定向位移補償解決低剛性零件加工變形的方法
2023-10-23 05:12:16李亮,王欣
機電產品開發與創新 2023年5期
李 亮, 王 欣
(成都工貿職業技術學院, 四川 成都 611730)
0 引言
低剛性薄壁鈦合金零件在機械領域, 尤其是航天航空領域應用非常廣泛;但此類零件結構特征復查、形狀特殊、尺寸精度、形位公差要求高,在切削加工過程中由于其剛性差、受力不均,易產生變形及振動現象,導致零件加工尺寸精度低、形位公差低、表面粗糙度低,很難保證零件加工質量; 因此低剛性薄壁鈦合金零件的加工一直是機械制造領域的難題, 也是企業提高產品成品率的攔路虎。 本文以一種U 型薄壁低剛性鈦合金軸架零件加工為例;通過零件結構分析、工藝方案設計、變形分析預測、定向補償工裝設計、實際應用成效,介紹一種通過定向位移補償解決低剛性航天薄壁零件加工變形的方法。
1 零件結構分析
該低剛性薄壁零件是航天領域一關鍵零件, 見圖1,材料是鈦合金(TC4R)。 毛坯是?100mm×100mm 棒料,重量3478g,成品質量215g,材料切除率達93.8%,零件加工內應力較大。

圖1 U 型薄壁低剛性鈦合金軸架三維圖像
該零件結構是開放性的U 型框架,U 型兩端壁厚薄, 跨距長,U 型下端連接部分離孔中心距遠,U 型兩端孔剛性極差。 該零件工程圖紙見圖2;孔尺寸公差要求10μm,兩孔同軸度要求5μm, 兩孔相鄰安裝端面與兩孔軸線垂直度要求10μm,兩孔軸線與左端安裝面平行度要求25μm,距離公差要求20μm,粗糙度均達到1.6μm;此類形狀位置公差及尺寸公差單獨要求就已經很高,而該零件將這些要求疊加在一起,導致此零件加工難度非常大。
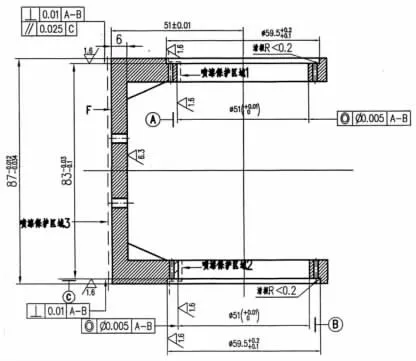
圖2 U 型薄壁低剛性鈦合金軸架局部工程圖紙
從零件材料切除率、零件結構、零件形位公差要求、尺寸公差要求等要素分析, 可知該U 型低剛性薄壁鈦合金軸架零件加工內應力大、加工變形大,很難保證零件加工后達到圖紙要求。
2 工藝方案設計
該U 型低剛性薄壁鈦合金軸架零件加工內應力大、加工變形大、精度高;為了使零件加工后達到圖紙要求,主要解決三個問題;①釋放加工內應力,穩定尺寸;②優化裝夾方式,減小變形;③選擇合適刀具,提高加工質量。
設計的詳細工藝方案如下:
加工階段為粗加工、半精加工及精加工。粗加工階段主要目的是切除大部分材料, 留一部分余量補償后續加工變形;然后通過人工時效熱處理釋放粗加工內應力;半精加工階段將內腔、 形位公差及尺寸公差要求不高的部位加工到位,兩端孔系留余量進行精加工;之后通過高低溫循環釋放半精加工內應力穩定尺寸; 精加工階段采用專用工裝裝夾零件,通過精密車削(采用SANDVIK 品牌CoroTurn@107 型硬質合金刀具)完成兩端孔系加工,提高生產效率,保證產品質量。
3 變形分析預測
零件車削時主要受到主切削力、背向力、進給力,不同的力對應不同的方向。對于該零件結構情況,對零件質量影響最大的力為進給力,會同時影響零件表面粗糙度、端面與基準的垂直度等。 因此本文對該零件車削時的進給力進行了分析和測量。 車削時進給力主要受到切削深度影響, 采用較低的切削深度減小進給力并同時考慮到加工效率問題,采用0.03mm 的切削深度,通過實際測量得到零件車削時的進給力大小為10N。
分析測量出進給力后, 可知, 在零件底面固定安裝后, 對零件剛度最低的位置施加10N 的進給力來模擬實際切削時受力最惡劣的工作情況來分析零件變形最大的狀態。 通過對零件進行有限元劃分、模擬分析,得到零件的應力情況和應變情況如圖3、圖4 所示。
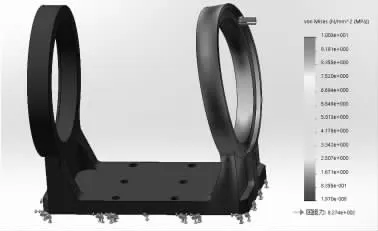
圖3 零件應力分析結果
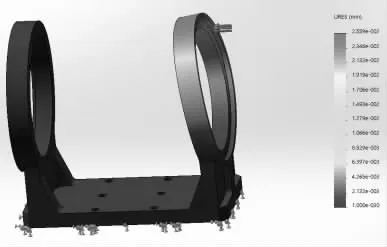
圖4 零件應變分析結果
從應力分析結果可以看出,應力為10MPa,遠遠低于屈服強度827MPa,表明零件不會出現塑性變形和斷裂現象;但從應變分析結果可以看出,在零件端面最高受力點位的變形達到了0.025mm 的變形, 遠遠大于圖紙要求的位置公差(與AB 基準垂直度優于0.01 的標準)。 因此使得加工難度大大提高,很難達到質量要求。
4 定向位移補償工裝設計
定向位移補償工裝是該零件精密加工的重點及難點,為保證該零件尺寸公差及形位公差要求,加強零件剛性,補償零件加工變形,提高生產效率;該工裝須同時具備定位、裝夾、支撐、補償變形、方便裝夾零件作用,具體設計的工裝如圖5 所示。
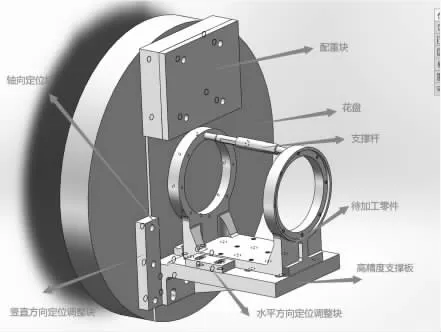
圖5 定向位移補償工裝
該定向位移補償工裝由花盤、豎直方向定位調整塊、水平方向定位調整塊、軸向定位塊、高精度支撐板、配重塊、支撐桿及螺釘等組成。 花盤用于機床裝夾,提供高精度安裝基面。 豎直方向定位調整塊用于定位高精度支撐板、并可進行豎直方向調節、滿足圖紙中51±0.01 尺寸的要求。水平方向定位調整塊用于定位待加工零件,并可進行水平方向調節、滿足零件的對稱形。軸向定位塊用于軸向定位,滿足程序軸向不變性,提高批量生產效率。 支撐桿主要用于提高零件剛度, 減小零件加工時的變形及補償零件變形。配重塊主要用于配重,使得零件安裝在高精度工裝上后,整體的重心位于車床的旋轉中心上,避免零件旋轉時偏擺帶來振動及誤差。
根據零件車削加工時受力情況, 對補償工裝優化后的零件再次進行有限元分析, 得到零件的應力和應變情況如圖6、圖7 所示。
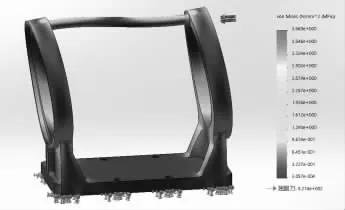
圖6 優化支撐后應力情況
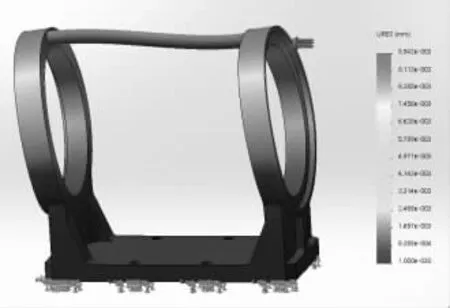
圖7 優化支撐后應變情況
從應力分析結果可以看出,應力為3.87MPa,比優化前應力降低了61.3%, 并且遠遠低于屈服強度827MPa,表明優化后的零件強度明顯高于優化前, 并且不會出現塑性變形和斷裂現象;從應變分析結果可以看出,在零件端面最高受力點位的變形為0.010mm, 比優化前的變形減少60%,表明優化后的零件剛度明顯提升,但是仍然接近圖紙要求的位置公差(與AB 基準垂直度優于0.01 的標準)。 因此加工難度仍然很大,很難達到質量要求。
通過上述分析,確定優化后的變形為0.01mm;因此將支撐桿設計為兩體可伸縮式結構,如圖8 所示。
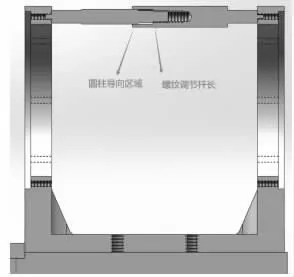
圖8 支撐桿內部結構示意圖
通過旋轉支撐桿螺紋,使支撐桿伸長, 使零件向外擴張,補償切削加工時的變形,采用杠桿千分表監視零件變形處表面,讓零件擴張0.01mm; 再開始車削加工;采用這種定向位移補償來解決低剛性薄壁鈦合金航天零件的加工變形問題。
5 實際應用效果
采用定向位移補償工裝進行精密加工后, 零件成品率從原來加工方式的70%~80%之間, 提高到了約95%,極大提高了產品質量;同時提高了生產效率,原加工1 件的時間需要2h,現加工1 件的時間只需要1h;生產效率提高100%;工裝的實物圖片以及加工好的成品零件如圖9、圖10 所示。
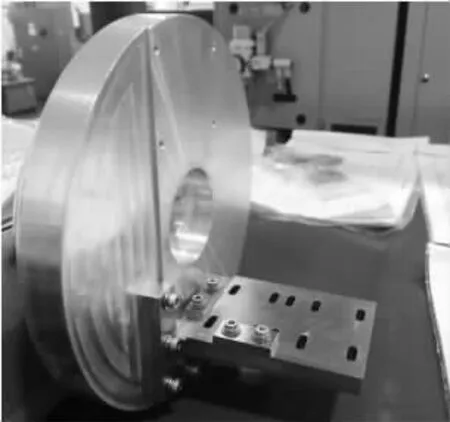
圖9 高精度工裝實物

圖10 加工好的零件
6 結束語
本文結合具體加工實例詳細介紹了一種低剛性薄壁鈦合金框架類零件加工方法;重點對加工零件進行結構分析,變形分析及預測,并根據結構特點、圖紙質量要求設計了工藝方案;設計了能夠同時實現定位、裝夾、支撐、補償變形、方便裝夾的工裝,提出了定向位移補償變形方法成功解決了零件加工過程中的震動、變形問題。 此制造方法保證了低剛性薄壁鈦合金框架零件的尺寸精度、形位公差以及表面粗糙度等各項質量要求,為實際零件制造提高了生產質量和生產效率,具有非常強的操作性、指導性和推廣性,同時也為類似零件的加工提供了加工經驗和解決方法。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
