采用3D激光傳感器的凸輪軸視覺檢測系統
2023-10-24 10:45:20吳宇杰王棟徐剛強李陽闞李近張新娜
科技資訊 2023年19期
吳宇杰 王棟 徐剛強 李陽 闞李近 張新娜
(1.中國計量大學機電工程學院 浙江 杭州 310018; 2.中國計量大學工程訓練中心 浙江 杭州 310018;3.浙江博星工貿有限公司 浙江 金華 321016; 4.中國計量大學現代科技學院 浙江 金華 322002)
在凸輪軸生產過程中,企業通常會通過人工測量或借助一些接觸式的工具來完成零部件表面的檢測。于曉等人基于傳統的凸輪軸測量儀,對坐標測量機做出了改造研究,使其分辨力提升到了1 μm,提高了相對精度,同時具備了數據處理能力[1]。賴思琦等人設計了一款基于VB的凸輪軸升程檢測系統,通過測頭對凸輪的360°接觸測量,可以實現對凸輪的高精度測量同時實時輸出升程數據[2]。然而部分接觸式的測量機從結果上來看測量精度高,但存在凸輪表面劃傷的風險,同時對環境要求更高、價格昂貴。隨著近年來光學檢測技術和計算機技術的迅猛發展,非接觸式測量因其具有測量速度快、不會損傷待測工件表面等優點且環境條件達成簡單,故逐步在工業生產中扮演了越來越重要的角色[3-5]。馮錦馳等人設計了一款凸輪外輪廓檢測儀,其使用非接觸式的直線光柵來檢測凸輪的升程并且可以生成實測模型,在避免磨損的同時大大提高了測量結果的直觀性[6]。王華敏等人基于圖像處理對凸輪盤檢測方法做出了研究,其對凸輪盤的擺放位置、角度以及工作環境均無嚴苛的要求,同時滿足了0.3 mm的精度需求[7]。但是,大部分非接觸式測量難以滿足高精度凸輪軸的檢測需求。3D 激光傳感器檢測精度最高能達到微米級,并能更快速地實時輸出高精度的深度數據或3D點云數據。因此,本文針對精密磨削凸輪軸的軸向尺寸的高精度檢測需求,以3D激光傳感器為硬件基礎,設計出凸輪軸軸向尺寸檢測系統。
1 3D激光傳感器
1.1 3D激光傳感器應用原理
3D 激光輪廓傳感器可實時輸出高精度的深度數據或3D點云數據,依靠其內置的高精度算法被廣泛運用于各種場合的高精度3D信息獲取,具有設備結構緊湊、集成度高、操作便捷的優點。其工作原理主要通過內部圖像采集系統獲取被測物表面漫反射的激光輪廓線[8],其工作狀態如圖1所示。
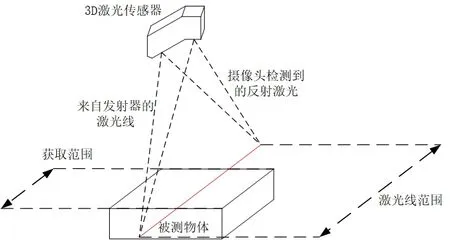
圖1 3D激光傳感器
1.2 3D激光傳感器主要原理
3D 激光輪廓傳感器的主要原理是三角測量原理[9-10],其是一種非接觸性的位移測量方法。三角測量原理主要是光線在發射與反射的路徑組成了兩個對角相等的相似三角形,分為直入式和斜入式[9-10]。
圖2 采用的是斜入式直接接收的原理,激光器發射激光穿過發射透鏡斜射到被測物體表面,光線通過反射經過一段距離α穿過接受透鏡,再經過一段距離β后在接收部位處成像。當被測物體進行一段距離為x的位移后,激光射到的被測物體表面與在傳感器中的光線接收的成像位置也發生相應的移動,利用相似三角形的原理[10],可以得出位移距離為:

圖2 三角測量原理
式(1)中,θ1為激光與被測物體表面反射后的夾角,θ2為激光與成像部位的夾角。
然而,3D激光輪廓傳感器在采集被測物體表面輪廓信息時可能受到一些不穩定因素的影響,其影響采集信息的情況有:被測物體表面對于光線的反射效率過高從而使采集到的輪廓線過粗或者成像出一大塊光團,如圖3所示;環境光線過于雜亂或者亮度過高從而使采集圖像整體發白,無法對圖像信息的進行利用等。所以在使用3D激光傳感器的過程中,通過調整入射角或者環境光線來改善成像質量是十分必要的。

圖3 光團
2 檢測系統結構及其流程
2.1 系統基本結構
該系統可以分為硬件和軟件兩個部分,其整體結構圖如圖4 所示。硬件部分包括:(1)上位機,用于控制即對PLC發出指令,同時可以控制3D激光傳感器的抓取間隔以及接收采集圖像信息;(2)PLC,用于直流電機的控制,直流電機控制轉臺轉動,帶動凸輪軸旋轉;(3)3D 激光傳感器,用于對凸輪軸的圖像信息采集,采集后由上位機實時接收。其中軟件部分包括:(1)圖像處理模塊,主要功能是對采集的圖像進行處理,如進行二值化,檢測關鍵點等;(2)數據處理模塊,主要功能是對圖像處理后的有效數據進行計算。
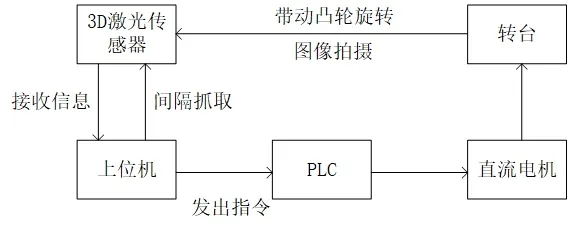
圖4 系統結構簡圖
2.2 機械結構的部分設計
為實現凸輪軸精準的檢測,支撐激光傳感器的機械結構為圓弧形滑槽如圖5所示。該結構可以調整激光的入射角角度、傳感器的高度距離和環境光線來改善成像質量;為了對凸輪軸進行不同角度的軸向數據采集,使用轉臺帶動凸輪軸旋轉,如圖6所示,直流電機提供動力,突出的4個轉臺上安裝皮帶帶動凸輪軸轉動,同時避免凸輪軸打滑,實現凸輪軸多角度數據采集。
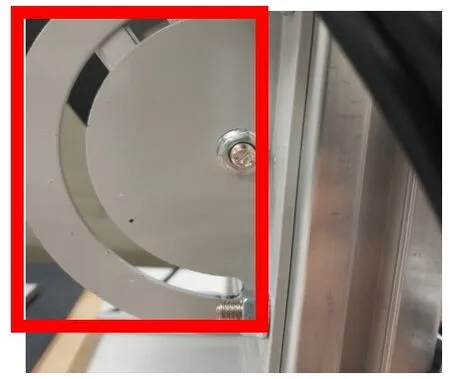
圖5 圓弧形滑槽

圖6 轉臺
2.3 檢測流程
該系統的檢測流程可以分為兩個部分,具體流程圖如圖7所示。
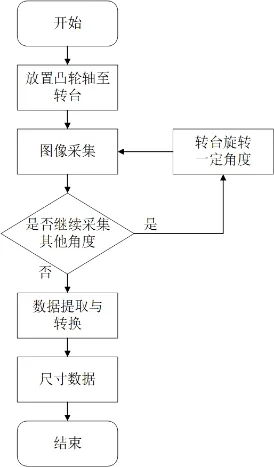
圖7 系統流程圖
2.3.1 圖像處理
通過3D 激光傳感器采集后的圖像需要在上位機進行圖像處理,將采集圖像的輪廓線變成一個一個的點數據,故可經過以下幾個步驟:旋轉校正、閾值分割以及輪廓檢測。旋轉校正的目的是將一些不是水平的素材旋轉至相對水平,如圖8 所示。閾值分割的功能是選定閾值,將采集的圖片進行二值化,以便于后續的圖像處理。輪廓檢測的功能是將閾值分割后的二值化圖像從線化點,并點出體現輪廓形狀的離散關鍵點,如圖9和圖10所示。

圖8 旋轉校正
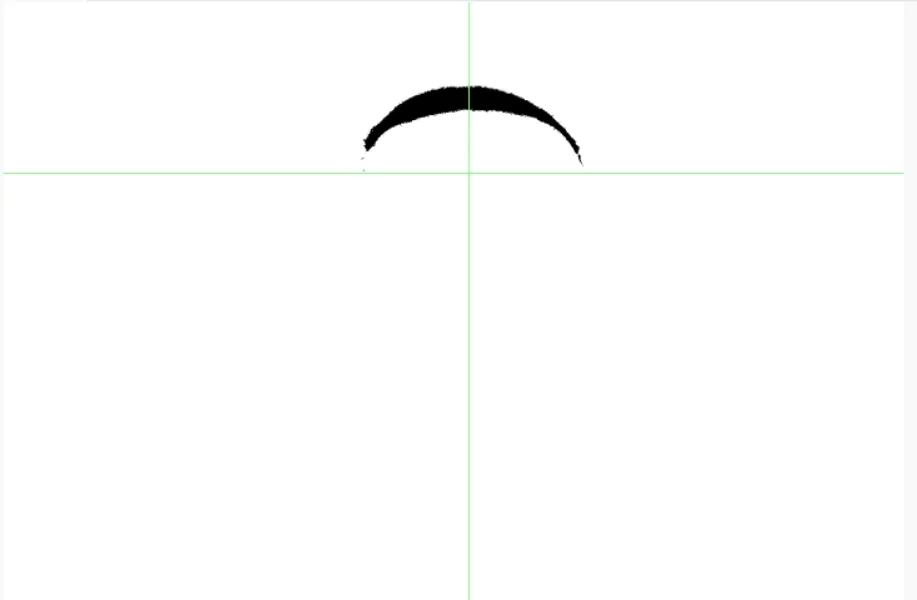
圖9 閾值分割

圖10 輪廓點檢測
2.3.2 凸輪軸軸向尺寸檢測
首先將凸輪軸擺放在合適的位置,確保其被測部位與3D激光傳感器打出的激光線重合放置,將采集到的圖像通過編寫的上位機程序進行圖像處理并獲取像素信息;其次通過標定得出像素信息與尺寸信息的比例系數k,將像素數據重新轉換得出實際數據。如需獲取不同角度的軸向圖像,則需控制轉臺旋轉一定的角度后重復上述步驟。
3 軸向尺寸檢測算法設計
首先將系統分為X軸、Y軸、Z軸,X軸表示激光線所在的位置,以及通過激光線所獲取的圖像線;Y軸表示與激光線水平方向上的物體;Z'軸表示激光器打出激光線的方向如圖11所示。
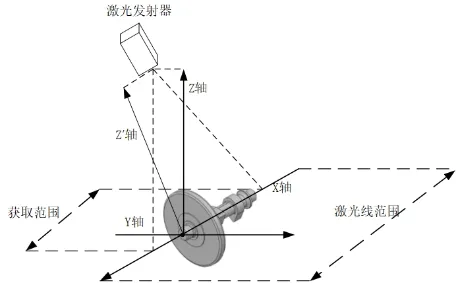
圖11 軸向采集示意圖
其次,在激光器照射的同一水平面下獲取的圖像像素信息及待測物體的尺寸存在一定的比例關系,即X軸向上采集的圖像像素數據與實際尺寸存在一定的比例,同時可以通過標定比例系數[11],根據計算公式:
式(2)中,l為軸向被測部分尺寸,k為轉換比例系數,實際中通過標定來確定,ΔN為被測件3D激光傳感器成像后在上位機得出的像素數。
表1 為在確定Z軸高度為65 mm 時標定得出的比例系數。
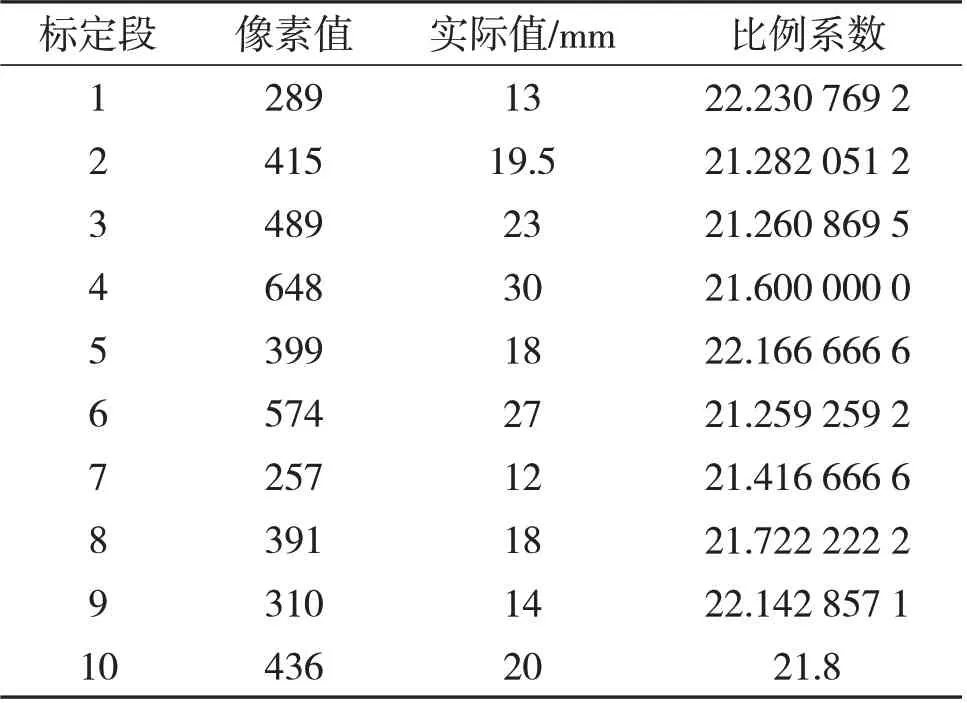
表1 系數標定表
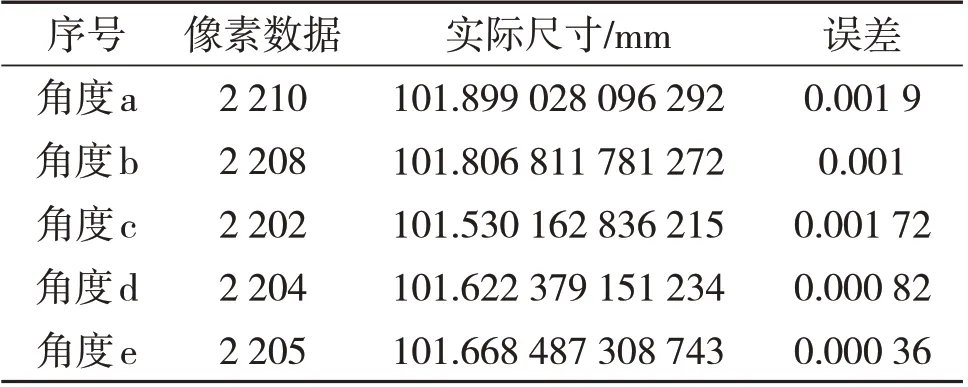
表2 不同角度同段尺寸測量表
4 軸向尺寸檢測結果

圖12 角度選取
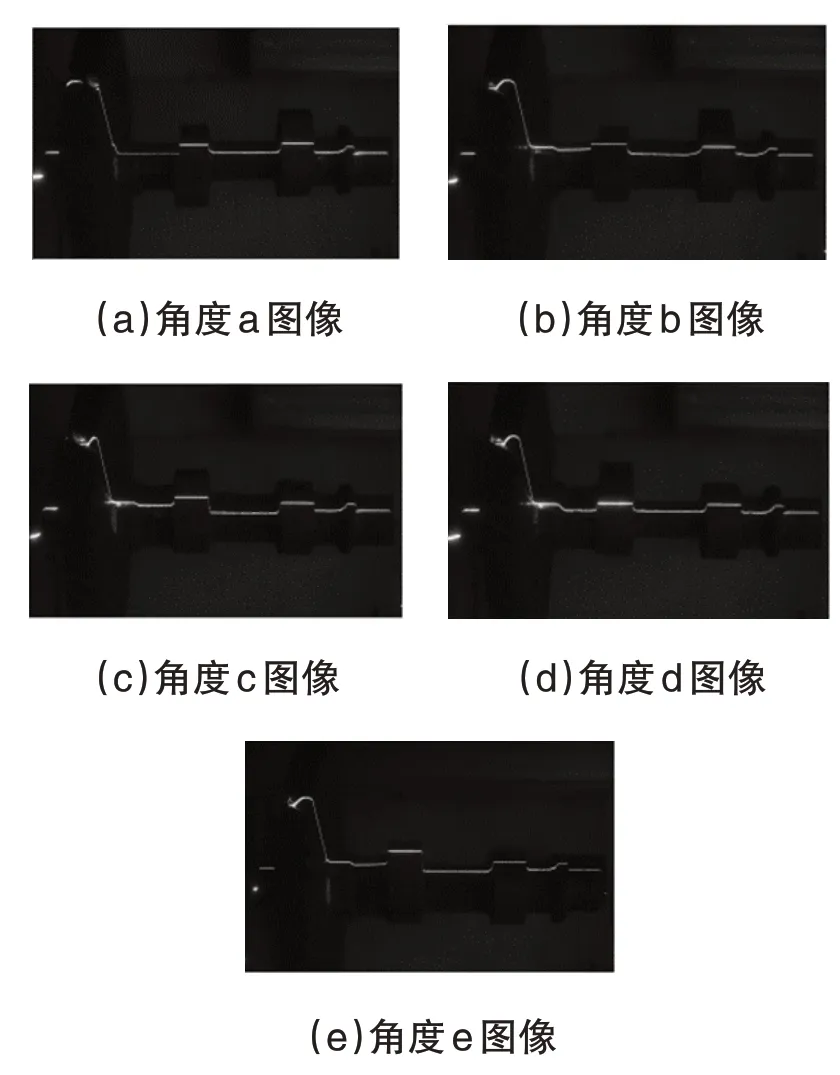
圖13 不同角度的采集圖像
5 結語
本系統搭建了圓弧形滑槽和轉臺機械結構,改善了成像的質量和實現了凸輪軸多角度數據采集,且檢測精度可達0.05 mm,可有效解決高精度的凸輪軸軸向尺寸測量問題。對比傳統的測量方法,在不易用尺子等傳統測量工具進行測量的部分,本系統可以更加靈活地得出結果,通過對輪廓線中其他關鍵點的標定,可以更深層次地對其他部分尺寸進行測量與分析,如開檔尺寸、軸徑尺寸等。同時,適合流水線操作,能夠為高精度凸輪軸大批量生產尺寸檢測問題提供一種參考方案,為精密凸輪軸產品生產檢測的智能化提供了一定的技術支持。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
