選擇性激光燒結聚丙烯工藝-結構-性能的研究
2023-10-25 10:58:52張恒源張師軍劉建葉
中國塑料 2023年10期
張恒源,劉 濤,張師軍,劉建葉*
(1. 中石化(北京)化工研究院有限公司,北京 100013;2. 上海克勞斯瑪菲機械有限公司,上海 200126)
0 前言
SLS 是一種在計算機控制下選擇性燒結固體粉末,并逐層打印以獲得所需幾何形狀零件的技術[1-2]。與傳統制造技術相比,SLS 可以一次性成型復雜的三維(3D)實體,材料利用率高,制造周期短。不僅如此,與其他3D 打印技術相比,SLS 具有無須額外支撐和成型精度高的優點。因此,SLS 在現代制造技術中越來越受到重視,在未來有著非常廣闊的應用空間[3]。
對于聚合物材料,工藝參數與產品性能之間關系十分緊密[4]。SLS 的工藝參數包括激光功率、預熱溫度、能量密度等,這些都對其產品的成型精度、密度和力學性能有重要影響。商業SLS 聚合物材料主要是聚酰胺(PA)及其衍生物。關于它們的粉末制備以及它們和復合材料的工藝參數已有許多研究[5-7],而PP材料相關的研究較少。Zhu 等[8]評估了低規整度PP 粉末的燒結性能, Tan 等[9]比較了均聚PP 和共聚PP 粉末的基本物理性質、結晶動力學和工藝參數。盡管上述文獻涉及PP 選擇性激光燒結工藝參數的討論,但尚未系統建立工藝參數、結構和性能之間的關系。為了在加工中獲得理想的優質產品,為了保證生產中品質的穩定性,對燒結工藝中工藝條件、制品結構和性能之間的關系有一個深刻的理解是十分必要的。本文比較了不同工藝參數(溫度、功率和能量密度)下激光燒結PP 粉末的性質,建立了工藝參數、晶體結構和力學性能之間的關系。
1 實驗部分
1.1 主要原料
PP,BASF Ultrasint?PP nat 01,德國巴斯夫股份公司。
1.2 主要設備及儀器
雙螺桿擠出機,ZE26,德國克勞斯瑪菲公司;
差示掃描量熱儀 (DSC),Pyris I DSC 7,美國珀金埃爾默公司;
注塑機成型機,CX110/380,德國克勞斯瑪菲公司;
選擇性激光燒結機,H251P,湖南華曙高科技股份有限公司;
X 射線衍射儀(XRD),X′pert Pro,射線源為3 kW陶瓷X射線管,工作電壓和電流分別為40 kV和40 mA,荷蘭帕納科公司;
彎曲試驗機和拉伸試驗機,CMT-6104,深圳市新三思計量技術有限公司;
熱變形溫度測試儀,ZWF-300,深圳市新三思計量技術有限公司;
沖擊試驗機,XJV-22,深圳市新三思計量技術有限公司。
1.3 樣品制備
注射樣品制備:將PP 粉末在雙螺桿擠出機中造粒,然后注射,注射參數為:注射壓力為50 MPa、保壓壓力為45 MPa、注射溫度為210 ℃。
SLS 樣品制備:將粉末鋪于燒結機工作缸內,利用筒壁的加熱管對粉末進行預熱,加工時,激光束按照設定的參數(激光功率、掃描速率、掃描間距等)并根據加工信息逐層燒結;加工后,待粉床冷卻到室溫后,將制品取出。
SLS 工藝中涉及的影響所得零件質量的重要參數有激光功率(P)、激光掃描速度(V)、激光器掃描間距(S)、層厚度(H)和預熱溫度(TP)。能量密度(ED)通常用于計算單位面積的能量輸入,用式(1)進行計算[10]。本文中激光掃描速度和層厚度為定值,分別為7 600 mm/s和0.1 mm。
1.4 性能測試與結構表征
原料的熱性能測試:將5~8 mg 粉末置于DSC 內,以10 ℃/min 的速率從50 ℃升溫至200 ℃,恒溫2 min,然后以10 ℃/min 的速率降溫至50 ℃,恒溫2 min 后再以10 ℃/min的速率升溫至200 ℃;
樣條的熱性能測試:截取部分樣條(5~8 mg)置于DSC內,以10 ℃/min的速率從室溫升溫至200 ℃,恒溫2 min,然后以10 ℃/min 的速率降溫至50 ℃,恒溫2 min后再以10 ℃/min的速率升溫至200 ℃;
PP 樣條的結晶度(χc)是通過樣品在第一次加熱過程中熔化時吸收的熱量(ΔHm)獲得的,使用式(2)計算:
式中 ΔH0——完全結晶時PP 熔化時吸收的熱量,取值209.3 J/g[11]
1 維XRD 測試:樣品放置在水平樣品臺上,配置超能量比例檢測器,衍射數據采集的角度范圍設定為10°~30°,掃描步長為0.02°,背景衍射需要從樣品衍射數據中扣除;
XRD分峰:根據注射樣品(α晶型)的XRD峰,使用XPS PEAK軟件標定SLS樣條的XRD峰;
彎曲強度采用彎曲試驗機按照ISO 178:2019 測試,測試溫度為23 ℃,試樣尺寸為80 mm×10 mm×4 mm,跨距為64 mm,測試速率為2.0 mm/min;
拉伸強度按照ISO 527-2:2012 測試,測試溫度為23 ℃,樣條規格型號為1A 型,夾具間距為115 mm,拉伸速率為50 mm/min;
熱變形溫度按GB/T 1634.2—2019 測試,試樣尺寸為80 mm×10 mm×4 mm,升溫速率為120 ℃/h,負荷為0.45 MPa;
沖擊強度按ISO 179-1:2010 測試,測試溫度為23 ℃,缺口類型為 A 型,試樣尺寸為80 mm×10 mm×4 mm,擺錘標稱能量為4 J,沖擊速率為2.9 m/s。
2 結果與討論
PP 粉末在激光燒結過程中經歷了熔融-結晶的過程,所以PP 粉末的熱力學性質直接關系到燒結性能,進而對SLS 打印制件的性能產生影響。PP 粉末的熔融結晶行為是確定粉末燒結窗口和預熱溫度的重要依據。圖1是PP粉末的DSC 曲線。在SLS 過程中,聚合物的預熱溫度范圍通常對應于第一次升溫和降溫過程中熔融峰和結晶峰的起始溫度,但需要注意的是,這里預熱溫度范圍是在固定升降溫速率(10 ℃/min)下測定的,但在實際燒結過程中溫度的變化是難以控制和固定的,因而預熱溫度范圍僅是確定SLS 加工參數的一個依據。
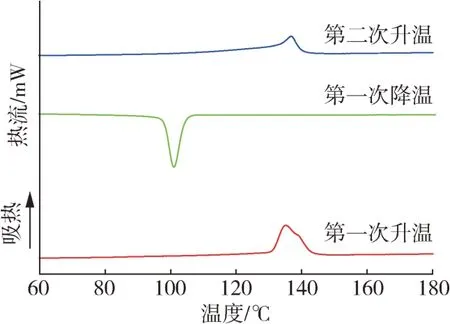
圖1 PP粉末SLS的DSC曲線Fig.1 DSC curves of polypropylene powder for SLS
2.1 預熱溫度
PP 作為一種半結晶聚合物,其粉末預熱溫度需要接近熔化溫度以減少溫度梯度引起的制品翹曲。同時,在鋪粉過程中,高溫易導致粉體黏結,導致打印失敗。根據上述DSC數據和具體的實驗結果,選擇如表1所示的預熱溫度進行實驗。
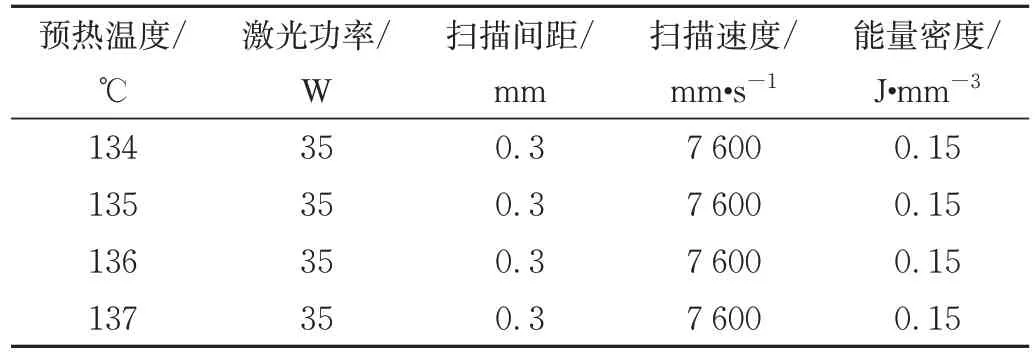
表1 不同溫度下SLS PP的工藝參數Tab.1 Process parameters of selective laser sintering of polypropylene at different temperature
圖2 顯示了打印樣條第一次升溫過程的DSC 曲線。可以看出,PP 樣條在不同預熱溫度下等溫結晶后,熔融過程中至少產生2 個熔融峰,根據溫度分別定義為PI和PII,對應的熔融峰溫度為137 ℃和144 ℃。PP 的熔融溫度約為138 ℃,與預熱溫度非常接近,高分子鏈段排入晶格與鏈段從晶格擴散到聚合物非晶態之間達到平衡,所以熔融峰PI和PII溫度與預熱溫度無關。形成不同熔融峰的原因可能是在結晶過程中產生了不同的結晶形態且晶體的完善程度不同。
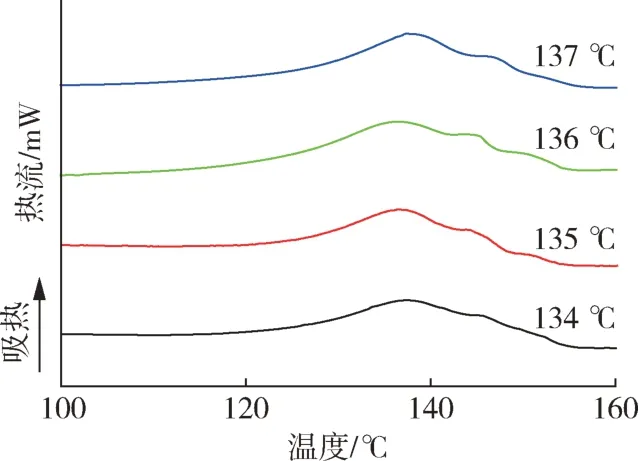
圖2 不同預熱溫度下PP SLS打印樣條后的DSC曲線Fig.2 DSC curves of SLS polypropylene splines prepared at different preheating temperature during the first heating process
通過XRD 進一步研究了SLS PP 樣條內的晶體結構。圖3 是在不同預熱溫度下制備的SLS PP 樣品的XRD 曲線。與其他常見的加工方法不同,由于SLS 獨特的結晶條件(接近緩慢等溫結晶),SLS制備的樣品含有一定量的γ晶體,為產品提供了特殊的性能。顯然,與注射樣品相比,在20.8°樣條的激光燒結樣品中可以觀察到由γ晶體(117)形成的特征衍射峰。如圖4所示,從分峰圖中可以得到不同工藝參數下的γ晶體含量。
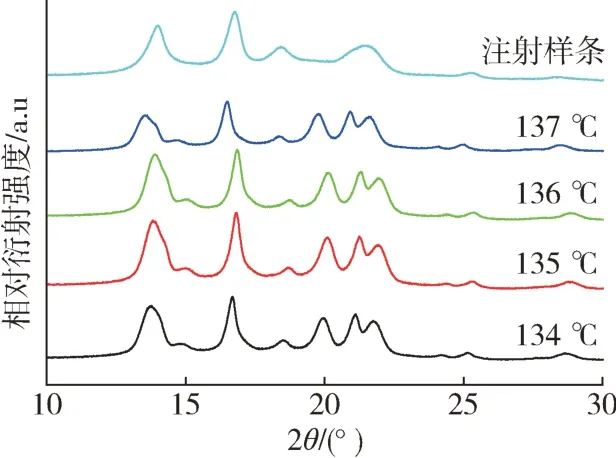
圖3 不同預熱溫度下制備SLS PP樣條的XRD曲線Fig.3 XRD diffraction patterns of SLS polypropylene splines prepared at different preheating temperature
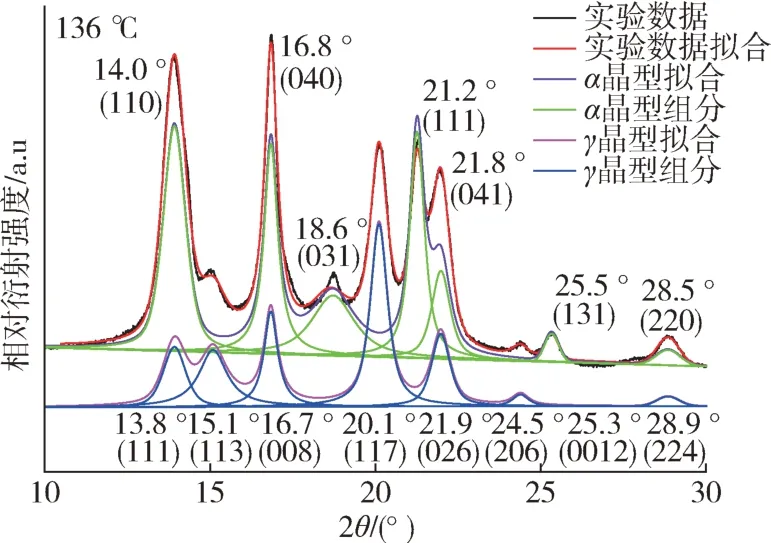
圖4 136 ℃預熱溫度下的XRD分峰曲線Fig.4 XRD different of crystal forms at 136 ℃ preheating temperature
從表2 可以看出,不同預熱溫度下的γ 晶含量沒有明顯的趨勢,這與文獻中隨著溫度接近熔化溫度,晶體含量先增加后減少不同。我們認為這與有限的預熱溫度范圍有關,由于激光在粉末中的余熱,粉末的實際結晶溫度高于預設溫度。
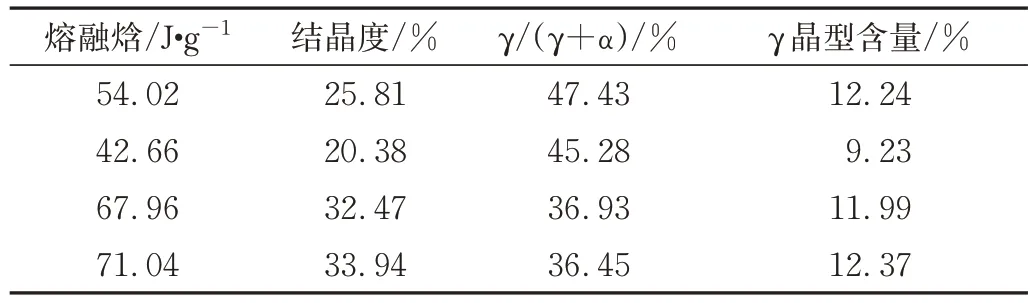
表2 不同預熱溫度下SLS PP打印樣條的結晶度和γ晶含量Tab.2 The crystallinity and content of γ crystals of SLS polypropylene printed parts at different preheating temperature
表3 顯示了SLS PP 打印件的力學性能。隨著預熱溫度的升高,在同一工作缸位置印刷的PP 零件的拉伸強度、標稱模量、彎曲強度和熱變形溫度不斷提高。在較高的預熱溫度下,粉末更容易熔化、流動并具有更好的附著力,從而顯著提高了零件的力學性能。此外,除了標稱應變和熱變形溫度外,SLS 樣品的力學性能與表4 顯示的注射樣品相當。如文獻[12-13]所述,γ 晶體在提高產品的模量、屈服應力和臨界應變方面具有優勢,這也解釋了盡管SLS 樣品中不可避免地存在空隙。然而,γ 晶體的出現彌補了缺陷造成的力學性能損失。一些樣品的沖擊強度甚至可以優于注射樣品。因此推測,當空隙密度得到很好的控制并且樣品完全結晶時,SLS 樣品的韌性不會受到很大影響。此外,需要注意的是,雖然137 ℃的預熱溫度具有最佳的力學性能,但如圖5 所示,零件的粉末黏連嚴重,精度較差因此選擇136 ℃作為后續的實驗條件。
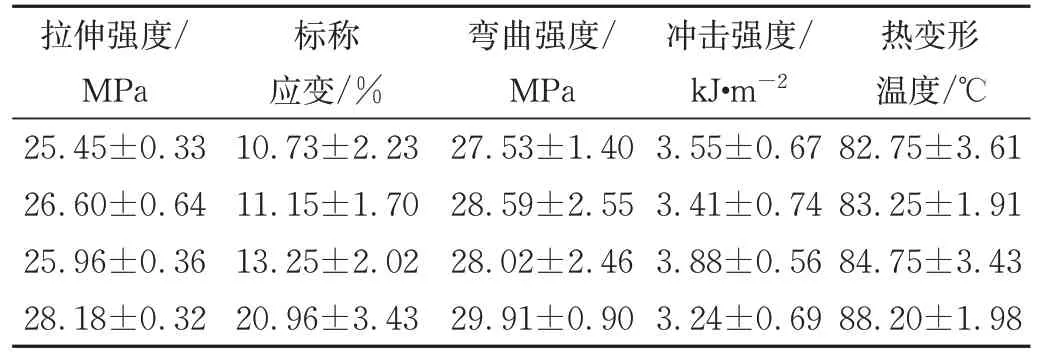
表3 不同預熱溫度下SLS PP打印樣條的力學性能Tab.3 Mechanical properies of SLS polypropylene printed partsat different preheating temperature

表4 注射樣品的力學性能Tab.4 Mechanical properties of the injection parts
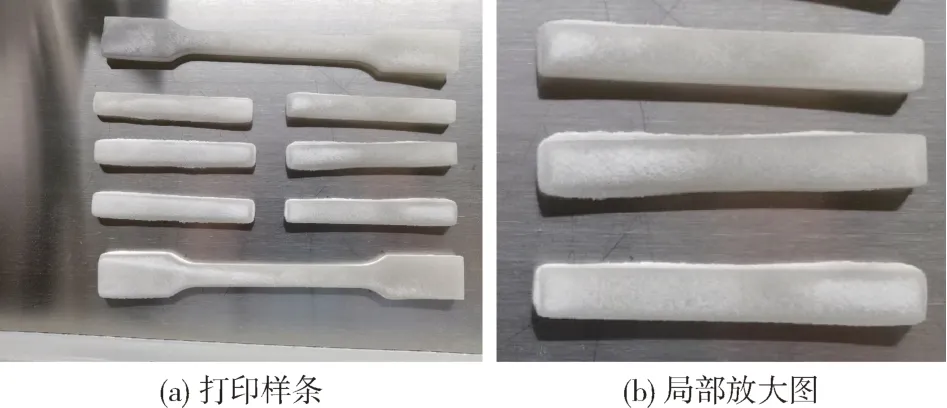
圖5 137 ℃預熱溫度下的打印樣條Fig.5 Printing spline products with preheating temperature of 137 ℃
2.2 激光功率
確定最佳預熱溫度后,考察了不同激光功率對SLS樣品結構和性能的影響,激光功率的選擇如表5所示。圖6 的不同功率樣條第一次升溫過程的DSC 曲線與圖2 相似,此外,如圖7 和表6 顯示,不同的激光功率對γ 晶體含量的影響也不大,根據文獻[14],雖然PP 的分子鏈在較高能量下結晶時容易發生扭曲而形成γ晶,但是在不同的激光功率下,γ晶含量變化不大。因此推斷,這是由于在高功率下,激光的實際穿透深度較深。而在同一層上,PP 熔體的能量沒有明顯差異,所以對晶體含量的影響不大。
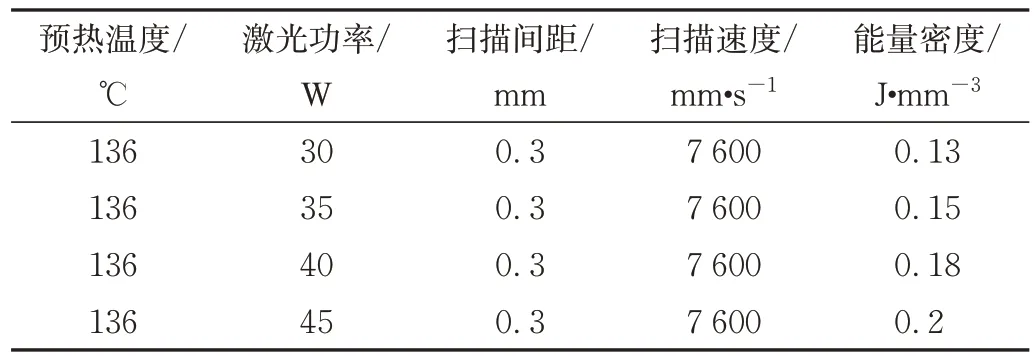
表5 不同激光功率下的工藝參數Tab.5 Processing parameters at different power
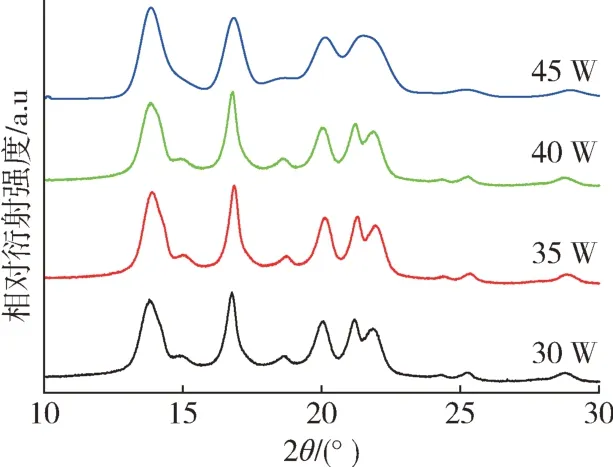
圖7 不同激光功率下PP的SLS打印樣條的XRD曲線Fig.7 XRD diffraction patterns of SLS polypropylene splines prepared at different power
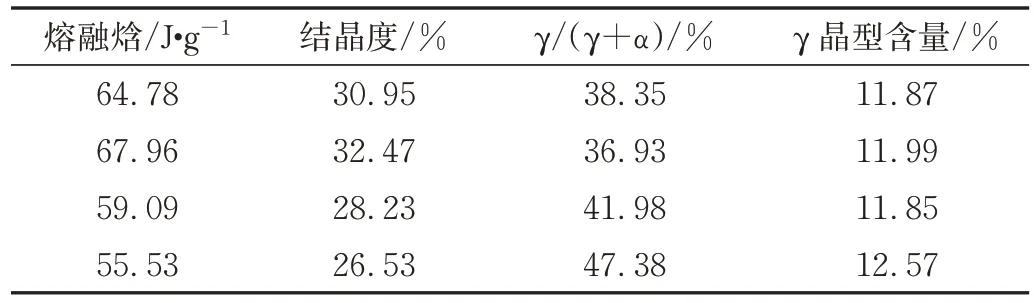
表6 不同激光功率下PP的SLS打印樣條的結晶度和γ晶含量Tab.6 The crystallinity and content of γ crystals of SLS polypropylene printed parts at different power
表7 是不同功率SLS PP 打印件的力學性能。隨著功率的增加,PP 樣條的拉伸強度、標稱應變、彎曲強度、沖擊強度和熱變形溫度均呈上升的趨勢。在高功率下,粉末熔化后的黏度較低,流動性較強,相互間的附著力較好,使樣條的力學性能明顯提高。然而,與預熱溫度的情況類似,雖然40 W 和45 W 的力學性能較好,但樣條與粉末黏連嚴重,精度差,甚至部分樣條間黏連或無法正常打印,如圖8(a)、(b)所示。因此推測是高激光功率黏附了多層粉末,導致性能不佳。
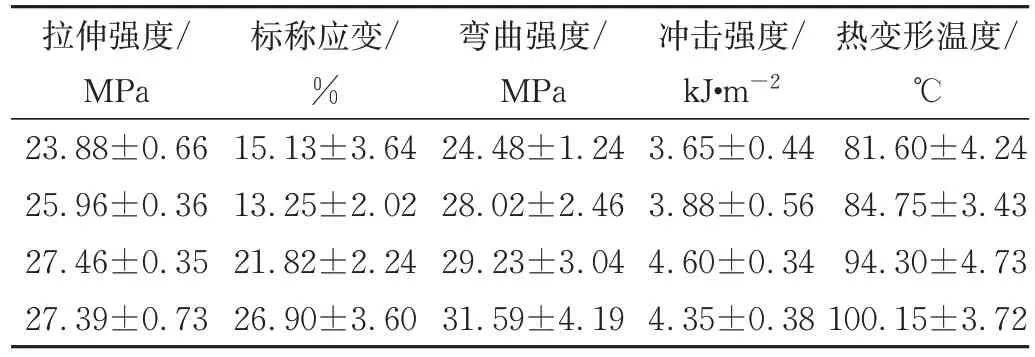
表7 不同激光功率下SLS PP打印樣條的力學性能Tab.7 Mechanical properties of SLS polypropylene printed parts at different power
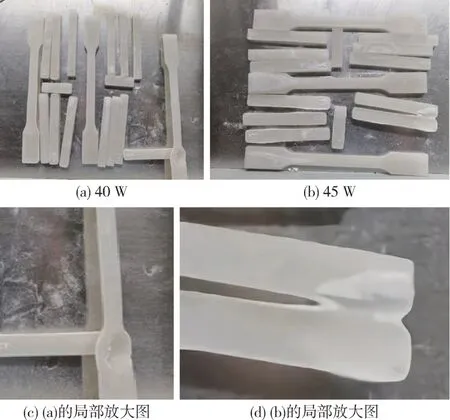
圖8 激光功率為40 W、45 W的打印樣條Fig.8 Printing spline products with power of 40 W and 45 W
2.3 掃描間距
確定最佳預熱溫度和激光功率后,考察了相同能量密度下不同掃描間距對SLS 樣品結構和性能的影響,工藝參數的選擇如表8 所示。圖9 的不同掃描間距樣條第一次升溫過程的DSC曲線與圖2和圖6相似,與前2 組實驗不同的是,如圖10 和表9 所示,在相同的能量密度,較小的掃描間隔下,γ晶含量明顯增加,因此推測這與γ晶體的形成原理是一致的:小的掃描間隔會使同一區域經歷多次掃描。當粉末結晶時,單位面積的能量較高,足以產生較高含量的γ晶體。
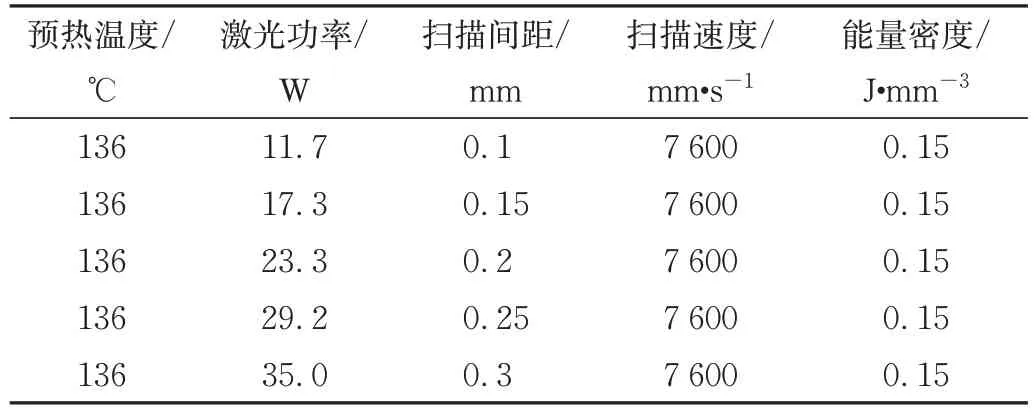
表8 不同掃描間距下的工藝參數Tab.8 Processing parameters at different scan spacing
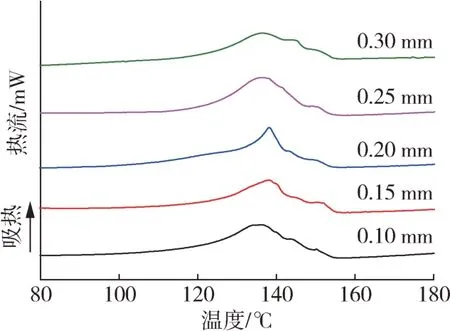
圖9 不同掃描間距下PP的SLS打印樣條后的DSC曲線Fig.9 DSC curves of SLS polypropylene splines prepared at different scan spacing during the first heating process
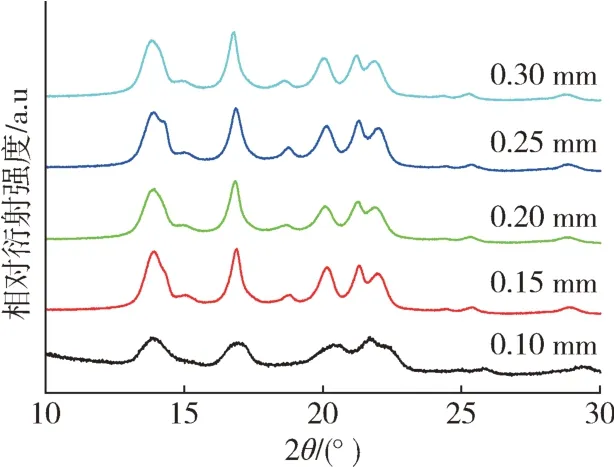
圖10 不同掃描間距下PP的SLS打印樣條的XRD曲線Fig.10 XRD diffraction patterns of SLS polypropylene splines prepared at different scan spacing
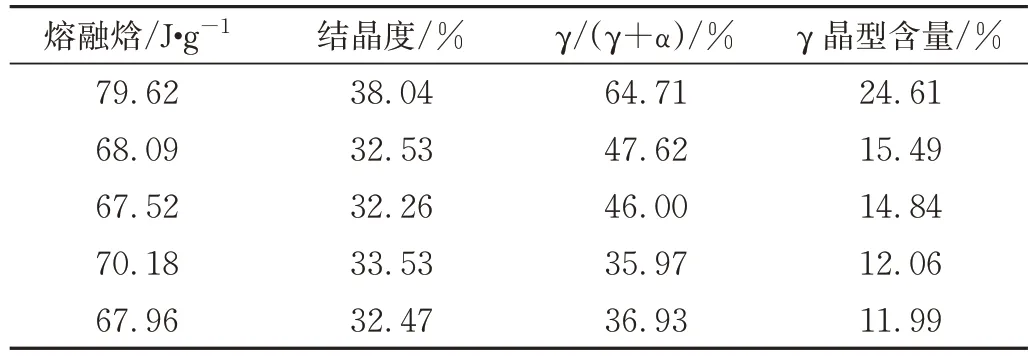
表9 不同掃描間距下PP的SLS打印樣條的結晶度和γ晶含量Tab.9 The crystallinity and content of γ crystals of SLS polypropylene printed parts at different scan spacing
在相同的能量密度下,隨著所選功率和掃描間距的減小,PP 樣條的拉伸強度、彎曲強度和熱變形溫度均呈上升的趨勢。在低功率和掃描距離下,同一區域的粉末經歷了更多的熔化次數,粉末的流動性更強,相互之間的黏附性更好,從而明顯提高了樣品的力學性能。與前2 組實驗不同的是,當掃描間隔較小時(0.1、0.15 mm),SLS 樣品的彎曲強度超過了注射樣品的彎曲強度。結合表10和前2組實驗,這與γ晶體含量比較高有關。但需要注意的是,如果掃描距離太小(0.1 mm),雖然力學性能很好,但樣品容易黏上多余粉末,部分樣條無法順利打印,精度明顯下降(圖11)。因此推測,這與激光掃描區域重疊有關。
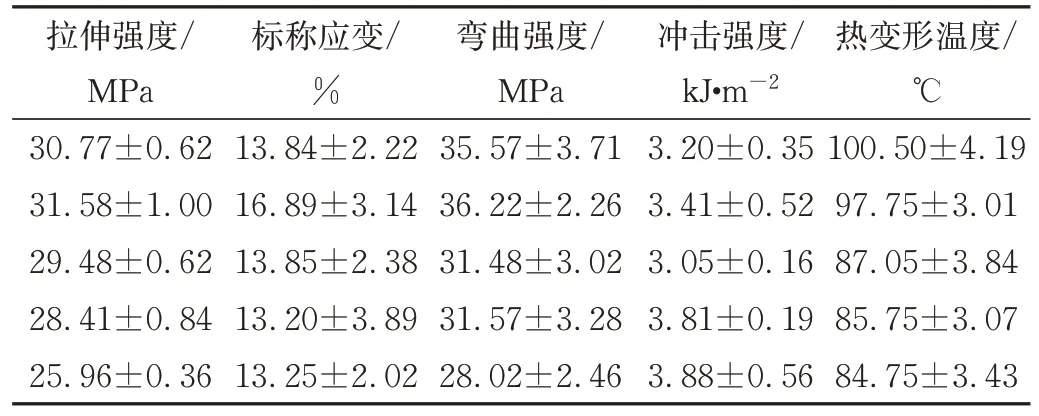
表10 不同掃描間距下PP的SLS打印樣條的力學性能Tab.10 Mechanical properties of SLS polypropylene printed parts at different scan spacing
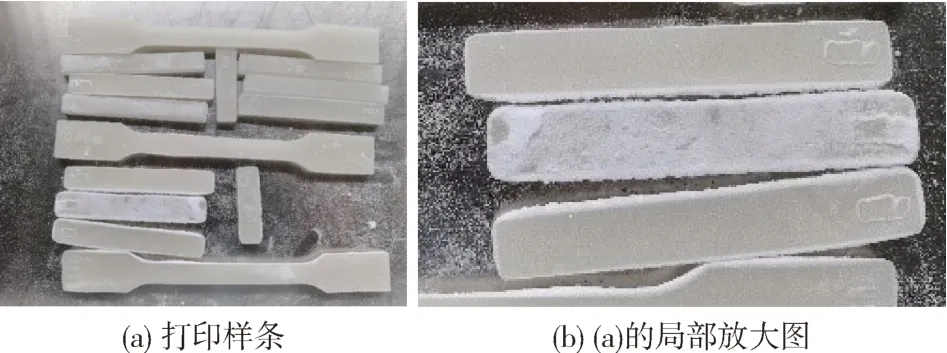
圖11 掃描間距為0.1 mm的打印樣條Fig.11 Printing spline products with scan spacing of 0.1 mm
3 結論
(1)預熱溫度和激光功率對樣品γ晶含量的影響較小,而相同能量密度下掃描間距對γ 晶含量影響較大,掃描間距較小時γ晶含量升高;
(2)SLS 樣品部分力學性能與注射樣品相近,這與γ晶的出現有關;
(3)3組工藝參數(預熱溫度、激光功率和相同能量密度)下掃描間距均對SLS 樣品的力學性能有較大影響,考慮綜合性能,本實驗最佳的工藝條件為預熱溫度為136 ℃、激光功率為17.3 W、掃描間距為0.15 mm。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03