,可認為有限元仿真精度滿足要求。
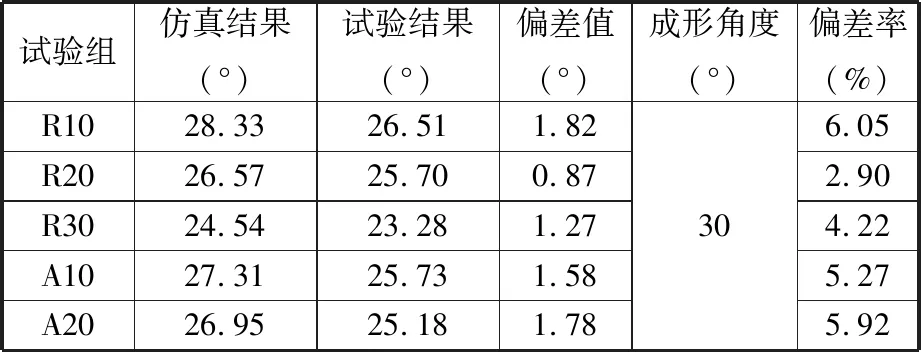
表4 試驗與仿真成形角度對比
圖10所示為采用定半徑法,圓角半徑20 mm、板材厚度2.3 mm情況下的仿真與試驗截面形狀對比。
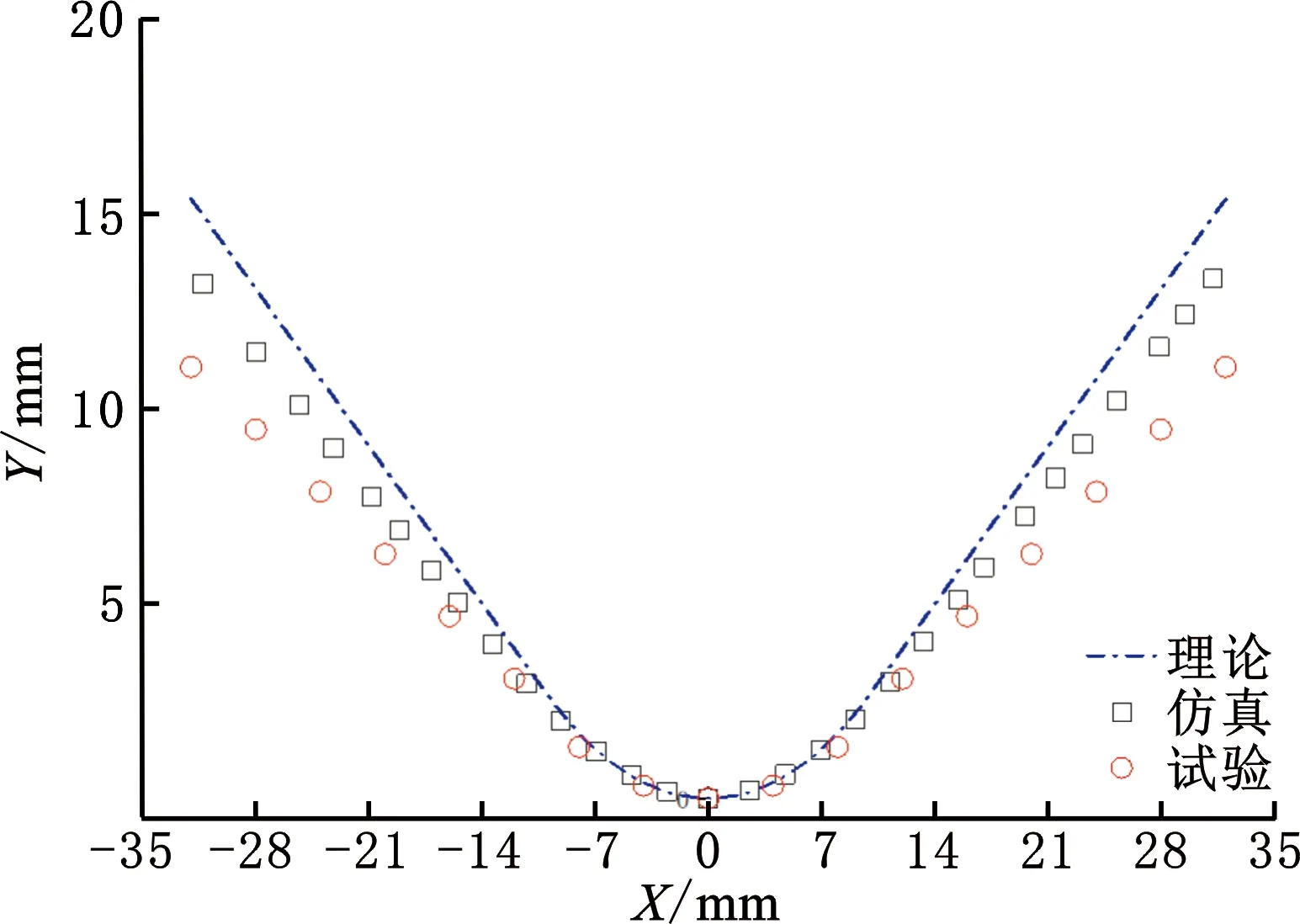
圖10 有限元仿真模型實驗驗證Fig.10 Experimental verification of finite element simulation model
3 結果與分析
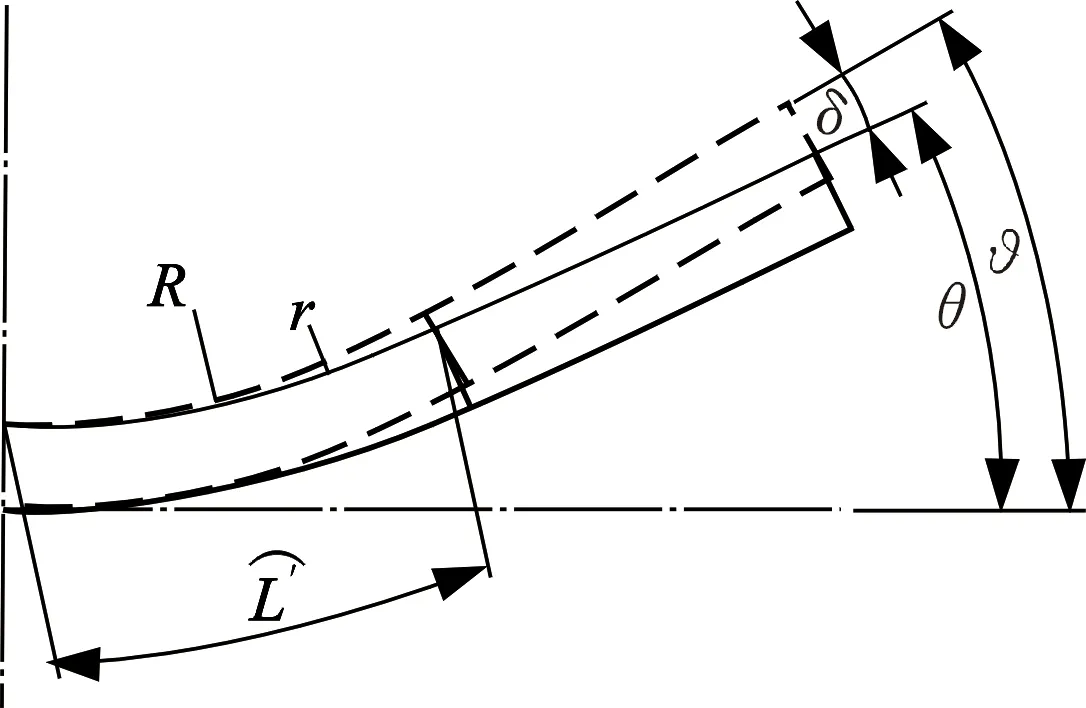
圖11 輥彎成形件回彈分析Fig.11 Springback analysis of roll-formed parts
測量成形完成后的板材中間區域,取角度平均值,計算得到不同工藝參數組合下的回彈量δ,結果如表5所示。
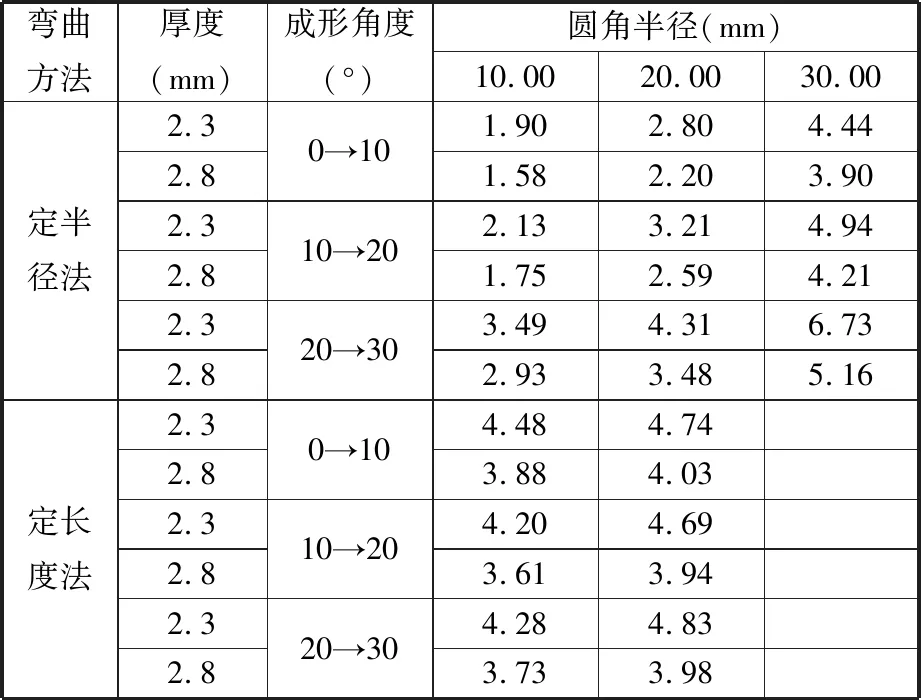
表5 不同工藝參數組合下的回彈量δ
3.1 彎曲方法對回彈的影響
輥彎成形是連續的彎曲成形工藝,板材的最終成形是多道次共同影響的結果。板材最終截面相同的情況下,由于不同彎曲方法設計原理存在差異,故最終板材的回彈量與應力-應變分布會呈現出不同的變化趨勢。
圖12所示為分別采用定長度法與定半徑法(圓角半徑20.00 mm,板材厚度2.3 mm)時三道次試驗結果對比,可以看出,采用定長度法各道次的回彈量大體相同,而采用定半徑法回彈量隨著道次數的增加而增大,且增幅也存在上升趨勢,但回彈量均小于定半徑法下的回彈量。
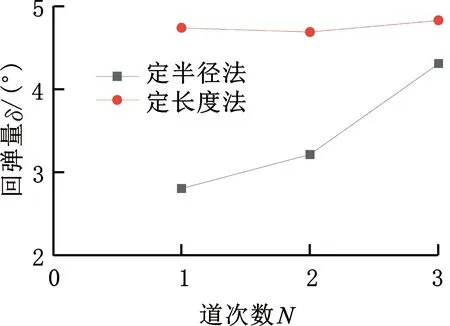
圖12 試驗結果(不同彎曲方式)Fig.12 Test result(different bending method)
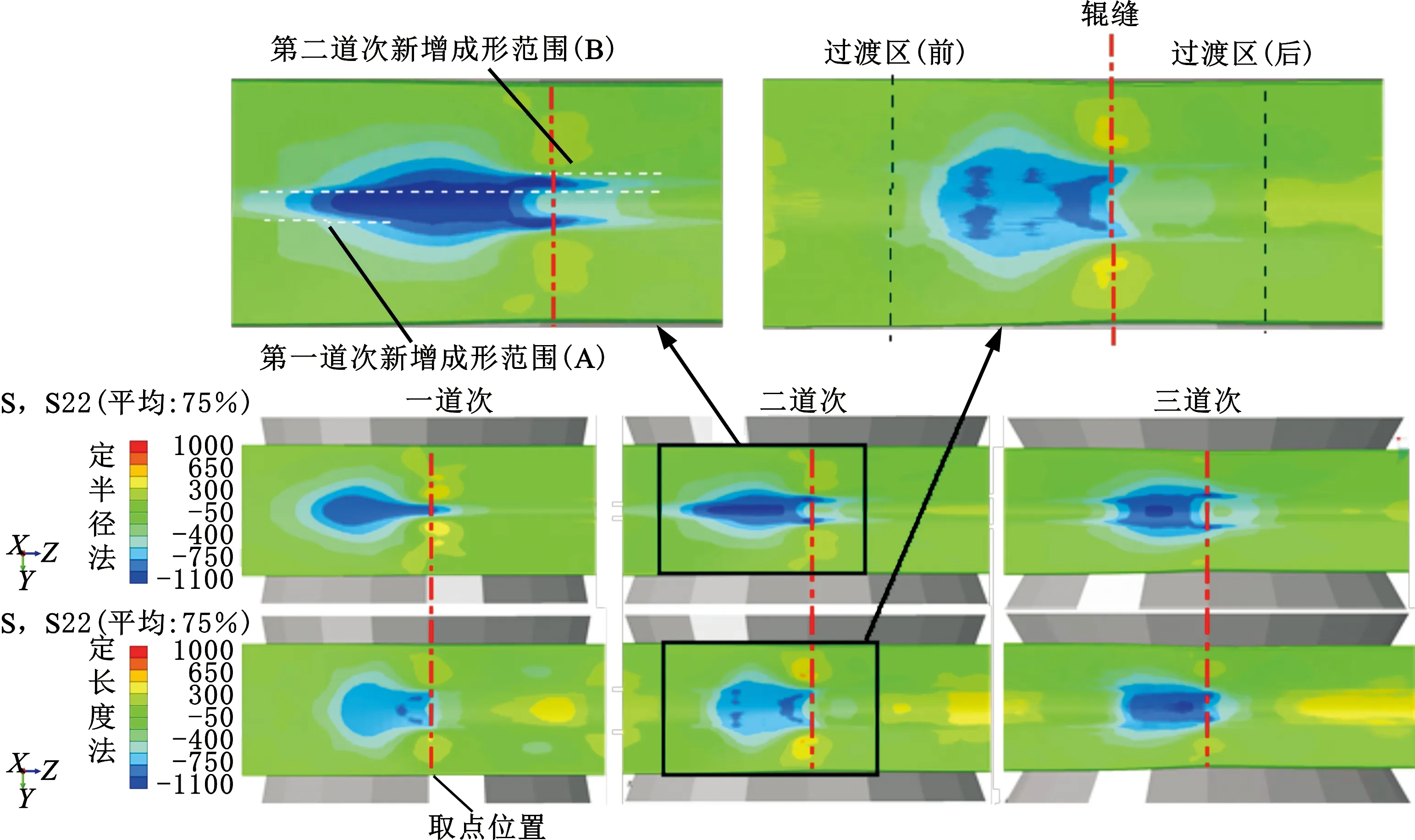
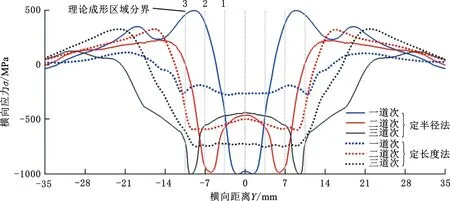
圖13所示為不同彎曲方法下各道次應變云圖及其在輥縫處寬度方向上的應變分布情況。其中,理論成形區分界長度與表2中彎曲段弧長一致。
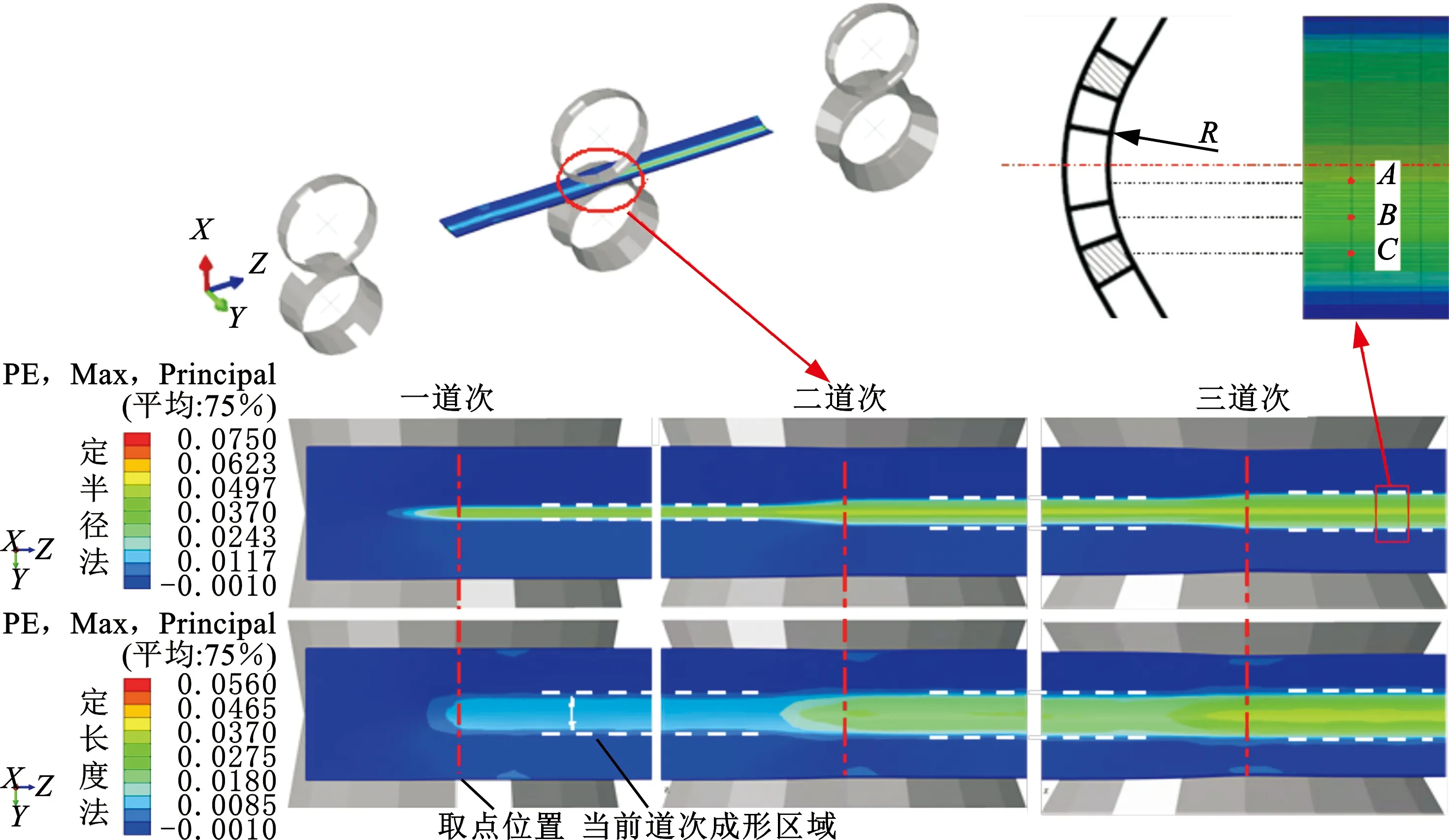
(a)三道次塑性應變云圖
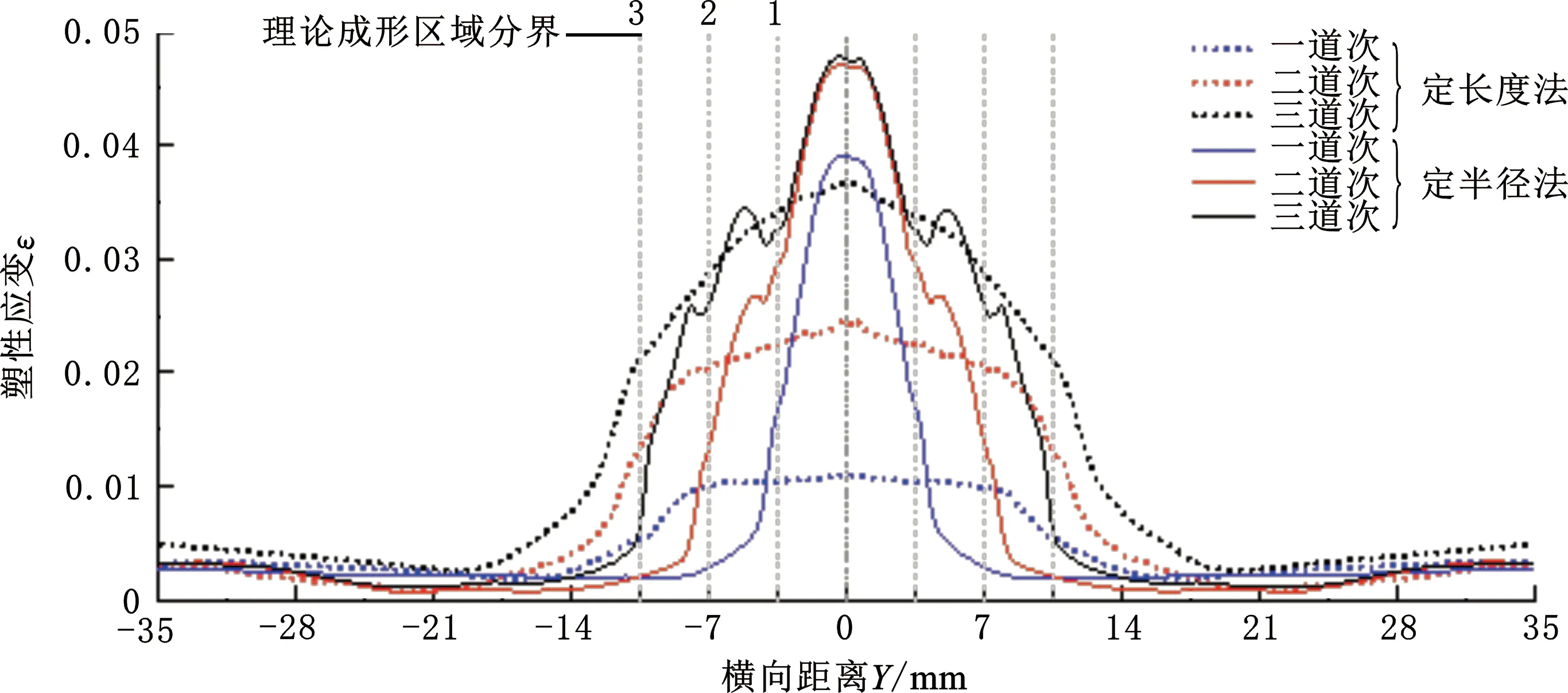
(b)板材寬度方向塑性應變分布圖13 不同成形方法下各道次塑性應變Fig.13 Three-pass Plastic strain nephogram of each in different method
定半徑法下,板材的成形區域隨道次數(成形角度)的增加而擴大,產生了新的成形區域,各道次的應力峰值點出現于各道次新增理論成形區域中心;應變集中于板材中心,依照不同成形區域呈現類似階梯狀的分布。
而與之相對,在定長度法下,三個道次中的應變主要分布區域,即成形區域大小基本一致,在其范圍內分布較為均勻;隨著道次數的增加,各道次軋輥圓角半徑值減小,理論形變量增大,應變幅值也隨之增大,且隨著道次數的增加,板材內的應變也逐漸集中至板材彎曲區域中心。
對比兩種成形方法下第三道次的應變幅值可以看出,定半徑法下,板材內積累的應變幅值(峰值0.048)較定長度法下(峰值0.036)大,成形程度更高,從而出現其總回彈量較定長度法下總回彈量小的情況。
輥彎成形是典型的增量成形工藝,板材最終的變形是經過多道次變形累計達到的結果。如圖13a右上所示,在板材上表面彎角區取A、B、C三點,分別對應定半徑法中不同的彎曲區域中心,其橫向應變隨輥彎成形過程變化規律如圖14所示。
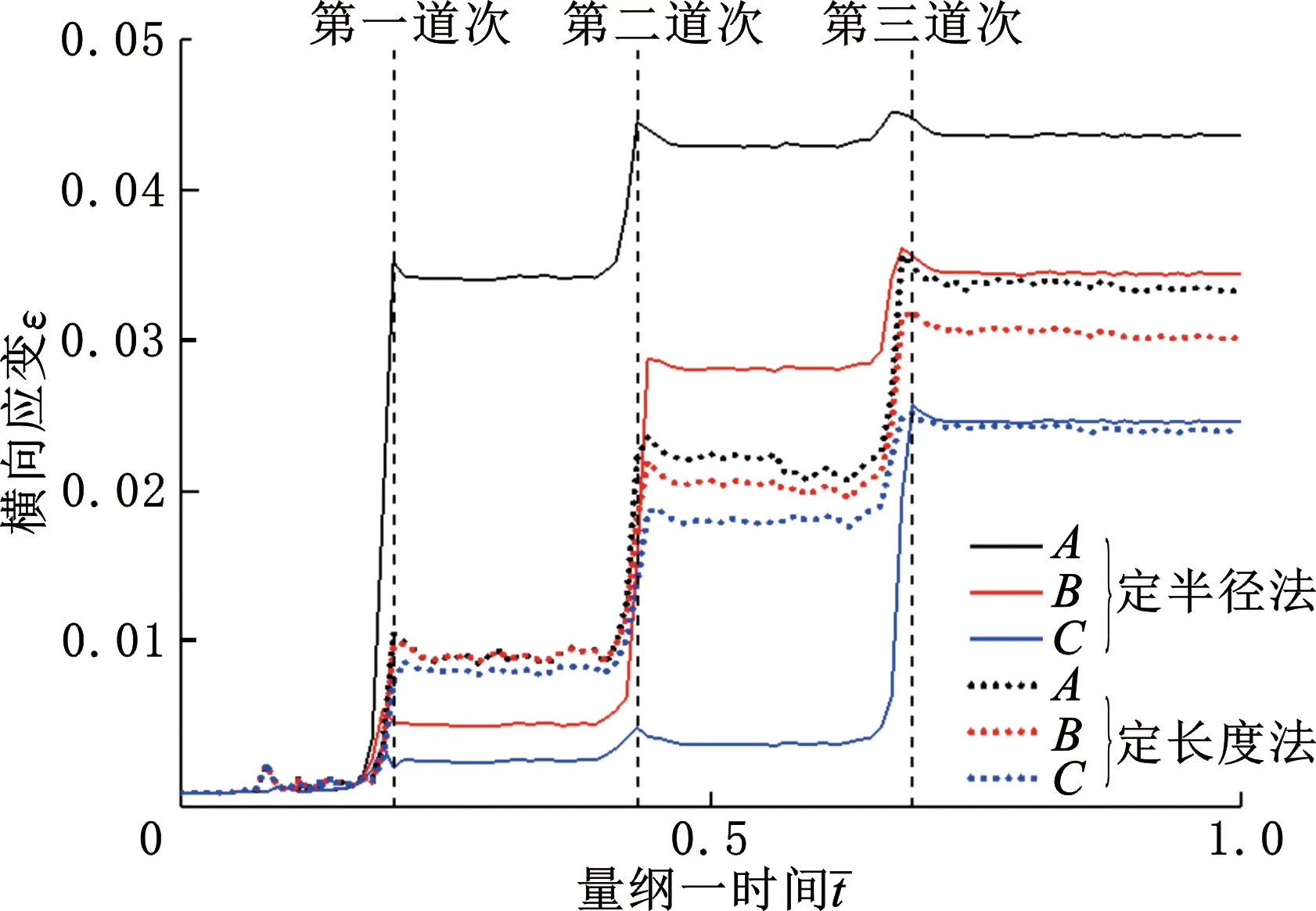
圖14 橫向應變隨時間變化Fig.14 Variation of plastic strain with time
定半徑法下,A、B、C點應變分別在第一、第二、第三道次出現大幅變化,說明在定半徑法下,成形區域隨道次數增加逐步向外擴張;A點塑性應變在第一道次成形后仍在第二、第三道次出現幅值上的變化,與之相同,B點塑性應變在第三道次也存在幅值變化,說明板材各成形區域在第一次成形并未達到最終形狀,仍與設計截面存在一定差異。
定長度法下,A、B、C點近乎同時發生形變,第一道次應變幅值基本一致,差值因應變集中現象而逐漸增大,這與圖13b中所示一致。
由圖15所示橫向應力云圖與A、B、C三點處橫向應力隨時間變化的分布情況可以看出:兩種彎曲方法下,在板材進入輥縫前,均存在在寬度方向上出現先擴大后縮小的成形過渡區,其寬度與當前道次的成形區域大小有關。
定半徑法下,由于各道次的成形區弧長不同,應力分布也產生相應的變化。當前道次的未成形區域會出現更大的應力回復。以第二道次為例,進入輥縫前,A點所受橫向應力始終保持負值,為受壓狀態;而隨著板材逐漸接近輥縫,應力則集中至總成形區域的中心,此時,A點所受應力幅值大于B、C兩點應力;板材在輥縫處以及離開輥縫后,應力峰值處于當前道次的新增成形區域內,即B點所代表的區域,該區域在離開輥縫后仍受到一定量的壓縮應力,持續至下一道次。
定長度法下,各點位應力分布規律基本一致,僅在幅值上有所差異,板材內部殘余應力隨著道次數的增加而增大。
如圖15c所示的輥縫處的橫向應力分布情況,定半徑法下,應力峰值點出現于當前道次的新增成形區域內,各道次應力峰值基本一致;定長度法下,板材所受橫向應力在三個道次輥縫處的分布規律上基本一致,幅值隨著道次數(形變量)的增加而增大。
過渡區長度也是反映板材回彈規律的因素之一[2],圖16所示為各道次變形過渡區長度,可以看出,采用定半徑法有著更長的過渡區,板材受到軋輥的彎曲作用的時間更長,從而能夠更好地消除板材內的殘余應力,減小回彈量。表6所示為成形完成后各節點殘余應力值,較之定長度法,定半徑法下的殘余應力值更小,因此總回彈量更小。
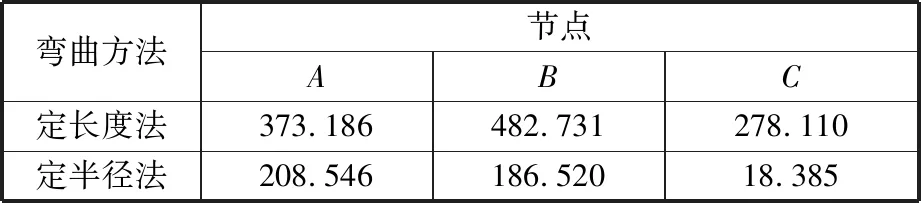
表6 成形完成后節點殘余應力
3.2 不同彎曲方法下其他工藝參數對回彈的影響
3.2.1圓角半徑對回彈的影響
圖17所示為板材厚度2.3 mm、成形角度30°、不同圓角半徑下的回彈量對比,由圖可知,不同彎曲方法下,回彈量均隨著圓角半徑的增大而增大。
圖18為采用定半徑法時不同圓角半徑下的橫向應變云圖,可知:隨著圓角半徑的增大,板材的最大橫向應變量降低,且彈性應變占比增大(圖19)。同時,成形區域也隨圓角半徑的增大而增大,即回彈作用的區域增大,兩者共同作用使得回彈量不僅隨圓角半徑的增大而增大,增幅也隨之增大。
3.2.2板材厚度對回彈的影響
圖20所示為在圓角半徑20.00 mm、成形角度30°、兩種彎曲方法下不同板材厚度的試驗結果,相比之下,厚度2.3 mm板材回彈量較厚度2.8 mm板材的回彈量偏大。兩種方法下回彈量的變化趨勢相同。
(a)三道次橫向應力云圖
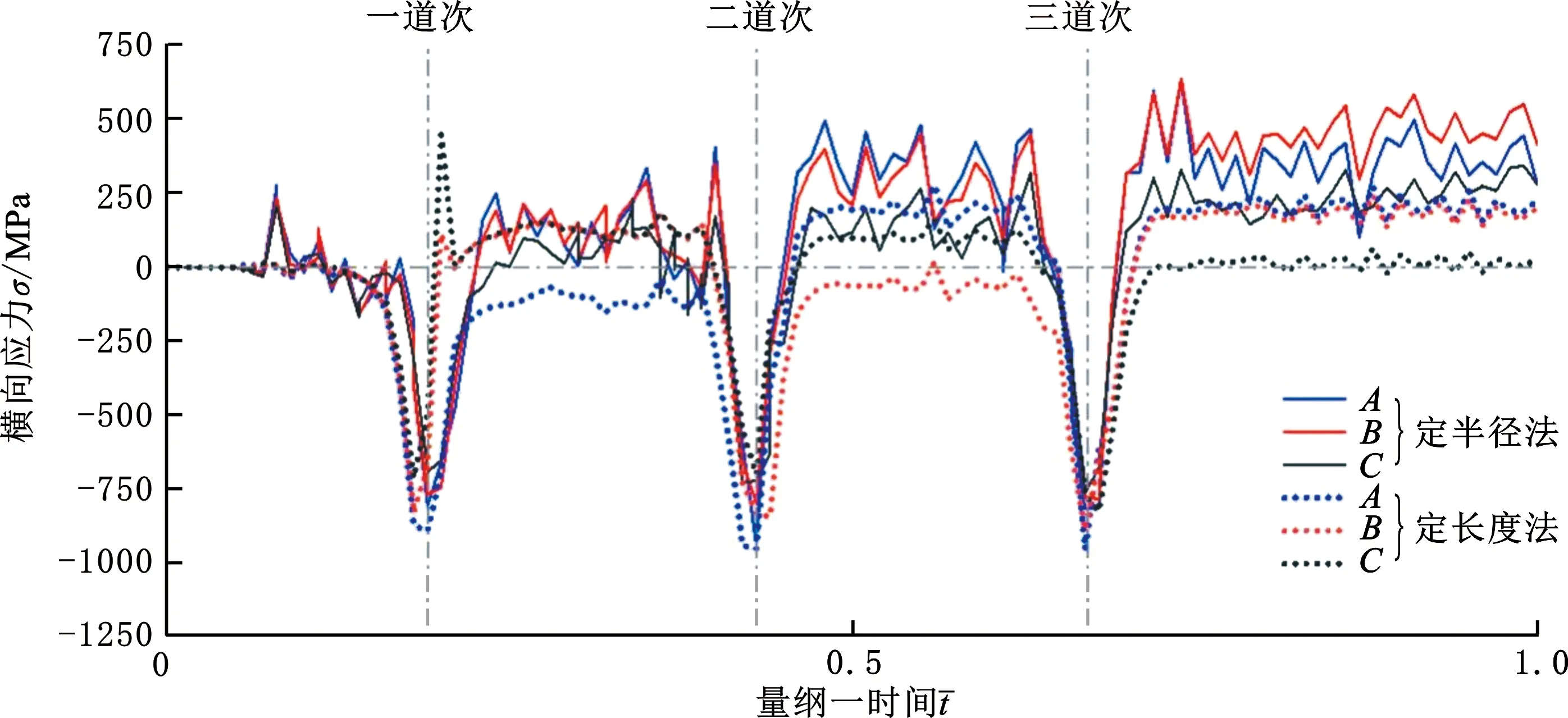
(b)橫向應力隨時間變化
(c)各道次輥縫處板材寬度方向橫向應力分布圖15 不同彎曲方法下各道次的橫向應力Fig.15 Transverse stress distribution of each pass in different bending method

圖16 過渡區長度Fig.16 Length of transition zone
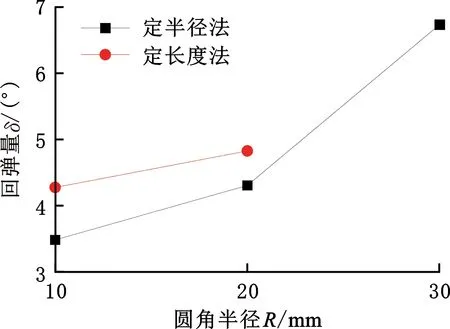
圖17 試驗結果(不同圓角半徑)Fig.17 Test result (different section fillet radius)
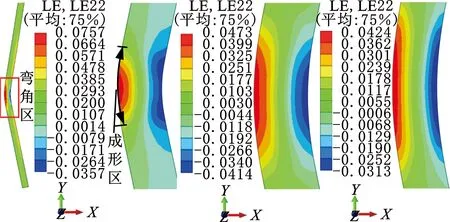
(a)R=10.00 mm (b)R=20.00 mm (c)R=30.00 mm圖18 不同圓角半徑下橫向應變云圖(定半徑法)Fig.18 Transverse strain nephogram of plate cross section under different bending radius (constant bend radius method)
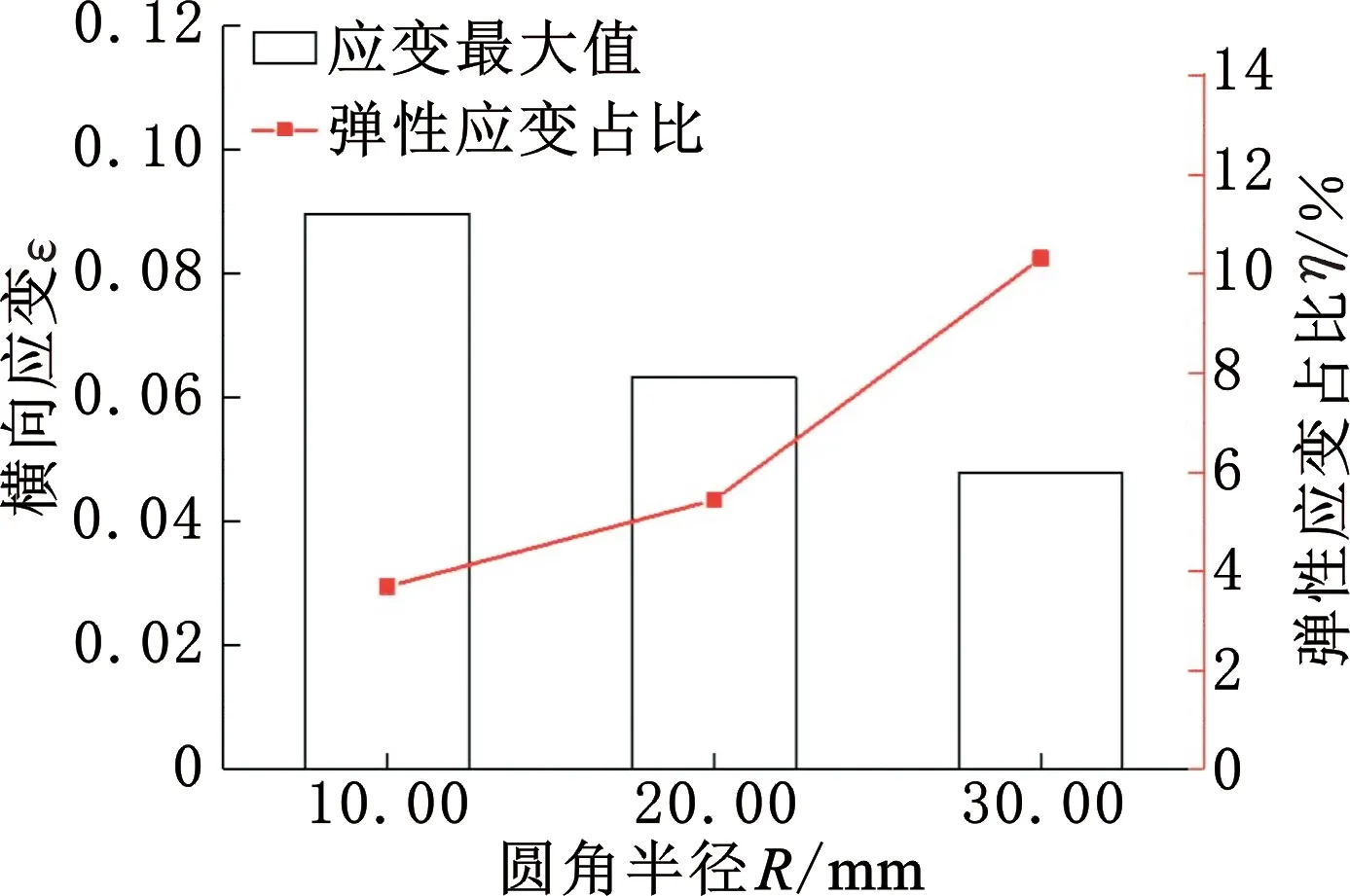
圖19 不同圓角半徑下第一道次最大橫向應變量與彈性應變占比(定半徑法)Fig.19 Proportion of maximum transverse strain and elastic strain of the first pass under different fillet radii (constant radius method)
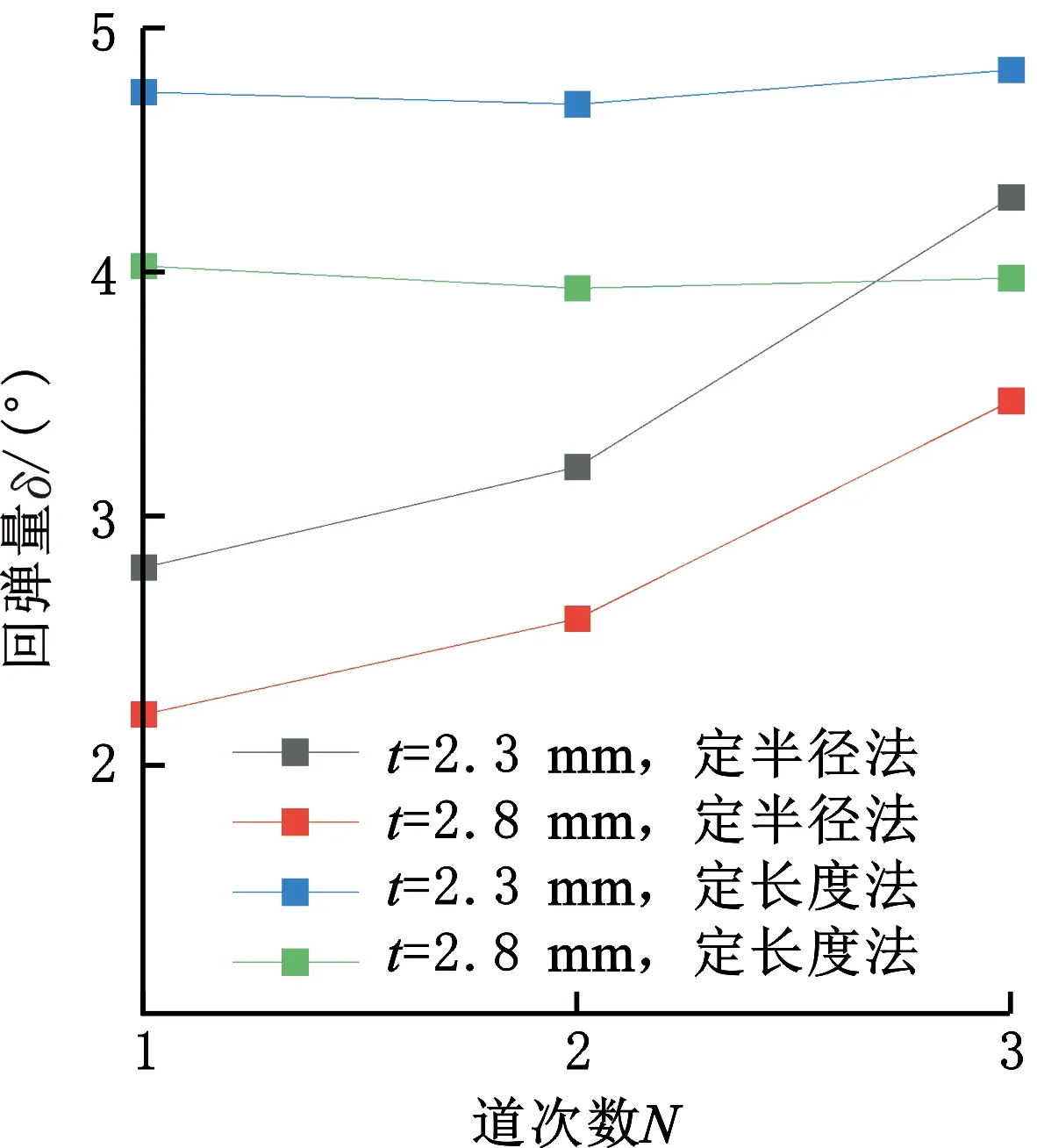
圖20 試驗結果(不同板厚)Fig.20 Test result (different plate thickness)
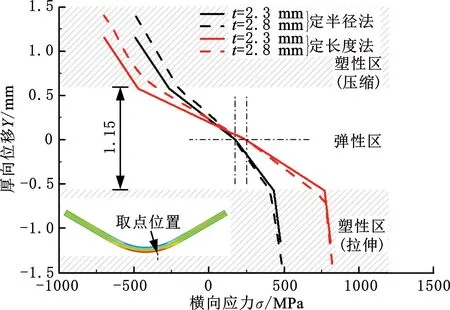
圖21 第三道次輥縫處板材厚度方向上橫向應力分布Fig.21 Transverse stress distribution in the thickness direction of the plate at the third pass roll gap
圖21所示為相同圓角半徑(20.00 mm)下,不同板厚的板材在第三道次輥縫處受到的橫向應力在厚度方向上的分布情況,橫向應力的變化趨勢在不同區域內呈現明顯差異。不同板厚下,板材內的彈性區域大小基本一致。隨著板材厚度的增大,板材中的彈性區域的比例減小,進而使得回彈量也隨之減小。
表7中,回彈量比值與板材厚度比值大體相等,說明在兩種彎曲方法下,回彈量均與板材厚度形成較為穩定的相關性,二者近似成反比關系。
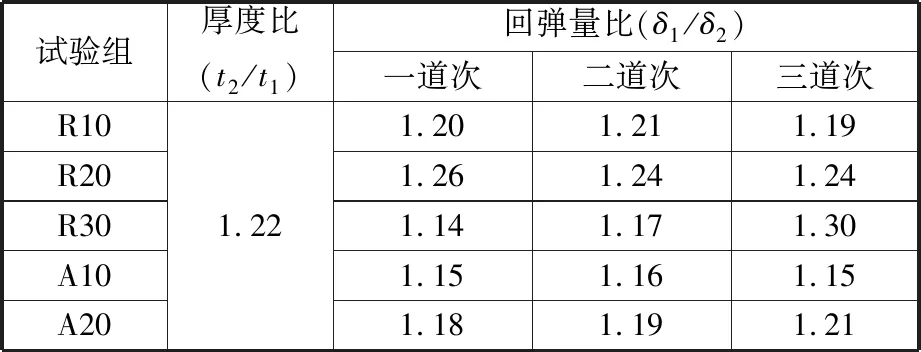
表7 不同試驗組下的板厚比與回彈量比
4 結論
(1)輥彎成形是連續的彎曲成形工藝,板材的最終成形是多道次共同作用的結果。最終成形截面一致的情況下,不同彎曲方法(定半徑法及定長度法)工藝原理中各道次圓角半徑與彎曲段弧長的差異是影響兩者回彈量以及應力-應變分布的主要因素。
(2)定半徑法下,回彈量隨著道次數的增加而增大,增幅也存在上升趨勢;定長度法下,回彈量隨道次數的增加無明顯變化,且幅值總體大于定半徑法。
(3)定半徑法下,各道次圓角半徑值不變,彎曲段弧長隨道次數(成形角度)的增加而增大,成形區域也隨之增大,其增量與成形角度增量成正比;各道次應變峰值處于板材中心,基于不同成形區域呈階梯狀分布;各道次輥縫處板材所受應力集中于當前道次的新增成形區域內,峰值基本一致。
(4)定長度法下,各道次成形區域(彎曲段弧長)不變,軋輥圓角半徑隨道次數(成形角度)的增加而減小,形變量隨之增大;各道次應力與應變的主要分布區域基本不變,在成形區域內分布較為均勻;應變幅值隨道次數的增加而增加,并逐步集中至板材中心;定長度法下各道次應變、應力峰值均小于定半徑法下的相應值。
(5)在兩種彎曲方法下,回彈量均出現隨著圓角半徑的增大而增大的趨勢,且增幅也隨之上升;回彈量隨板材厚度的增加而減小,板材內部彈性區大小基本一致,回彈量比值與厚度比值近似成反比。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15