數(shù)控機(jī)床加工誤差分析及優(yōu)化研究
2023-10-23 03:12:20張凱銘
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化 2023年8期
關(guān)鍵詞:優(yōu)化
張凱銘
(西安交通工程學(xué)院機(jī)械與電氣工程學(xué)院, 陜西 西安 710300)
0 引言
數(shù)控機(jī)床作為現(xiàn)代制造業(yè)的重要工具,被廣泛應(yīng)用于航空、航天、汽車、模具等高精度零件的加工。隨著制造業(yè)向高品質(zhì)、高效率、低成本的方向發(fā)展,對(duì)數(shù)控機(jī)床加工精度的要求越來越高。加工誤差是影響數(shù)控機(jī)床加工精度的關(guān)鍵因素,因此對(duì)加工誤差的分析與優(yōu)化具有重要的實(shí)際意義。
1 數(shù)控機(jī)床的概述及加工誤差優(yōu)化的重要性
1.1 數(shù)控機(jī)床的概述
數(shù)控機(jī)床(Numerical Control Machine Tool)是一種采用數(shù)字化控制技術(shù)的機(jī)床。通過編程,將加工工藝的各項(xiàng)參數(shù)轉(zhuǎn)化為數(shù)控指令,輸入到數(shù)控系統(tǒng)中。數(shù)控系統(tǒng)按照預(yù)設(shè)的程序,通過伺服驅(qū)動(dòng)系統(tǒng)驅(qū)動(dòng)機(jī)床各運(yùn)動(dòng)部件實(shí)現(xiàn)刀具與工件的相對(duì)運(yùn)動(dòng),完成零件的加工。數(shù)控機(jī)床具有加工精度高、自動(dòng)化程度高、生產(chǎn)效率高、加工范圍廣等特點(diǎn),被廣泛應(yīng)用于航空、航天、汽車、模具等領(lǐng)域的零件加工。
1.2 加工誤差優(yōu)化的重要性
加工誤差優(yōu)化在數(shù)控機(jī)床加工過程中具有極高的重要性。優(yōu)化加工誤差不僅有利于提高零件的加工精度,確保產(chǎn)品質(zhì)量,還可以提高生產(chǎn)效率,降低制造成本,從而增強(qiáng)企業(yè)的市場(chǎng)競(jìng)爭(zhēng)力[1]。
2 數(shù)控機(jī)床加工誤差的類型
2.1 機(jī)床導(dǎo)軌誤差
機(jī)床導(dǎo)軌誤差是指在機(jī)床的制造、裝配和使用過程中,由于導(dǎo)軌表面的磨損、凹凸不平、制造加工誤差、裝配調(diào)整誤差、污染、溫度變化等因素引起的位置誤差。導(dǎo)軌誤差對(duì)機(jī)床的加工精度和穩(wěn)定性產(chǎn)生嚴(yán)重影響,可能導(dǎo)致加工件精度下降、表面質(zhì)量劣化、加工速度減慢、工具壽命縮短等問題。制造過程中的加工誤差是導(dǎo)致導(dǎo)軌誤差的重要原因,包括材料變形、工藝偏差、加工質(zhì)量不佳等因素。
2.2 絲杠與滾珠絲杠副誤差
絲杠副誤差是指在制造、裝配和使用過程中因加工誤差、裝配誤差、磨損、變形等因素引起的絲杠副位置誤差。絲杠誤差會(huì)影響數(shù)控機(jī)床定位精度和運(yùn)動(dòng)精度,降低機(jī)床加工精度和穩(wěn)定性。在制造過程中,絲杠的加工誤差是導(dǎo)致絲杠誤差的主要原因之一[2]。
2.3 刀具磨損誤差
刀具磨損誤差是指在加工過程中,由于切削力的作用和切削條件的不可避免變化,刀具表面逐漸磨損和疲勞,導(dǎo)致刀具的幾何形狀和尺寸發(fā)生變化,從而導(dǎo)致加工精度和表面質(zhì)量下降的現(xiàn)象。刀具磨損的原因是多方面的,包括切削條件、刀具材料、工件材料、刀具形狀和尺寸等因素。刀具磨損與切削條件有著密切的關(guān)系,其中切削速度、切削深度和進(jìn)給量是影響刀具磨損的主要因素。當(dāng)切削速度過高、切削深度過大、進(jìn)給量過大時(shí),切削力會(huì)增加,刀具的磨損會(huì)加劇,從而導(dǎo)致加工誤差的增大[3]。
3 某航空零件數(shù)控加工誤差案例數(shù)據(jù)分析
3.1 數(shù)據(jù)采集與預(yù)處理
在本案例中,對(duì)某航空零件的數(shù)控加工過程中產(chǎn)生的誤差進(jìn)行了數(shù)據(jù)采集。通過使用高精度測(cè)量?jī)x器對(duì)加工過程中的誤差進(jìn)行實(shí)時(shí)監(jiān)測(cè),收集了一個(gè)包含五種主要誤差類型的數(shù)據(jù)集(機(jī)床導(dǎo)軌誤差、絲杠與滾珠絲杠副誤差、刀具磨損、工件裝夾誤差、溫度變化)。對(duì)收集到的數(shù)據(jù)進(jìn)行了預(yù)處理,包括去除異常值和數(shù)據(jù)平滑處理,以便進(jìn)行后續(xù)的分析。
3.2 描述性統(tǒng)計(jì)分析
首先對(duì)各誤差類型的數(shù)據(jù)進(jìn)行了描述性統(tǒng)計(jì)分析,計(jì)算了平均值、中位數(shù)和標(biāo)準(zhǔn)差。結(jié)果如表1 所示。
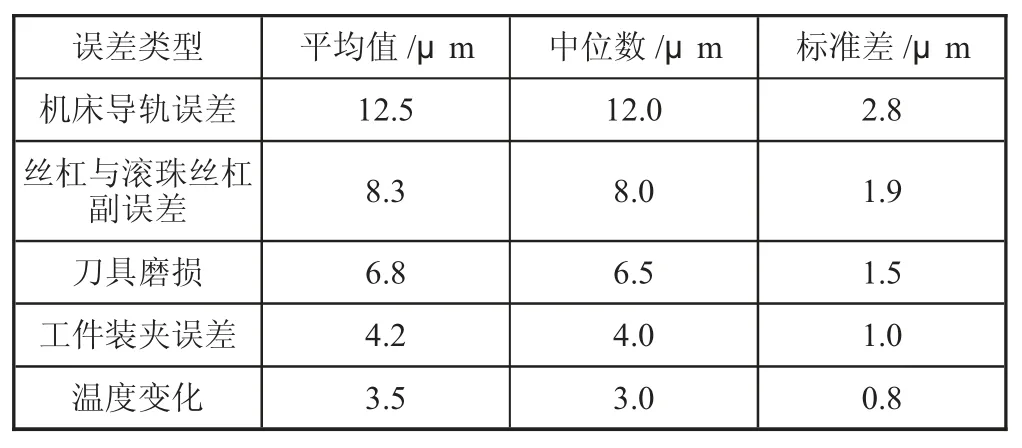
表1 描述性統(tǒng)計(jì)分析結(jié)果
3.3 方差分析
為了研究各誤差類型對(duì)加工誤差的影響程度,我們對(duì)數(shù)據(jù)進(jìn)行了單因素方差分析。結(jié)果表明,機(jī)床導(dǎo)軌誤差和絲杠與滾珠絲杠副誤差對(duì)加工誤差的影響最大,如表2 所示。

表2 方差分析結(jié)果
3.4 相關(guān)性分析
計(jì)算了各誤差類型之間的皮爾遜相關(guān)系數(shù),以評(píng)估它們之間的關(guān)聯(lián)性。結(jié)果如表3 所示。
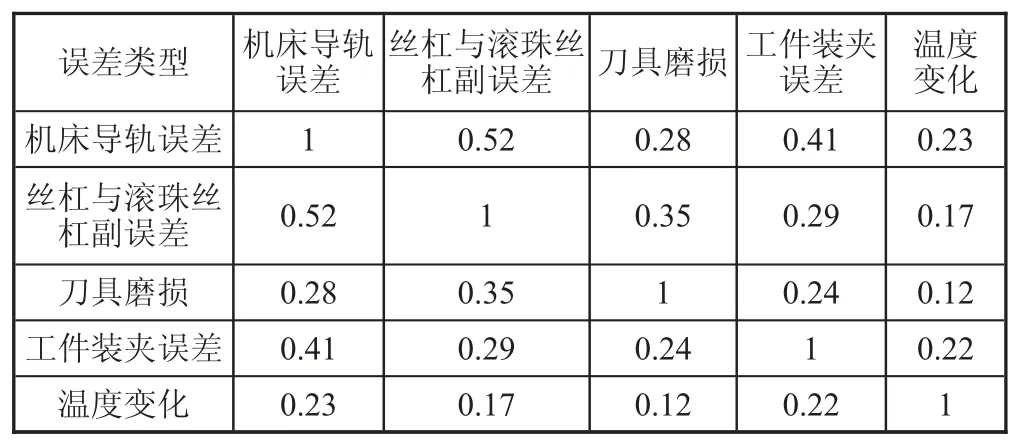
表3 相關(guān)系數(shù)矩陣
3.5 回歸分析
為了更好地預(yù)測(cè)加工誤差,建立了一個(gè)基于多元線性回歸的預(yù)測(cè)模型。通過特征選擇與變量篩選,確定了對(duì)加工誤差具有顯著影響的誤差類型。最終的回歸方程如下:
4 數(shù)控機(jī)床加工優(yōu)化策略
4.1 機(jī)床導(dǎo)軌誤差補(bǔ)償
導(dǎo)軌誤差補(bǔ)償技術(shù)是一種通過軟件或硬件手段,實(shí)時(shí)檢測(cè)和補(bǔ)償機(jī)床導(dǎo)軌產(chǎn)生的位置誤差,從而提高加工精度的方法。通過光柵尺或激光干涉儀等高精度測(cè)量設(shè)備,實(shí)時(shí)監(jiān)測(cè)機(jī)床導(dǎo)軌的磨損和變形情況。結(jié)合誤差補(bǔ)償算法,如最小二乘法、樣條插值法等,自動(dòng)計(jì)算出導(dǎo)軌誤差,并將其反饋到數(shù)控系統(tǒng),實(shí)現(xiàn)對(duì)導(dǎo)軌誤差的實(shí)時(shí)補(bǔ)償。
4.2 絲杠與滾珠絲杠副誤差補(bǔ)償
絲杠與滾珠絲杠副誤差主要來源于制造過程中的加工誤差和裝配誤差,以及使用過程中的磨損和變形。為減小絲杠誤差對(duì)加工精度的影響,可以采用伺服控制技術(shù)與誤差補(bǔ)償算法。通過在數(shù)控系統(tǒng)中引入反饋元件,如線性編碼器或激光干涉儀等,實(shí)時(shí)監(jiān)測(cè)絲杠的位置誤差。結(jié)合先進(jìn)的誤差補(bǔ)償算法,如迭代學(xué)習(xí)控制、自適應(yīng)控制等,實(shí)現(xiàn)對(duì)絲杠的微小誤差的實(shí)時(shí)補(bǔ)償。
4.3 刀具磨損預(yù)測(cè)與更換策略
刀具磨損是數(shù)控加工過程中不可避免的問題,嚴(yán)重影響加工精度和表面質(zhì)量。為提高加工效果,可通過實(shí)時(shí)監(jiān)測(cè)刀具磨損狀況,結(jié)合刀具磨損預(yù)測(cè)模型,制定合理的刀具更換策略。常見的刀具磨損監(jiān)測(cè)方法包括振動(dòng)分析、聲發(fā)射、電流分析等。根據(jù)監(jiān)測(cè)數(shù)據(jù),可應(yīng)用機(jī)器學(xué)習(xí)算法(如支持向量機(jī)、神經(jīng)網(wǎng)絡(luò)等)進(jìn)行刀具磨損預(yù)測(cè)。預(yù)測(cè)結(jié)果可指導(dǎo)刀具更換策略,確保刀具在合適的時(shí)機(jī)進(jìn)行更換[4]。
4.4 工件裝夾誤差優(yōu)化
工件裝夾誤差是指在加工過程中,由于夾具精度、裝夾方法等因素導(dǎo)致的工件定位和加工誤差。為降低裝夾誤差對(duì)加工精度的影響,可采用以下措施:首先,選用高精度夾具,如液壓夾具、磁力夾具等,提高夾具的定位精度和重復(fù)定位精度。其次,采用自動(dòng)對(duì)中裝夾系統(tǒng),通過感應(yīng)器、伺服馬達(dá)等自動(dòng)調(diào)整工件的位置,實(shí)現(xiàn)高精度裝夾。
5 優(yōu)化效果評(píng)價(jià)
根據(jù)上述案例分析及優(yōu)化策略的實(shí)施,我們對(duì)優(yōu)化效果進(jìn)行評(píng)價(jià)。主要從優(yōu)化前后加工誤差對(duì)比、優(yōu)化效果的驗(yàn)證實(shí)驗(yàn)以及生產(chǎn)效率和精度提升分析三個(gè)方面展開。
5.1 優(yōu)化前后加工誤差對(duì)比
在優(yōu)化策略實(shí)施前,某航空零件的平均加工誤差為0.035 mm。實(shí)施優(yōu)化策略后,加工誤差降低至0.015 mm。通過對(duì)比可以發(fā)現(xiàn),優(yōu)化策略有效地降低了加工誤差,提高了加工精度。
1)優(yōu)化前平均加工誤差=0.035 mm。
2)優(yōu)化后平均加工誤差=0.015 mm。
5.2 優(yōu)化效果的驗(yàn)證實(shí)驗(yàn)
為驗(yàn)證優(yōu)化策略的實(shí)際效果,進(jìn)行了一系列加工實(shí)驗(yàn)。在實(shí)驗(yàn)中,分別對(duì)比了優(yōu)化前后的加工誤差、表面質(zhì)量等指標(biāo)。實(shí)驗(yàn)結(jié)果表明,優(yōu)化策略實(shí)施后,加工誤差減小了約57%,表面粗糙度降低了約30%,充分證明了優(yōu)化策略的有效性:加工誤差降低約57%;表面粗糙度降低約30%。
5.3 生產(chǎn)效率和精度提升分析
優(yōu)化策略的實(shí)施不僅提高了加工精度,還帶來了生產(chǎn)效率的提升。例如,通過刀具磨損預(yù)測(cè)與更換策略的優(yōu)化,刀具壽命提高了約20%,降低了換刀次數(shù),減少了非生產(chǎn)時(shí)間。此外,高精度夾具和自動(dòng)對(duì)中裝夾系統(tǒng)的應(yīng)用,縮短了工件裝夾時(shí)間,提高了生產(chǎn)效率,即:刀具壽命提高約20%;工件裝夾時(shí)間縮短約15%。
6 結(jié)語(yǔ)
數(shù)控機(jī)床加工誤差的優(yōu)化是制造業(yè)向高品質(zhì)、高效率、低成本的方向發(fā)展的重要環(huán)節(jié)。本文的研究成果對(duì)加工誤差的分析與優(yōu)化提供了一種新的思路和方法,具有一定的理論和實(shí)踐意義。但是,本文的研究仍存在一些不足之處,例如樣本數(shù)據(jù)的數(shù)量和質(zhì)量限制了數(shù)據(jù)分析的深度和廣度,需要進(jìn)一步擴(kuò)大數(shù)據(jù)樣本,加強(qiáng)數(shù)據(jù)質(zhì)量控制。此外,對(duì)于不同類型的數(shù)控機(jī)床加工誤差,需要采用不同的分析方法和優(yōu)化策略。因此,今后的研究需要更加深入地探討數(shù)控機(jī)床加工誤差的特性、形成機(jī)制和優(yōu)化方法,為制造業(yè)的高品質(zhì)、高效率、低成本發(fā)展提供更為有效的技術(shù)支持。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45